Изобретение относится к литейному производству, а именно к литейным формам для получения отливок по газифицируемым моделям, заформованным в сыпучем наполнителе.
Цель изобретения - улучшение качества отливок и условий труда за счет исключения обвала формы у стояка и отвода газов из формы при заливке ме таллом.
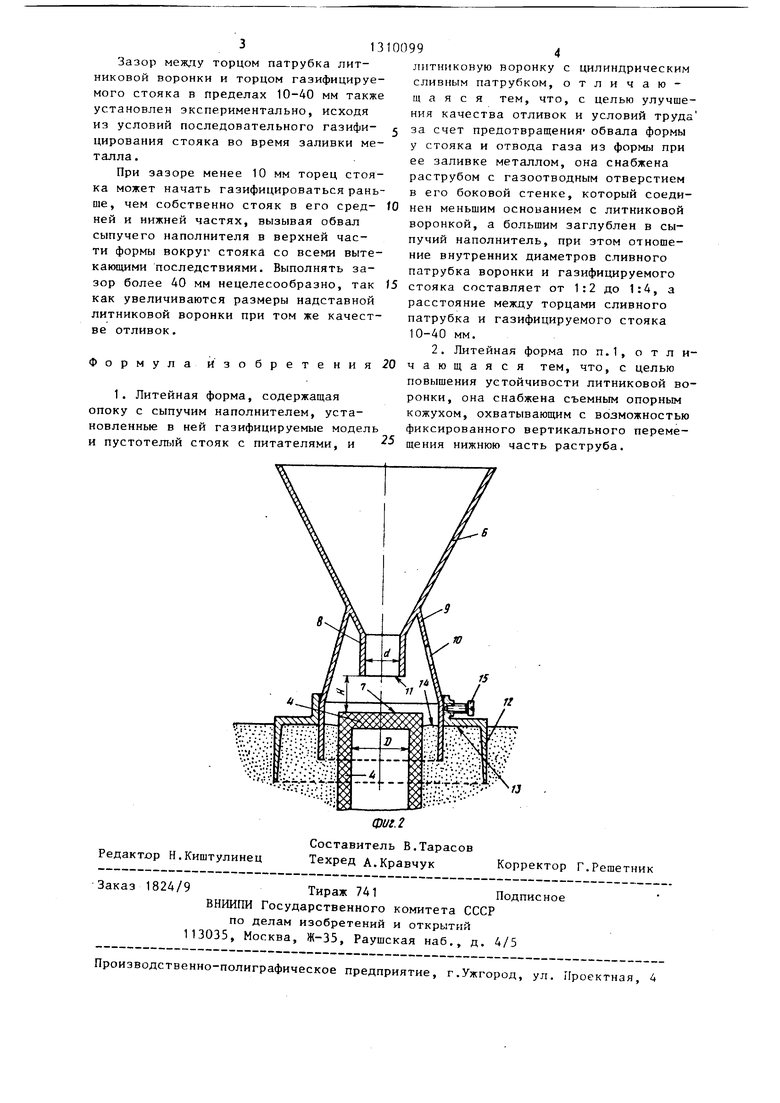
На фиг.1 показана литниковая форма, разрез; на фиг.2 - узел, на котором показана установка на форме надставной литниковой воронки с раструбом и с опорным кожухом - ограничителем .
Литейная форма состоит из опоки в которой размещена газифицируемая модель 2 в сыпучем наполнителе 3, без связующего.
В опоке размещен газифицируемый полый стояк 4 с питателями 5 газифицируемого материала. Соосно со стояком размещена литниковая воронка 6, которая удерживается над торцом 7 стояка 4. Воронка выполнена из металла или огнеупорного материала и имеет цилиндрический сливной патрубок 8 с отверстием для выхода металла. Снаружи на корпусе воронки жестк закреплен своим меньшим основанием раструб 9, снабженный отверстием 10 для отвода газов и паров, образующихся при заливке металла и деструкции газифицируемого стояка. Отверстие может быть соединено с вытяжной вентиляционной системой (не показана) . Большее основание раструба 9 углублено в сыпучий наполнитель 3 на глубину 20-40 мм. При этом внутренний диаметр D стояка 4 и внутренний диаметр d выходного отверстия патрубка 8 соотносятся в пределах от 1:2 до 1:4, а регулируемый зазор Н между торцом 7 стояка и торцом 11 патрубка литниковой воронки лежит в пределах 10-40 мм.
При использовании литниковой воронки в индивидуальном производстве отливок на раструбе 9 закреплен съемный кожух 12, нижняя часть которого утоплена в сыпучем наполнителе 3, а опорная поверхность 13 контактирует с уровнем 14 сыпучего наполнителя в опоке. Кожух 12 закреплен на раструбе жестко с помощью установочного винта 15 с возможностью продольного регулирования.
0
5
0
5
0
5
0
5
0
5
Литейная форма работает следующим образом.
При заливке в литниковую воронку 6 металл вытекает из патрубка 8 в виде струи по форме, близкой к цилиндрической, и, не соприкасаясь со стенками стояка 4, попадает на его дно. По мере поступления металла уровень его в стояке увеличивается с одновременным замещением (газифицированием) модели стояка в направлении снизу вверх. Образующиеся газы поднимаются по кольцевому зазору между струей - металла и внутренним диаметром еще негазифицированной части стояка в зону, ограниченную раструбом 9 и уровнем 14 сыпучего наполнителя 3, из которого их удаляют специальными средствами через отверстие 10 в стенке раструба.
В случае установки литниковой воронки 6 с кожухом 12 получают своего рода дополнительный песчаный затвор, препятствующий выходу газов из-под раструба в атмосферу.
Благодаря отсутствию непосредственного контакта надставной литниковой воронки с газифицируемым стояком обеспечивается зазор между струей металла и полостью стояка, создающий возможность выхода газов, выделяющихся в результате деструкции модели стояка, в зону, ограниченную раструбом и уровнем сыпучего наполнителя, с последующим отводом их через отверстие в стенке раструба из рабочей зоны заливки.
Соотношения внутренних диаметров пустотелого газифицируемого стояка и патрубка литниковой воронки установлены экспериментально из условия, обеспечивающего наличие такого зазора между струей металла и внутренним диаметром стояка, который предотвращал бы газифицирование верхней части стояка прежде, чем газифицируется его нижняя часть.
При соотношении менее 1:2 газифицирование верхней части стояка от теплового воздействия струи металла произойдет раньше, чем нижней, что приводит к обвалу формы вокруг стояка, недоливу металла и засору отливок сыпучим наполнителем. Верхний предел более чем 1:4 увеличивать нецелесообразно, так как ув€ личится расход металла на стояк при том же качестве отливок.
Зазор между торцом патрубка литниковой воронки и торцом газифицируемого стояка в пределах 10-40 мм также установлен экспериментально, исходя из условий последовательного газифицирования стояка во время заливки металла.
При зазоре менее 10 мм торец стояка может начать газифицироваться раньше,
чем собственно стояк в его сред- fO нен меньшим основанием с литниковой
ней и нижней частях, вызывая обвал сыпучего наполнителя в верхней части формы вокруг стояка со всеми вытекающими последствиями. Выполнять зазор более 40 мм нецелесообразно, так 15 стояка составляет от 1:2 до 1:4, а
как увеличиваются размеры надставной литниковой воронки при том же качестве отливок.
Формула Изобретения 20
1. Литейная форма, содержащая опоку с сыпучим наполнителем, установленные в ней газифицируемые модель
расстояние между торцами слив патрубка и газифицируемого ст 10-40 мм.
2. Литейная форма по п.1, чающаяся тем, что, с повышения устойчивости литник ронки, она снабжена съемным о кожухом, охватывающим с возмо фиксированного вертикального
и пустотелый стояк с питателями, и щения нижнюю часть раструба.
литниковую воронку с цилиндрическим сливным патрубком, отличающаяся тем, что, с целью улучшения качества отливок и условий труда за счет предотвращения обвала формы у стояка и отвода газа из формы при ее заливке металлом, она снабжена раструбом с газоотводным отверстием в его боковой стенке, который соедиворонкой, а большим заглублен в сыпучий наполнитель, при этом отношение внутренних диаметров сливного патрубка воронки и газифицируемого
расстояние между торцами сливного патрубка и газифицируемого стояка 10-40 мм.
2. Литейная форма по п.1, отличающаяся тем, что, с целью повышения устойчивости литниковой воронки, она снабжена съемным опорным кожухом, охватывающим с возможностью фиксированного вертикального перемеРедактор Н.Киштулинец
фиг. 2
Составитель В.Тарасов Техред А.Кравчук
Заказ 1824/9Тираж 741Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул. Проектная, 4
Корректор Г.Решетник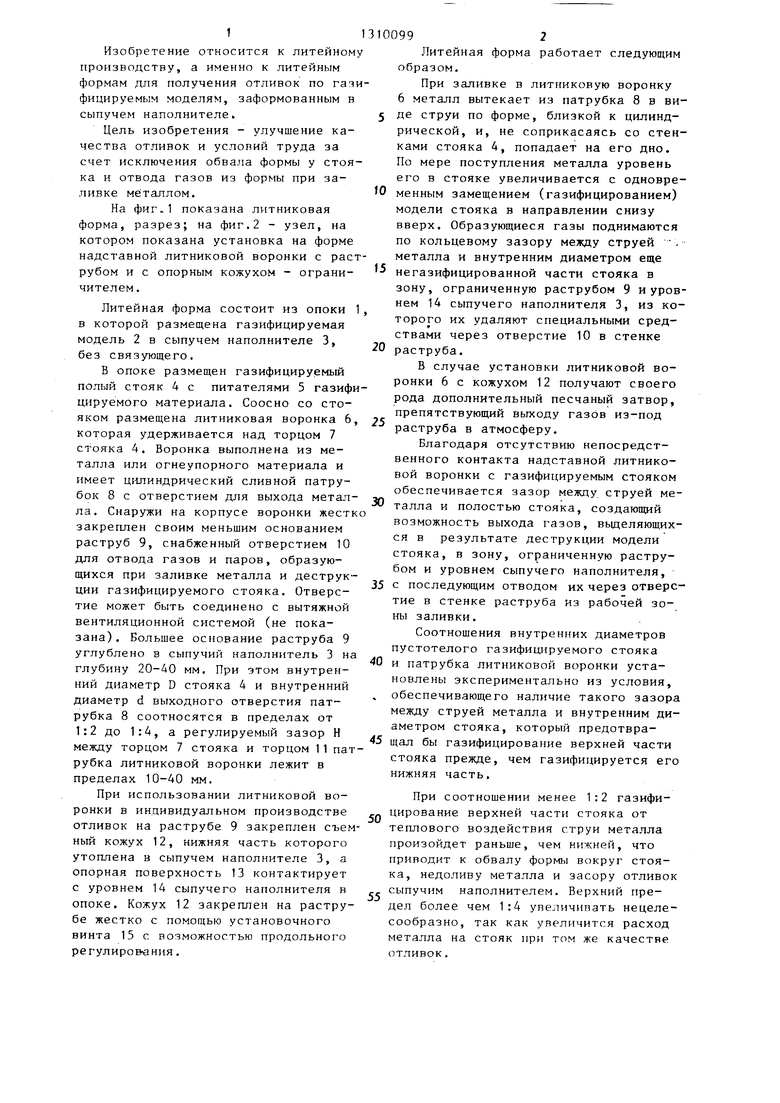
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК С ПАРАЛЛЕЛЬНЫМИ ОБРАЗУЮЩИМИ БОКОВЫХ ПОВЕРХНОСТЕЙ | 1992 |
|
RU2086340C1 |
| Литейная форма | 1982 |
|
SU1041200A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 1990 |
|
RU2044599C1 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЬНЫХ ОТЛИВОК | 2012 |
|
RU2484917C1 |
| Надставная литниковая чаша | 1989 |
|
SU1770033A1 |
| Литейная форма для получения отливок | 1985 |
|
SU1364230A3 |
| ГАЗИФИЦИРУЕМАЯ МОДЕЛЬ ДЛЯ ЛИТЫХ ЗАГОТОВОК РЕЖУЩЕГО ИНСТРУМЕНТА И ПРЕСС-ФОРМА ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2048953C1 |
| "Способ получения литья по газифицируемым моделям "Див-процесс" и литейная форма для получения литья" | 1988 |
|
SU1764768A1 |
| Способ формовки | 1990 |
|
SU1740100A1 |
| Литейная форма для получения отливок по газифицируемым моделям | 1979 |
|
SU880610A1 |
Изобретение относится к литейному производству, а именно к литейным формам для получения отливок по газифицируемым моделям, заформованным в сыпучем наполнителе. Целью изобретения является улучшение качества отливок и условий труда за счет предотвращения обвала формы у стояка и отвода газа из формы при заливке металлом. Сущность изобретения заключается в закреплении литниковой воронки 6 над газифицируемым стояком 4 с помощью раструба 9 на расстоянии от 10 до 40 мм до торца 7 стояка 4. При этом соотношение диаметров сливного патрубка литниковой воронки 6 и стояка 4 равно от 1:2 до 1:4, что предохраняет от преждевременного сгорания газифицируемый стояк 4 в его верхней части, чем предотвращается обвал формы у стояка 4 при заливке металлов. Раструб 9 для повышения его устойчивости можрт быть снабжен опорным кожухом, закрепляемых на внешней поверхности раструба 9. Изобретение позволяет производить газифицирование стояка 4 снизу вверх при заливке формы металлом. I з.п. ф-лы, 2 ил. (Л СА: О О х фиг
| Степанов Ю.А | |||
| Литье по газифицируемым моделям | |||
| М.: Машиностроение, 1976, с | |||
| Контрольный стрелочный замок | 1920 |
|
SU71A1 |
| Внедрение точного литья по газифицируемым моделям на заводах отрасли | |||
| ЦНИИТЭстроймаш, сер | |||
| У,50-74-50, М., 1974, с | |||
| Печь для сжигания твердых и жидких нечистот | 1920 |
|
SU17A1 |
