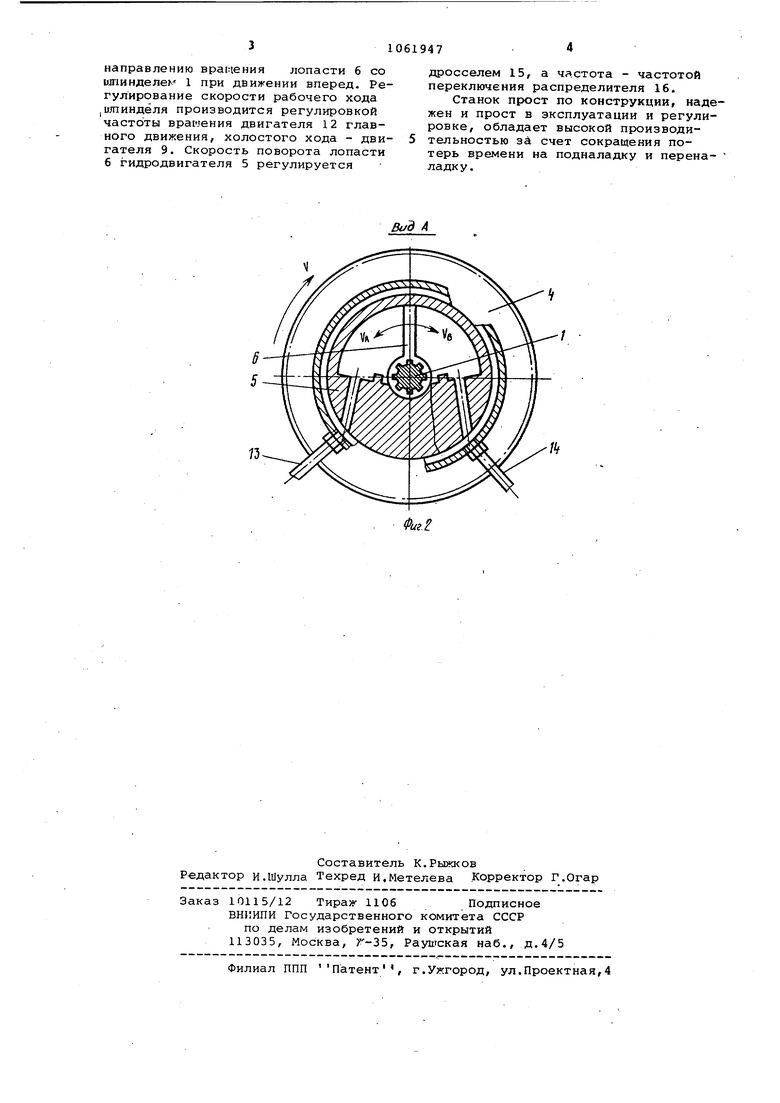
Изобретение относится к станкостроению. Известно устройство, содержащее плавающий в осевом направлении ишин дель, которому сооОщается вращение от ременной передачи и движение подачи от резьбового копира Cl, К недостаткам конструкции относятся относительная сложность устро ства, низкая надежность отдельных узлов. Известен станок для нарезания резьбы, в корпусе которого расположен шпиндель с установленным на нем приводом подачи в виде копирной резьбовой пары и соединенным с приводом главного движения посредством приводной шестерни, механизма настр ки шпинделя на рабочий цикл, причем механизм настройки шпинделя на рабо чий цикл выполнен в виде зубчатого колеса с внутренним зацеплением, внутри которого расположено зубчато колесо с наружным зацеплением, причем зубчатые колеса с наружным и внутренним зацеплением периодически взаимодействуют с приводной шестерн для сообщения щпинделю осевого пере мещения С23. К недостатку станка относится относительная сложность наладки, та как необходимо изменять эксцентриси тет механизма наладки. Цель изобретения является упрощение переналадки и сокращение ее времени. Для достижения цели в станке для нарезания резьбы, в корпусе которог расположен цшиндель с установленным на нем приводом подачи в виде копир ной резьбовой пары и приводной шестерни, связанный с механизмом возвратно-вращательного дополнительного движения шпинделя, указанный механизм выполнен в виде установленного на приводной шестерне гидродвигателя, лопасть которого связана со шпинделем. На фиг.1 изображена кинематическая jxeMa станка; на фиг.2 - вид А на фиг.1. На шпинделе 1 установлена копирная резьбовая пара, состоящая из винта 2 и гайки 3, помещенной в корпусе станка. На приводном колесе 4, соединенном со шпинделем, установлен корпус поворотного гидродвигателя 5, лопасть- б которого посредством шлицевого соединения также соединена со шпинделем 1 с возможностью осевого перемещения последнего. Приводное колесо 4 нахо дится в зацеплении с зубчатьом колесом 7, связанным посредством электромагнитной муфты 8 с электродвигателем 9 холостого хода. Кроме того, приводное колесо 4 находится в зацеплении с шестерней 10, связанной посредством электромагнитной муфты 11 с электродвигателем 12 рабочего хода. Каналы 13 и 14 подвода рабочей среды соединены с полостями гидродвигателя посредством кольцег вых канавок. В гидросистему введены дроссель 15 и распределитель 16. Станок работает следующим образом. Предварительно осуществляется настройка станка на необходимую длину обрабатываемого отверстия, устанавливается копирная пара 2-3 с требуемым шагом и настраивается частота переключения распределителя 16. Шпиндель 1 получает вращение v от электродвигателя 12 через цтестерню 10 (муфта 11 замкнута), поворотный гидродвигатель 5, лопасть 6, причем в начальный момент времени по нагнетающему каналу 13 подвода через распределитель 16 рабочая жидкость поступает в левую полость поворотного гидродвигателя 5, поворачивая лопасть 6 по часовой стрелке v и сообщая движение вперед шпинделю. При этом происходит ввинчивание метчика в обрабатываемую деталь. В следукяций момент рабочая жидкость нагнетается в правую полость поворотного гидродвигателя 5, поворачивая лопасть 6 против часовой стрелки VH л и сообщая движение назад шпинделю. Происходит вывинчивание метчика из детали, причем длина вывинчивания меньше длины ввинчивания. Это обеспечивается тем, что вектор V непрерывного вращения приводного колеса 4 с гидродвигателем 5 совпадает с направлением вращения Vg лопасти 6 со птинделем 1 при движении вперед и про-, тивоположен направлению вращения., VH лопасти 6 со шпинделем 1 при движении назад. Цикл повторяется до тех пор, пока резьба в обрабатываемой детали не будет нарезана на требуемую длину. Затем отключается муфта 11 и привод гидродвигателя 5. Включается муфта 8 и от электродвигателя 9 сообщается реверсивное движение вывинчивания шпинделю 1 с метчиком из обрабатываемой детали. Однако при формообразовании резьб в труднообрабатьшаемых материалах при реверсивном движении гидропривод должен оставаться включенннлм. В этом случае реверсирование осуществляется также по ступенчатому циклу, причем длина вывинчивания больше длины ввинчивания при каждом цикле, так как вектор непрерывного обратного вращения приводного колеса 4 с гидродвигателем 5 совпадает с направлением вращения VH лопасти 6 со атинделем 1 при движении назад и противоположен
направлению вращения лопасти б со ишинделем 1 при движении вперед. Регулирование скорости рабочего хода ишиндёля производится регулировкой частоты вращения двигателя 12 главного движения, холостого хода - двигателя 9. Скорость поворота лопасти 6 17идродвигателя 5 регулируется
дросселем 15, а частота - частотой переключения распределителя 16.
Станок прост по конструкции, надежен и прост в эксплуатации и регулировке, обладает высокой производительностью за счет сокращения потерь времени на подналадку и переналадку.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для нарезания резьбы | 1981 |
|
SU982862A1 |
| Станок для нарезания резьбы | 1980 |
|
SU884899A1 |
| Станок для нарезания резьбы | 1980 |
|
SU887095A1 |
| Станок для нарезания резьбы | 1984 |
|
SU1172661A1 |
| Сверлильно-резьбонарезной полуавтомат | 1983 |
|
SU1098700A1 |
| Станок для нарезания резьбы | 1980 |
|
SU917980A1 |
| Устройство для нарезания резьбы | 1984 |
|
SU1191214A1 |
| Станок для нарезания резьбы | 1990 |
|
SU1804977A1 |
| Револьверная головка резьбонарезного станка | 1982 |
|
SU1049209A1 |
| Оправка для нарезания резьбы метчиком | 1984 |
|
SU1238911A1 |
СТАНОК ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ, в корпусе которого расположен шпиндель с установленным на нем приводом ,подачи в виде копирной резьбовой пары - и приводной шестерни,связанной с механизмом возвратно-вращательного дополнительного движения шпинделя,о тл и чающийся тем, что, с целью упрощения переналадки и сокращения ее времени, механизм возвратновращательного дополнительного движения выполнен в виде установленного на приводной Iшестерне гидродвигателя, лопасть которого связана со шпинiделем. Ь - IvMpI 
| Г | |||
| Шевляков И.М., Мельниченгко В.Ф | |||
| Обработка деталей на агрегатных станках, М., Машиностроение, 1961., с | |||
| Халат для профессиональных целей | 1918 |
|
SU134A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Авторское свидетельство СССР по заявке № 3244671/25-08, кл.- В 23 G 1/18, 1981 (прототип) . | |||
