1 .13
Изобретение относится к неразрушающим методам и средствам контроля и может быть использовано для ультразвукового контроля изделий.
Цель изобретения - упрощение ультразвукового контроля шероховатости.
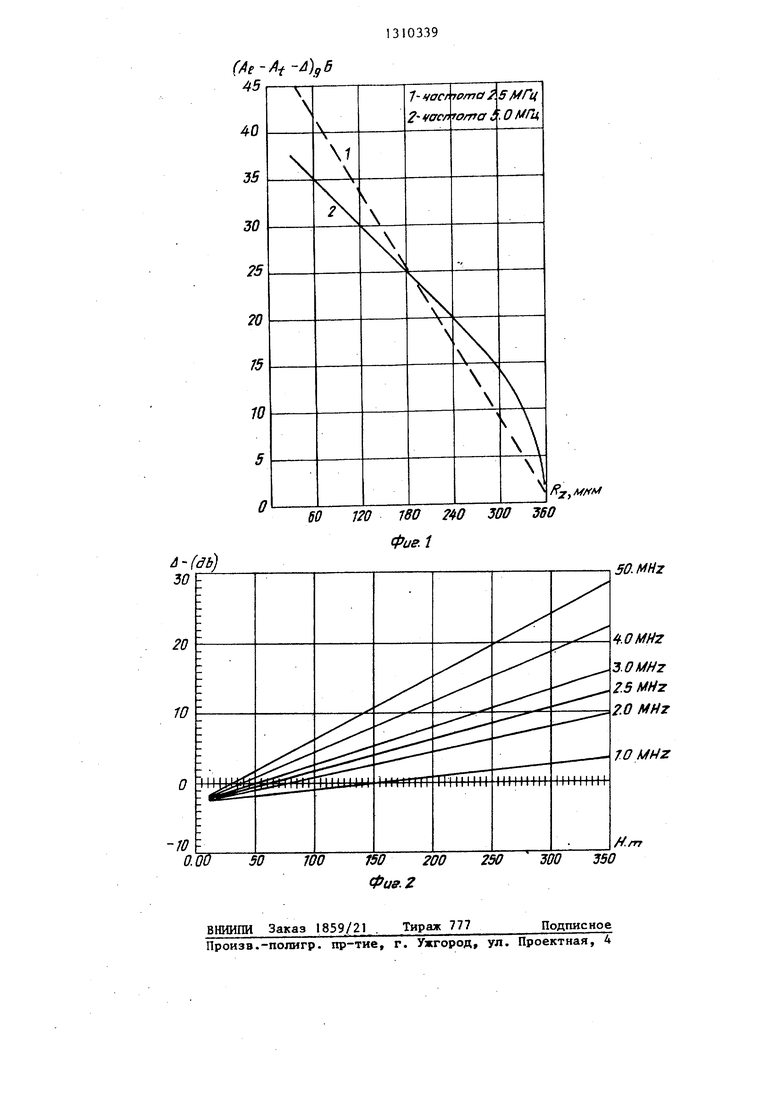
На фиг.1 изображена тарировочная зависимость разности амплитуд продольной (Ag) и поперечной (Ai) волны и поправки (Л) на затухание от величины шероховатости (R) изделия толщиной 50 мм; на фиг.2 изображены графики для нахождения поправки на затухание ультразвуковой волны по толщине изделия.
Способ ультразвукового контроля реализуется следующим образом.
Прямой ультразвуковой преобразователь устанавливают на контролируемую поверхность изделия, нормально к ней излучают продольную ультразвуковую волну, принимают отраженные от дна изделия эхо-сигналы продольной волны и поперечной, возникающей за счет трансформации продольной волны на шероховатой поверхности изделия. Измеряют амплитуду их колебаний и вычисляют их разность (А - А.). При распространении в металле изделия и отражения от донной поверхности учитывают разницу в затухании и дифракционном расхождении поперечных и продольных волн по толщине изделия. Эту поправку рассчитьшают по выражению
. (п /с )
& (
где Cg и С(; - скорости продольной и поперечной волны соответственно;
03392
S - коэффициент затухания поперечной волны по толщине изделия; Н - толщина изделия.
5 Вычитая из разницы (Ар - А) поправку U , соответствующую заданной толщине изде/тя и частоте излучения - приема ультразвуковых волн по тариро- вочной зависимости, определяют вели- 0 чину шероховатости изделия.
Предлагаемый способ ультразвукового контроля может быть использован, как для непосредственного измерения величины шероховатости изделий, так и для косвенного учета влияния шероховатости при ультразвуковых измерениях.
15
20
Формула изобретения
Способ ультразвукового контроля шероховатости изделий, заключающийся в том, что в изделие нормально к ее поверхности излучают и принимают отраженные от дна .изделия эхо-сигналы продольной волны, регистрируют их амплитуду, по которой судят о величине шероховатости, отличающийся тем, что, с целью упрощения контроля, регистрируют амплитуду трансформированной поперечной ультразвуковой волны, сравнивают ее с амплитудой продольной волны и по разности амплитуд с учетом поправки на затухание ультразвуковой волны по толщине изд(шия и тарировочной зависимости; величина шероховатости - разность амплитуд и поправки на затухание, определяют контролируемый па
раметр.
(Ae-/l-t- }g6
/,ЛЛГА/
г/г /
-Ю . MHz
.ОМИ2
3.0MHz 15 MHz
го MHz
го MHZ
.
rrr
0.00 50 ТОО
ВНИИПИ Заказ 1859/21 . Тираж 777 Подписное
Произв.-полигр. пр-тие, г. Ужгород, ул. Проектная, 4
150 200 250 WO J50 Фиг. Z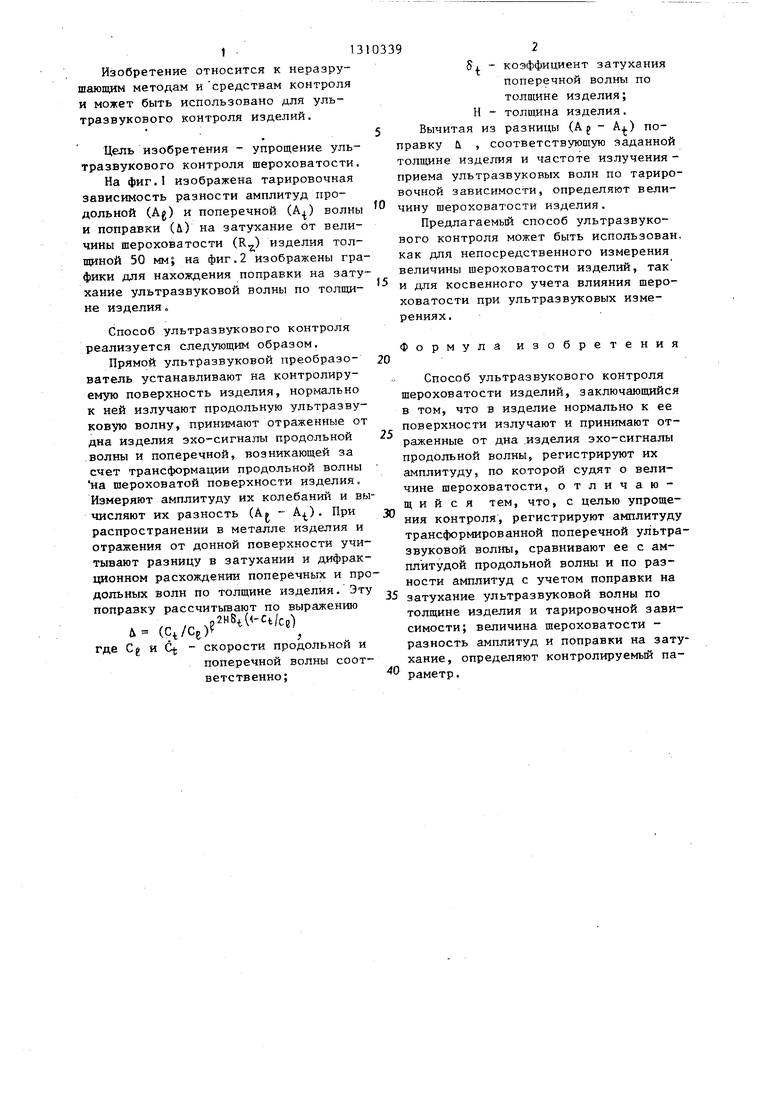
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ПРОФИЛЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ИЗДЕЛИЯ С НЕРОВНЫМИ ПОВЕРХНОСТЯМИ | 2014 |
|
RU2560754C1 |
| СПОСОБ ОБНАРУЖЕНИЯ ПЛОСКОСТНЫХ НЕСПЛОШНОСТЕЙ В ТОЛСТОСТЕННЫХ ИЗДЕЛИЯХ УЛЬТРАЗВУКОВЫМ МЕТОДОМ | 2000 |
|
RU2192635C2 |
| СПОСОБ ИЗМЕРЕНИЯ СРЕДНЕГО РАЗМЕРА ЗЕРНА МАТЕРИАЛА УЛЬТРАЗВУКОВЫМ МЕТОДОМ | 2007 |
|
RU2334224C1 |
| Способ ультразвукового контроля профиля внутренней поверхности изделия в зоне сварного соединения с применением антенных решеток | 2016 |
|
RU2625613C1 |
| Способ ультразвукового контроля поверхности кварцевых керамических изделий на наличие царапин | 2022 |
|
RU2789244C1 |
| Способ внутритрубного ультразвукового контроля сварных швов | 2016 |
|
RU2621216C1 |
| Способ определения толщины и скорости распространения ультразвуковых объемных волн в изделиях | 1986 |
|
SU1345063A1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ ВОДОВОДОВ ГИДРОТЕХНИЧЕСКИХ ОБЪЕКТОВ | 2015 |
|
RU2613624C1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ КАЧЕСТВА СБОРКИ СОЕДИНЕНИЙ С НАТЯГОМ | 1993 |
|
RU2045059C1 |
| Способ ультразвукового контроля изделий | 1985 |
|
SU1293638A1 |
Изобретение относится к области нераэрушающих методов и средств контроля и может быть использовано для ультразвукового контроля изделий. Целью изобретения является упрощение ультразвукового контроля шероховатости за счет учета влияния шероховатости изделия на трансформацию продольных ультразвуковых волн. При вводе в изделие по нормали и fflyльcoв ,продольных волн происходит их трансформация на неровностях поверхности, в результате в изделии распространяются импульсы продольной и поперечной волн. Регистрируя их амплитуды и сравнивая друг с другом с учетом поправки на затухание по толщине изделия, находят по тарировочной зависимости величину шероховатости. Способ позволяет упростить измерение величины шероховатости, а также позволяет оценить ее величину во время проведения ультразвукового контроля, 2 ил. (О (Л со 00 со
| Ультразвуковой способ контроля шероховатости поверхности изделия | 1981 |
|
SU993018A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
