Изобретение относится к средствам контрольно-испытательной техники и может быть использовано для контроля адгезионной проч- ностм покрытий в различных материалах, ис-. пользуемых при изготовлении гнутых профилей с покрытием, преимущественно в черной металлургии, машино- и судостроении.
Известно устройство для контроля качества адгезии покрытий, содержащее камеру сжатия и растяжения, выполненную в виде цилиндра и расположенного в нем поршня, электрод преобразователя неэлектрической величины в электрический сигнал, причем оно снабжено многоканальной проточной
камерой, сообщенной с камерой сжатия и разряжения.
Недостатком этого устройства является то, что испытанию подвергается небольшой участок заготовки, по которому невозможно получить данные о качестве сцепления покрытия, а главное - заготовка испытывается в недеформированном состоянии.
Известен прибор для определения силы сцепления покрытия с основным материалом методом отслаивания, содержащий колодку для размещения основного материала, зажим для крепления свободного конца покрытия и привод перемещения зажима, причем для определения силы сцепления при рззлич:xi
о
0 со
Јь
ных углах отслаивания он снабжен приводом перемещения колодки, кинематически связанным с приводом перемещения зажима.
Недостатком такого прибора является то, что заготовка испытывается в недеформированном состоянии, поэтому невозможно получить данные о качестве сцепления покрытия с основной заготовки в процессе ее деформации.
Наиболее близким по технической сущности к предлагаемому является пневматическое устройство для контроля качества покрытий, содержащее средство для создания механического напряжения в виде камеры сжатия и разряжения, состоящей из цилиндра, расположенного в его верхней части коаксиально с ним поршня и установленного в цилиндре индикатора положения покрытия, причем торец нижней открытой части цилиндра выполнен эластичным, а индикатор положения покрытия - в виде тороидального электрода - диафрагмы емкостного преобразователя, установленного в нижней части цилиндра коаксиально с ним.
К существенным недостаткам прототипа следует отнести то, что известным устройством невозможно осуществить контроль заготовки с покрытием по всей площади и в особенности контроль прочности сцепления покрытия после деформации заготовки.
Целью изобретения является приближение условий контроля к реальным условиям формообразования гнутых профилей с покрытием.
Поставленная цель достигается тем, что при реализации способа вначале из полосовой заготовки формообрззуют кольцо с перевернутой ветвью, в качестве валково о инструмента используют последовательно установленные пару цилиндрических валков, один из которых выполнен из упругого г/.ётериалз, и пару профилированных валков, обргзуюшэл рабочей поверхности которых имеет различные радиусы кривизны, механические напряжения создают путем прокатывания участка образца между парой цилиндрических валков со стороны основы и со стороны покрытия и в качестве параметра определяют наличие отслаивания.покрытия, в случае отсутствия отслаивания осуществляют прокатывание другого участка образца между профилированными валками и в качестве параметрами определяют критический радиус кривизны образующегося профиля образца, при котором отсутствует отслоение покрытия от основы.
Испытание заготовки достигается за счет применения двух пар валков, один из которых выполнен из упругого материала. В
процессе испытания заготовки по данному режиму покрытия циклически подвергается то растяжению, то сжатию. Этому также способствует образование кольцеобразной полосовой заготовки с перевернутой ветвью. Применение валков с профилируемой рабочей поверхностью позволяет определить деформацию отдельных участков заготовки с обеих сторон в режимах, при0 ближенных к реальным условиям профилирования.
В процессе данных испытаний определяется критический (минимальный) радиус подгибки, при котором не наблюдается на5 рушение сплошности покрытия.
Установка двух пар валков в одной станине и оснащение их прижимными винтами и реверсивным приводом позволяет на одном устройстве имитировать различные ре0 жимы испытания заготовки (образца) или отдельных его участков аналогичного режимам, получаемым при профилировании. Так как между силой прижатия и деформацией заготовки существует линейная зависи5 мость. то прижимные винты снабжены шкалой, учитывающей перемещения винта в миллиметрах.
Для осуществления способа контроля адгезионной прочности сцепления покры0 тия с основой образца (заготовки) вначале из полосовой заготовки формообразуют кольцо с перевернутой ветвью, а затем кольцо заправляют между двумя парами валков, обеспечивая прижим и сообщая ему круго5 вое движение. Формирование заготовки в виде кольца с перевернутой ветвью позволяет с обеих сторон создавать механические напряжения, равные по величине и противоположные по направлению. В качестве вал0 кового инструмента используют пэру цилиндрических валков, один из которых выполнен из упругого материала. Вторая пара валк&вс. профилированной рабочей поверхностью обеспечивает деформацию за5 готовки за счет стформовки гофров с различными радиусами у вершины. Прижим валков прижимными винтами позволяет обеспечить необходимый контакт заготовки в процессе испытания и ее перемещение по кругу. Ревер0 сивный привод валков позволяет осуществлять перемещение заготопки с последующей деформацией ее на заданных участках в необходимой последовательностью.
При использовании изобретения созда5 ются условия деформации заготовки в процессе испытания, аналогичные режимам, применяемым при профилировании, что значительно сокращает процесс контроля и позволяет получить более достоверные данные.
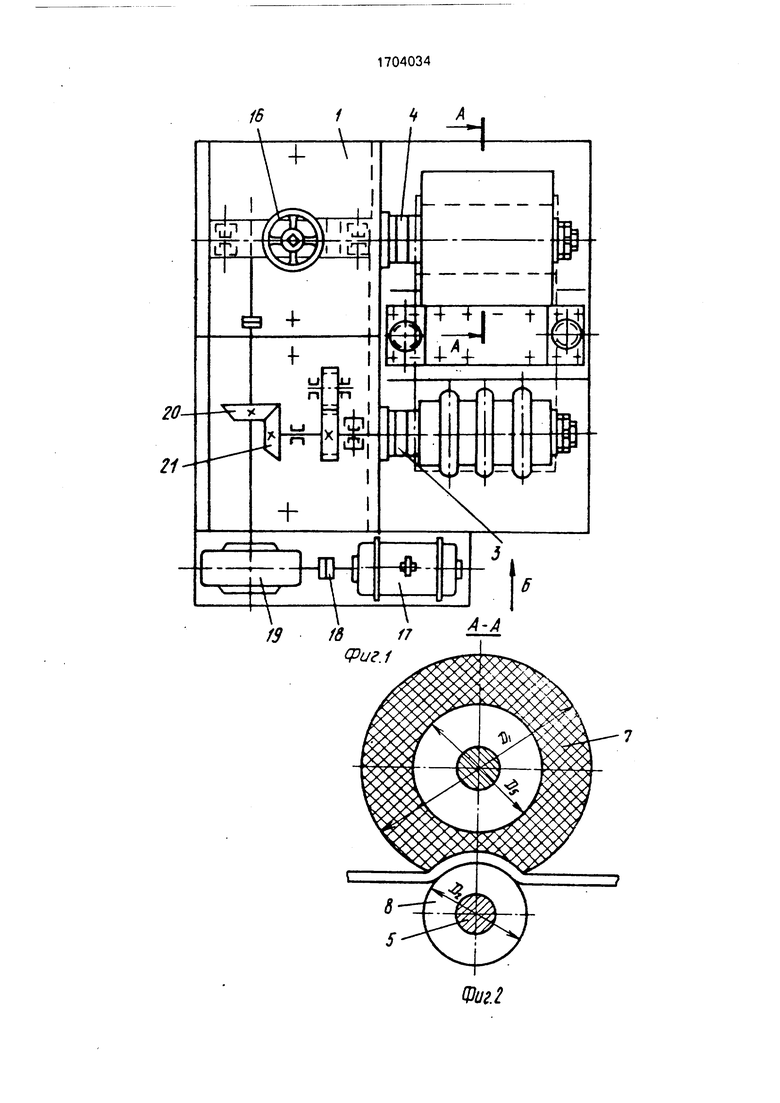
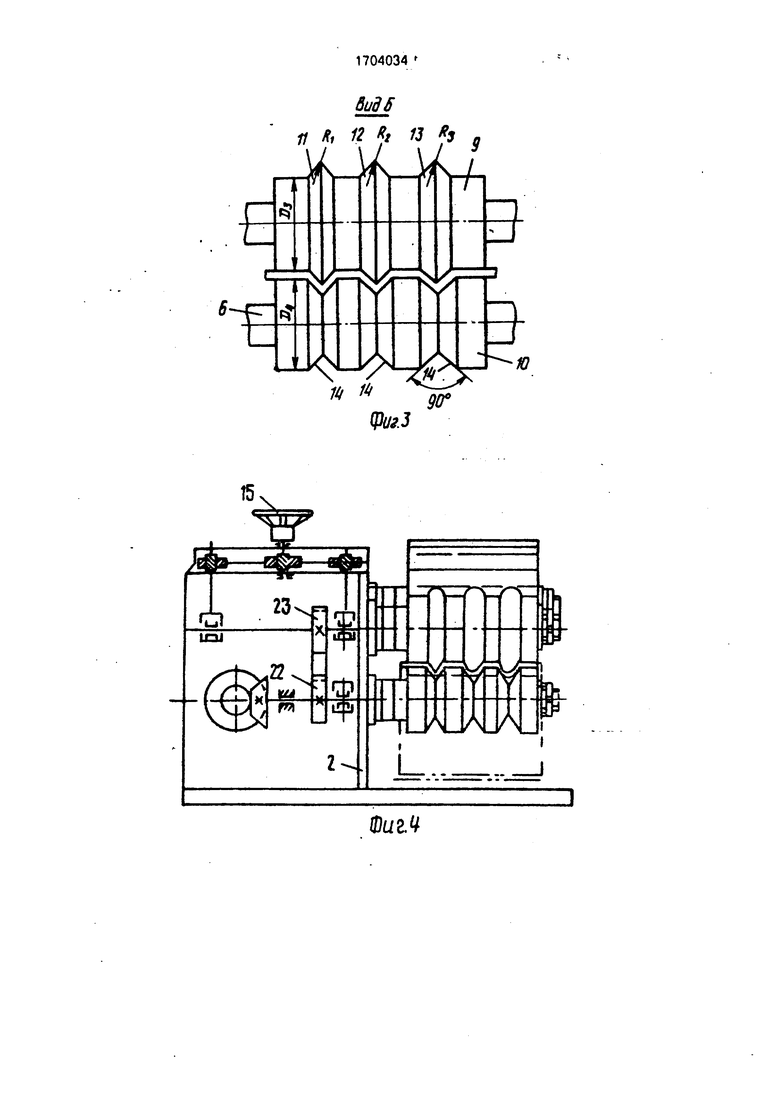
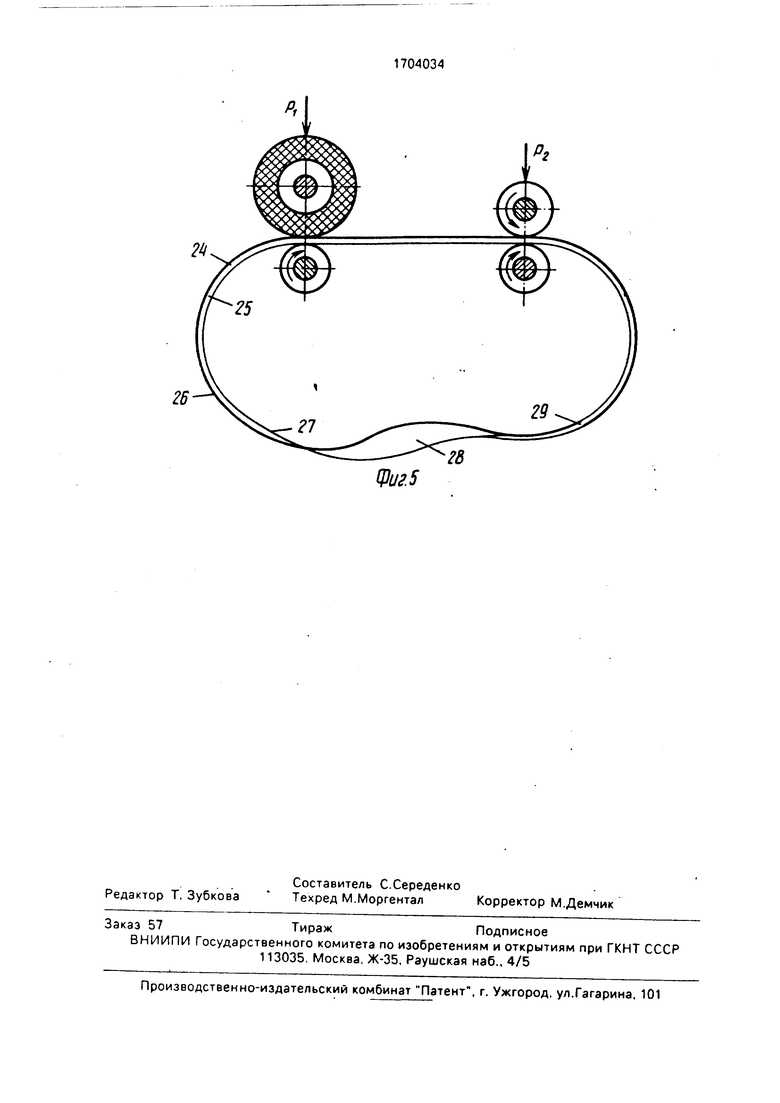
На фиг.1 схематично изображено устройство для контроля адгезионной прочности образца, вид сверху; на фиг.2 - сечение А-А на фиг.1; на фиг.З - вид Б на фиг.1; на фиг.4-предлагаемое устройство, вид сбоку; на фиг.5 - схема устройства для контроля адгезионной прочности образца.
Устройство для осуществления предлагаемого способа контроля адгезионной прочности сцепления покрытия с основой заготовки выполнено в виде последовательно установленных в станине 1 в корпусе 2 на валках 3-6 двух пар приводных валков 7 и 8. 9 и 10, причем валки 7 и 8 выполнены с цилиндрической рабочей поверхностью, а валки 9 и 10 - с профилированной рабочей поверхностью. Цилиндрический валок 7 выполнен составным: наружный диаметр DI изготовлен из упругого материала, а основание валка диаметром Ds выполнено из металла. Валок 9 диаметром Оз по периферии имеет выступы 11-13 с радиусами скруглений RI, R2. Кз. Нижний валок 10 диаметром D4 выполнен как тело вращения и имеет проточки 14с углом раскрытия 90°. В рабочем состоянии выступы 11-13 валка 9 входят в проточки 14 валка 10. Верхние валки 3 и 4 снабжены нажимными винтами 15 и 16, а привод валков осуществляется от электромотора 17 через муфту 18 редуктора 19, конические шестерни 20, 21 и цилиндрические шестерни 22. 23.
По предлагаемому способу контроля адгезионной прочности сцепления покрытия с основой заготовки (образиа) вначале из полосовой заготовки 24, состоящей из металла 25 и покрытия 26. формообразуют кольцо 27 и сваривают его при помощи электросварки. Затем заготовку в виде кольца заправляют между двумя napsr- n валков 7 и 8, 9 и 10 и при помоши прижимных винтов 15, 16 поочередно зажимают между валками 7 и 8. 9 и 10 с усилиями PI и Р;.
Так, например, при испытании заготовки с покрытием по данному способу кусок полосовой заготовки 24 (металлопласта), состоящий из металла 25 и покрытия 26, формообразуют кольцо 27 с перевернутой ветвью 28. Место соединения кольца 27 сваривают, при помощи электросварки и сварочный шов зачищают при помощи шлифовального круга. Затем заготовку 24 в виде кольца 27 заправляют между двумя парами валков 7 и 8, 9 и 10 и при помощи нажимных винтов 15, 16 поочередно зажимают между двумя парами валков 7 и 8, 9 и 10 с усилиями PI и Р2 (в зависимости от типа испытания).
При включенном приводе заготовка должна свободно перемещаться в одну, а затем в другую сторону Предусмотрено два вида испытания. При первом в качестве валкового инструмента используют пару циклических валков 7 и 8, усилие прижима Р При этом осуществляется деформация заготовки 24 сначала со стороны покрытия 26. а
затем со стороны металла 25. После этого, освободив прижим усилием Р1. осуществляют визуальный осмотр заготовки и определяют наличие отслоения покрытия 26 от основного металла 25. При наличии отслоения заготовка выбраковывается. При отсутствии отслоения осуществляют прокатывание другого участка образца между профилированными валками 9 и 10. обеспечивая прижим усилием PJ. Деформацию заготовки
осуществляют по меньшей мере на одном участке со стороны покрытия 26 и на одном участке со стороны основы (металла) 25. Длина каждого из этих участков должна быть равной 100-120 мм.
Затем, выключив привод и освободив заготовку от прижима усилием Р. при помощи лупы с 10-кратным увеличением осматривают места, подвергнутые деформации. Участок начала образования трещин на покрытиии сопоставляется с радиусом на гофрах, которые вызывают эти разрушения.
Таким образом, определяется критический радиус подгибки для заданного материала покрытия. Валки 9 и 10 имеют разные
диаметры Оз D4 100 мм. Валок 7 из упругого материал а имеет диаметры О; 200 мм, Ds 140 мм; ишрина валкое 70 мм. Валок 8 имеет диаметр D2 - 100 мм
В качестве заготовки был-i использс:-эна полоса из низкоуглеродистой стзли марки 08 ПС толщиной 0,7 мм, длиной 1РОО мм и шириной 61 мм Покрытие - поливичилх- лоридная пленка мзрк. КГ тслщи ::й 0.2. мм. Для валка 7 Б качестве лоугого .--. t -..ала применена резина мзр. и 55
Величина сжикдгощи усилий Р: :.з ; I1 составила 12 Н при радиусах рифсп Pi 3 5 м. Р2 0,7мм, РЗ 1 мм; глуби.-а расстояние между рифами 10 мм.
В процессе испытания заготовки усилие Pi составило 8Н при глуСине внесения. равном 14-15 мм.
Предлагаемым способом были испытаны шесть образцов полосовой заготовки из
низколегированной стали марки 08ПС толщиной 0,7 мм. длиной 1600 мм и ш..риной 61 мм с тремя типами покрытий:
ОбразецПокрытие 1 Лакокрасочное Л К
2
3 Пленкой ПВХ марки НГС
4
5 Пленкой ПВХ марки ПДО-15
6
В результате осмотра установлено, что на образцах 1 и 2 отслоение покрытия на отдельных участках составляли 4-6 см , на образцах 5 и 6 имели место отслоение покрытия на участках площадью 0,8-1,7 см ; на образцах 3 и 4 отслоения покрытия не наблюдалось.
При определении критических радиусов подгибки в образцах 1 и 2 минимальный радиус составил 1 мм. для образцов 3 и 4 он составил 0,8 мм. а дли образцов 5 и 6 0,7 мм.
Определить минимальный радиус подгибки на устройств, принятом а качестве прототипа, практически невозможно.
Согласно данным проведенных опытных испытаний промышленных условиях изобретение в сравнении с прототипом овладеет следующими преимуществами:
в) позволяет в 2-Э резв ускорить процесс контроля полосовое заготовки с покрытием и повысить достоверность полученных данных за счет деформации заготовки в режимах, приближенных к условиям, которые имеются при изготовлении профилей на профилегибочиом стене;
б) позволяет организовать проверку прочности сцепления покрытия заготовки еще на заводе-изготовителе (е условиях массового производства), тем самым исключить потери от брака, который ранее выявлялся лишь при профилировании и составлял 15- 20%;
в) ожидаемый экономический эффект от использования изобретения на единицу продукции составил по предварительным расчетам 1,12 руб. на 1 т заготовки;
г) ориентировочная годовая потребность народного хозяйства в заготовке данного типа составляет 100 тыс т:
А) ожидаемый годовой экономический эффект от максимального объема использования изобретения составит 112 тыс.руб.
Предлагаемый способ контроля адгез онной прочности покрытиг с основой заготовки для гнутых профилей представляет значительный интерес для народного хозяйства, так как позволяет приблизить условия контроля к реальным условиям формообразования гнутых профилей с покрытием, улучшить качество гнутых профилей с покрытиями за счет ликвидации брака заготовок, поступающих для профилирования, исключить непроизводительные транспортные расходы, вызванные перевозкой от заказчика некачественной заготовки.
Изобретение не оказывает отрицательного влияния на состояние окружающей среды. Формула изобретения
Способ контроля адгезионной прочности образца, выполненного в виде покрытия с основой, заключающийся в том, что в образце создают механические напряжения в местах соединения покрытия с основой с
помощью валкового инструмента и определяют параметр, по которому контролируют ад- гв знойную прочность, отличающийся тем. что, с целью приближения условий контроля к реальным условиям формообраэования гнутых профилей с покрытием, в качестве валкового инструмента используют последовательно установленные пару цилиндрических валкое, один из которых выполнен из упругого материала, и пару профилированных валкое, образующая рабочей поверхности которых имеет несколько участков с различными радиусами кривизны, механические напряжения создают путем прокатывания участка образца между парой
цилиндрических валков со стороны основы и со стороны покрытия и в качестве параметра определяют наличие отслоения покрытия, в случае отсутствия отслоения осуществляют прокатывание другого участка образца между
профилированными валками и в качестве параметра определяют критический радиус кривизны образующегося профиля образца, при котором отсутствует отслоение покрытия от основы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления полузамкнутых профилей | 1990 |
|
SU1750777A1 |
| Способ изготовления гнутых тонкостенных профилей | 1990 |
|
SU1754266A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ХОЛОДНОГНУТЫХ ПРОФИЛЕЙ ПРОКАТА ЗАМКНУТОГО ТИПА | 2006 |
|
RU2342208C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРЫТНОГО ГНУТОГО ПРОФИЛЯ | 2008 |
|
RU2365446C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ШИРИНЫ ЗАГОТОВКИ ДЛЯ ПРОФИЛИРОВАНИЯ | 1999 |
|
RU2168383C2 |
| Способ изготовления гнутых профилей | 1989 |
|
SU1710166A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПРИГОДНОСТИ СТАЛИ К ПРОФИЛИРОВАНИЮ | 2006 |
|
RU2307334C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТКРЫТОГО ТОНКОСТЕННОГО ПРОФИЛЯ ГИБКОЙ | 2006 |
|
RU2351424C2 |
| СПОСОБ ПРОФИЛИРОВАНИЯ РАВНОПОЛОЧНЫХ УГОЛКОВ | 1998 |
|
RU2148449C1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ ТОНКОСТЕННЫХ ПРОФИЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2236319C2 |
Изобретение относится к средствам контрольно-испытательной техники и может быть использовано для контроля адгезионной прочности покрытий в различных материалах, используемых при изготовлении гнутых профилей с покрытием, преимущественно в черной металлургии, машине- и судостроении. Целью изобретения является приближение условий контроля к реальны.; условиям формообразования гнутых профилей с покрытием. Поставленная цель достигается тем, что при реализации способа вначале из полосовой заготовки формообразуют кольцо с перевернутой ветвью, в качестве валкового инструмента используют последовательно установленные пару цилиндрических валков, один из которых выполнен из упругого материала, и пар профилированных валков, образующая рабочей поверхности которых имеет несколько участков с различными радиусами кривизны, механические напряжения создают путем прокатывания участка образца между парой цилиндрических валков со стороны основы и со стороны покрытия и в качестве параметра определяют наличие отслаивания покрытия, в случае отсутствия отслаивания осуществляют прокатывание друс-ro участка образца между профилированными залками и в качестве параметра определяют критический радиус кривизны о5рзз ои,-:-е-ся профипч образца, при которое отсутствует отслоение покрытия от ОСНОРЫ 5 ил. Ё
Фи11
оОб
Ш
Е
г
v
% Ј1 $ U Ч
Лм
ЈЩ
W
3,
г
v
1 $ U Ч
WOWII
Р1
иг. 5
| Пневматическое устройство для контроля качества адгезии покрытий | 1976 |
|
SU619834A1 |
