113
Иr oбpeтeииe преднтиачено для iia-з нертыпания отверстиГ в деталях и может быть использовано в общем машиностроении,
11ель изобретения - повьш1ение точ- ности и качества обработанной поверхности ,
Иа Лиг.) показан инстр ент для обработки отверстий, общий вид; на фиг, 2 - сечение А-А на фиг.1; на фиг. 3 - сечение Б-Б на фиг.1.
Инструмент для обработки отверстий содержит заборную 1, калибрующую 2 части и хвостовик 3. На заборной части имеются стружечные канавки 4, пре- имущественно их 3-5 щт. Стенка 5 стр,гжечной канавки А является режущей гранью на заборной части инструмента, она имеет положительный передний угол 6 порядка 0-6 для облегче- ния процесса резания. Режущий зуб 7 расположен на заборной и калибрующей частях инструмента по винтовой линии
Режущая грань 8 режущего зуба 7 имеп
ет положительный передний угол У по- рядка 0-10°, задний угол 10 выбирается в пределах 6-8 . Режущая грань 8 режущего зуба 7 обращена в сторону хвостовика 3. Угол подъема винтовой линии 11 режущего зуба 7 зависит от ее шага и определяется конструктивно в зависимости от срезаемого припуска который размещается в стружечной канавке 12 между витками режущего зуба 7, Угол подъема винтовой линии ре жущего зуба 7 лежит в пределах 60- 90 . На калибрующей части 2 инструмента закреплена гайка 13, а так как она имеет профиль отверстия, соответствующий профилю калибрующей части инструмента, гайка 13 легко перемещается вдоль оси инструмента и устанавливается на необходимое расстояние от переднего торца инструмента. Для закрепления гайки 13 на инструменте служит стопорный винт 14, при этом
302
гайка 13 имеет нрорезь 15. R гайке 13 установлен упорный подщипник 16.
Инструмент работает следующим образом.
Устанавливают гайку 13 на требуемом расстоянии от заборной части 1, гайку 13 закрепляют на инструменте посредством стопорного винта 1А, при его завинчивании щирина прорези 15 в гайке уменьшается и гайка 13 надежно закрепляется на калибрующей части 2 инструмента. Инструмент вводят в обрабатываемое отверстие и начинают вращать вокруг оси. Заборная часть 1 при перемещении в отверстии детали прорезает канавку, по которой скользит режуишй зуб 7 калибрующей мсти 2. После того, как упорный щаииьч по; щипник 16 коснется поверхнос-и .летали, режущий зуб 7 кали6руюп1ей -.асти 2 при дальнейшем вращении инстр ь ен- та будет срезать стружку с поверх тос ти отверстия и одновременно скользит вдоль нее.
Такой проиесс срезания стружки Б отверстии детали происходит при мень щем усилии резания и отсутствии дробления, в результате чего повышаются точность и качество поверхности отверстия.
Формула изобретения
Инструмент для обработки отверстий, содержащий режущие зубья на заборной и калибрующей части, расположенные по винтовой линии, и хвостовик, отличающийся тем, что, с целью повышения точности и качества обработанной поверхности, режущая грань зуба обращена в сторону хвостовика, а инструмент снабжен закрепленным на калибрующей части фиксатором с гайкой и упорным подщипни- ком.
б б
фигЗ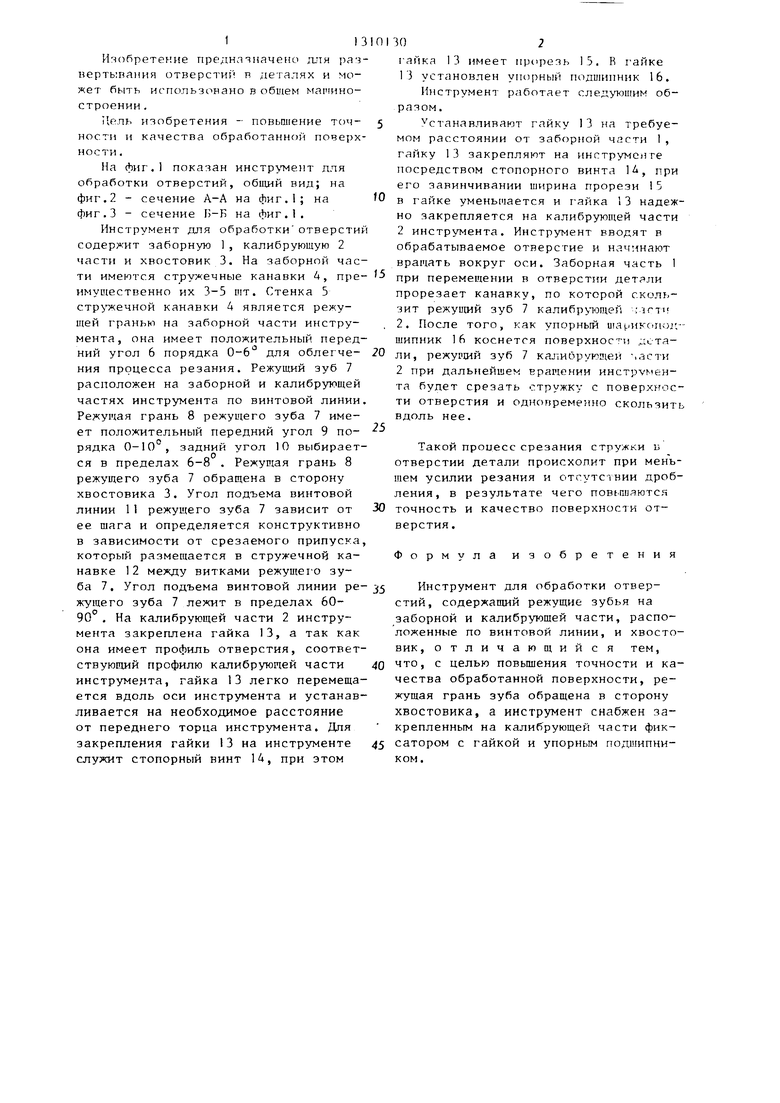
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ нарезания резьбы в отверстиях и инструмент для его осуществления | 2016 |
|
RU2638138C2 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2018416C1 |
| Метчик | 1990 |
|
SU1804379A3 |
| Способ нарезания резьбы и инструмент для его осуществления | 2016 |
|
RU2634536C2 |
| МЕТЧИК | 2008 |
|
RU2380204C1 |
| Метчик | 1988 |
|
SU1585162A1 |
| МЕТЧИК-ПРОТЯЖКА | 1992 |
|
RU2008146C1 |
| Инструмент для чистовой обработки отверстий | 1990 |
|
SU1764858A1 |
| Метчик | 1982 |
|
SU1115871A1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ НАРЕЗАНИЯ ВНУТРЕННЕЙ РЕЗЬБЫ - МЕТЧИК | 1995 |
|
RU2098237C1 |

Изобретение относится к машиностроению и может быть использовано при обработке отверстий. Целью изобретения является повышение точности и качества обработанной поверхности. На заборной части 1 выполнена стружечная канавка А, стенка 5 которой является режущей гранью на заборной части 1 инструмента. Режущий зуб 7 расположен на заборной 1 и калибрующей 2 частях по винтовой линии, режущая грань режущего зуба 7 обращена в сторону хвостовика 3. Угол подъема винтовой линии 11 режущего зуба 7, который составляет 60-90 , зависит от ее шага и определяется конструктивно в зависимости от срезаемого припуска, который размещается в стружечной канавке 12. На калибрующей части 2 закреплена гайка 13, а так как она имеет профиль отверстия, соответствующий профилю калибрующей части 2, гайка 13 легко перемещается вдоль оси и устанавливается на необходимое расстояние от торца. Для закрепления гайки 13 на инструменте служит стопорный винт 14, при этом гайка 13 имеет прорезь 15 и в гайке 13 установлен упорный подшипник 16, который после того, как коснется поверхности детали, создает возможность режущему зубу 7 при дальне11шем вращении инструмента срезать стружку с поверхности отверстия и одновременно скользить вдоль нее. 3 ил. (Л U mrs «j
Составитель Н. Кириллова Редактор Н. Киштулинец Техред И.ВересКорректс р М. Демчик
Заказ 1830/11
Тираж 976Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Рауиская наб., д. 4/5
(1р(П1знодственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Зенкер для сквозных отверстий | 1983 |
|
SU1175626A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
