Изобретение относится к обработке металлов давлением и может быть использовано для гибки из тонколистового металла деталей знакопеременной кривизны, а также гофрированных панелей, применяемых в авиацонной промышленности, строительстве.
Цель изобретения - расширение технологических возможностей.
На фиг. 1 изображен валок листогибочной машины для изготовления гофриро- ванных деталей с углом гофра до угла в; на фиг. 2 - то же, с углом гофра до угла
f-; на фиг. 3 - то же, с углом гофра
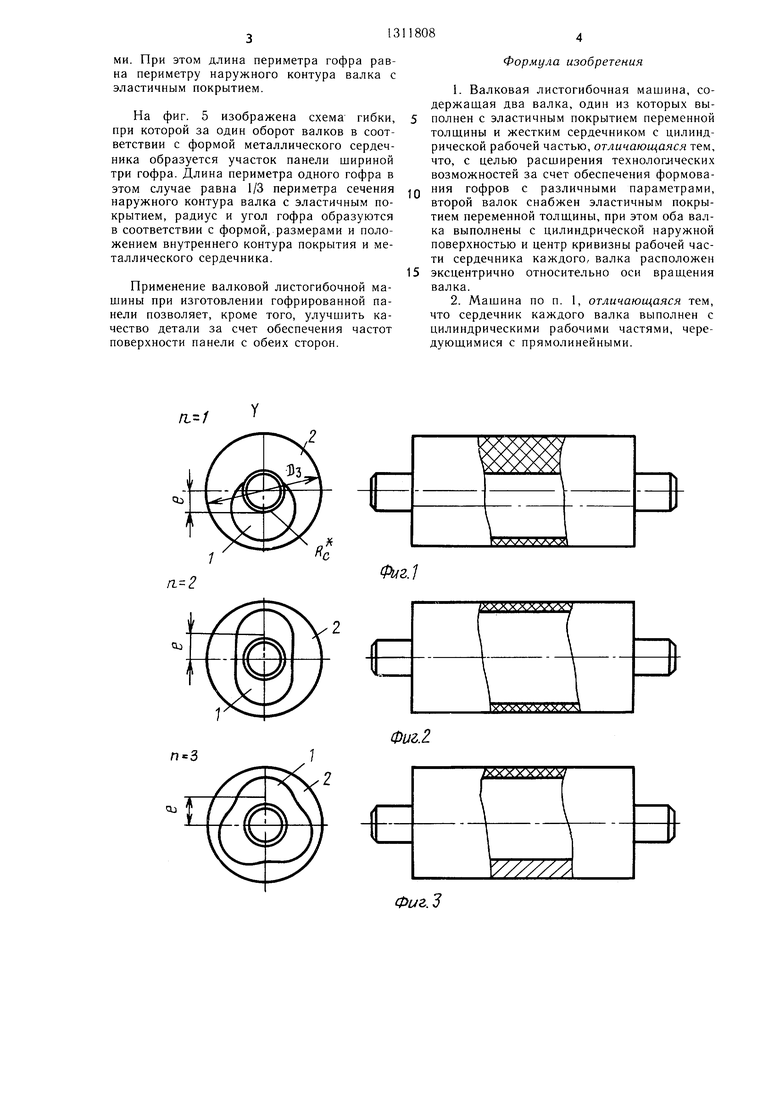
до угла -|-; на фиг. 4 - валковая листогибочная машина с использованием валка, показанного на фиг. 1; на фиг. 5 - то же, с использованием валка, показанного на фиг. 3.
Каждый валок листогибочной машины состоит из металлического сердечника 1, об- лицованного эластичным материалом 2 с наружным круговым контуром диаметром Di поперечном сечении. Эластичное покрытие 2 имеет внутреннюю поверхность, соответст- вуюпдую форме металлического сердечника. Переменная толщина эластичного покрытия 2 может быть достигнута за счет того, что ось металлического сердечника, имеюшего в поперечном сечении круговой контур, смеш,е- на относительно оси покрытия на величину, е и разница между максимальной и ми- нимальной толщинами покрытия составляет 1е. От величины е, диаметра металлического сердечника 2Rc зависит радиус г получаемого гофра и его угол 0.
Переменная толщина эластичного покрытия может быть достигнута за счет выпол- нения сердечника 1, имеющего в поперечном сечении два участка с радиусом закругления RC и два участка с параллельными прямыми, проведенными касательно к радиусам.
Разница между максимальной и минимальной толщинами покрытия для этого валка равна е, которая является смещением центра закругления радиуса Re относительно оси валка.
Сердечник 1 валка в поперечном сече- НИИ может иметь форму треугольника с закругленными вершинами с радиусом Re. В этом случае разница между максимальной и минимальной толщинами эластичного покрытия 2 составляет е/2.
В общем случае максимальная толщина покрытия может быть подсчитана по формуле
Яэмакс Оэ/2- + е cos (л/«), а минимальная толщина по формуле Я-.ш,„ Оэ/2 - R,, - е.
Разница между максимальным и минимальным значениями толщины
5
5
0
5
Яэ.макс - Яэмин е 1-cos(n/n).
Для определения параметров процесса гоф- рообразования важно знать значение толщины покрытия в направлении оси ординат Y, которое может быть вычислено по выражениям
Пэу э fi
п +
(У,- к,,)- -f (X - Х:, R, К„- + X е Kg е51пф,
где Ху, Yy - координаты центра сечения сердечника круглого сечения или элемента окружности участка закругления сердечника;
Хс. YC - координаты точки, принадлежащей внещнему контуру сердечника;
Хэ,э -координаты точки, принадлежащей внещнему контуру эластичного покрытия;
Ф - угол между линией, проходящей через центры валков, и линией, соединяющей центры валка и сердечника.
Валковая листогибочная машина работает следующим образом.
Для формообразования из полосы детали знакопеременной кривизны или гофрированной панели применяют два одинаковых валка и располагают их один относительно другого так, что участок одного валка с максимальной толщиной покрытия находится против участка другого валка с минимальной толщиной покрытия. Валки сближают с внедрением на величину, включают вранхение валков и подают полосу между валками. За счет сил трения полоса втягивается между валками и происходит ее гибка относительно валка (формообразующего), имеющего в зоне контакта меньщую толщину покрытия, с помощью валка (формующего), имеющего в зоне контакта большую толщину покрытия. При повороте валков в зоне из контакта с полосой подходят участки с другой толщиной покрытия, тем самым изменяется и радиус гибки детали, а после поворота на угол я/4 располагаются валки так, что один против другого имеют участки с одинаковой толщиной, и здесь кривизна заготовки равна нулю. При дальнейшем повороте роли валков меняются: формообразующий становится формующим, а формующий - формообразующим, и меняется знак кривизны детали.
За один оборот валков происходит образование одного гофра с двумя полуволнами. При этом длина периметра гофра равна периметру наружного контура валка с эластичным покрытием.
На фиг. 5 изображена схема гибки, при которой за один оборот валков в соответствии с формой металлического сердечника образуется участок панели шириной три гофра. Длина периметра одного гофра в этом случае равна 1/3 периметра сечения наружного контура валка с эластичным покрытием, радиус и угол гофра образуются в соответствии с формой, размерами и положением внутреннего контура покрытия и металлического сердечника.
Применение валковой листогибочной машины при изготовлении гофрированной панели позволяет, кроме того, улучшить качество детали за счет обеспечения частот поверхности панели с обеих сторон.
ГЪ-1
Формула изобретения
. Валковая листогибочная машина, содержащая два валка, один из которых выполней с эластичным покрытием переменной толщины и жестким сердечником с цилиндрической рабочей частью, отличающаяся тем, что, с целью расширения технологлческих возможностей за счет обеспечения формоваQ ния гофров с различными параметрами, второй валок снабжен эластичным покрытием переменной толщины, при этом оба валка выполнены с цилиндрической наружной поверхностью и центр кривизны рабочей части сердечника каждого, валка расположен
эксцентрично относительно оси вращения валка.
2. Машина по п. 1, отличающаяся тем, что сердечник каждого валка выполнен с цилиндрическими рабочими частями, чередующимися с прямолинейными.
п-2
Фиг.1
п 3
Фиг.З
ФигЛ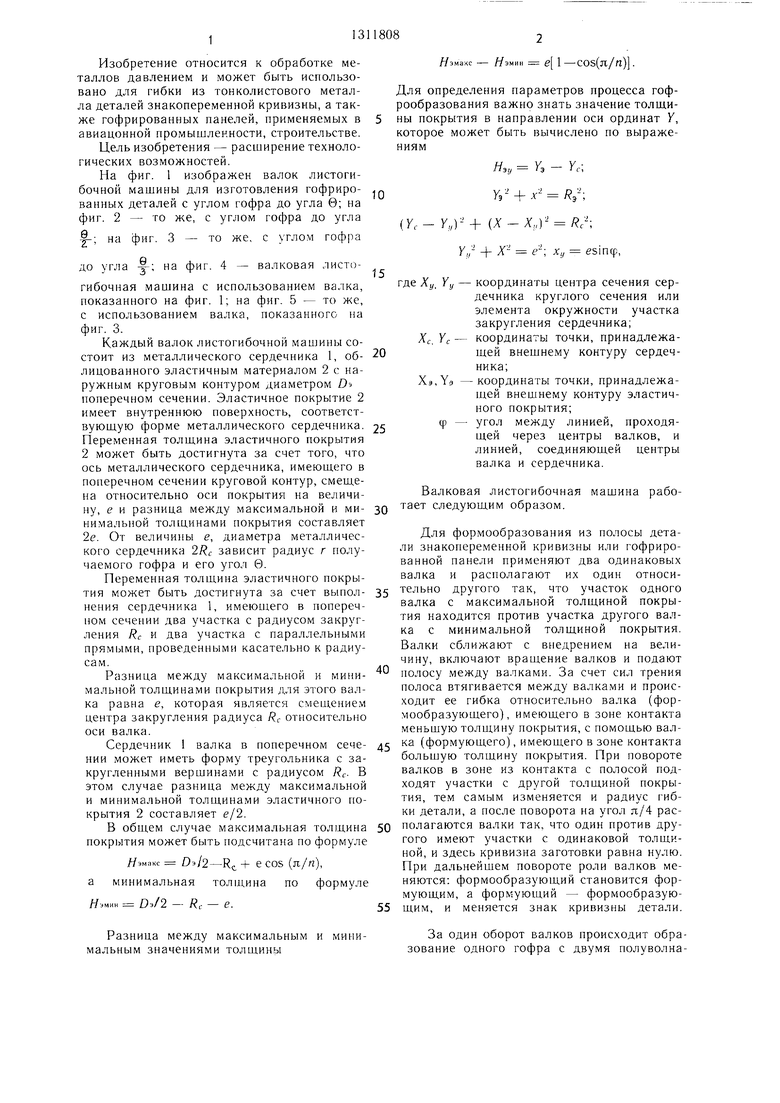
| название | год | авторы | номер документа |
|---|---|---|---|
| ВАЛКОВАЯ ЛИСТОГИБОЧНАЯ МАШИНА | 1993 |
|
RU2015772C1 |
| КОМПЛЕКТ ВАЛКОВ ЛИСТОГИБОЧНОЙ МАШИНЫ | 1991 |
|
RU2068748C1 |
| Двухвалковая листогибочная машина | 1980 |
|
SU830698A1 |
| Валок листогибочной машины | 1989 |
|
SU1676711A1 |
| Валковая листогибочная машина | 1980 |
|
SU938462A1 |
| Способ контроля адгезионной прочности образца, выполненного в виде покрытия с основой | 1989 |
|
SU1704034A1 |
| Валковая листогибочная машина | 1978 |
|
SU721161A1 |
| ВАЛКОВАЯ ЛИСТОГИБОЧНАЯ МАШИНА | 1993 |
|
RU2031751C1 |
| Комплект валков листогибочной машины | 1985 |
|
SU1544519A1 |
| ЛИСТОГИБОЧНЫЙ СТАНОК И СПОСОБ ПОЛУЧЕНИЯ ДЕТАЛЕЙ С УВЕЛИЧИВАЮЩИМСЯ РАДИУСОМ КРИВИЗНЫ | 2014 |
|
RU2569864C2 |
Изобретение относится к обработке металлов давлением, в частности к устройствам для изготовления деталей знакопеременной кривизны. Целью изобретения является расширение технологических возможностей за счет изготовления деталей знакопеременной кривизны. Валковая листогибочная машина содержит два валка с эластичным покрытием переменной толш.ины, установленные один над другим так, что участок одного из валков с максимальной толшиной покрытия находится напротив участка другого валка с минимальной толщиной покрытия. Переменная толш.ина покрытия обеспечивается формой и расположением сердечника, на котором размещено эластичное покрытие. 1 з.п.ф-лы. 5 ил. (Л с 00 о 00
(Риг.6
| Валок листогибочной машины | 1981 |
|
SU1005978A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
