1C
о со
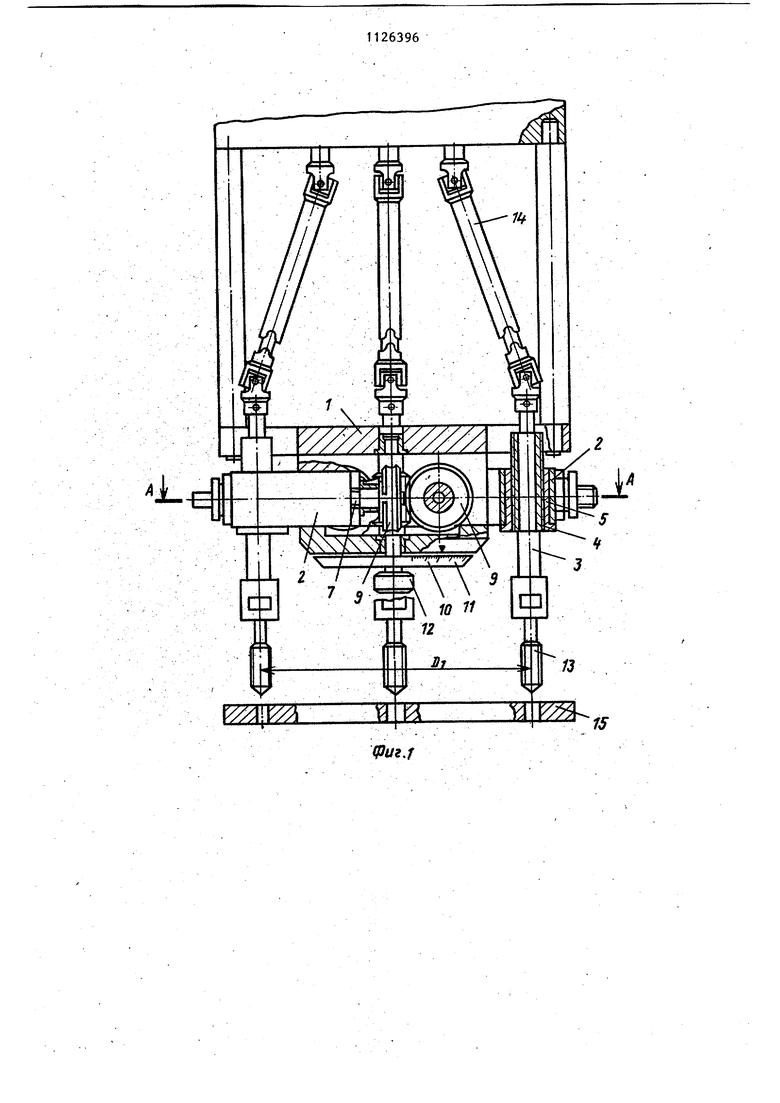
QD Од Изобретение относится .к машиностроению и- может быть использовано в сверлильных, резьбонарезных станках, агрегатах и автоматических линиях для нарезания резьбы. Известна конструкция многошпиндельной резьбонарезной головки, содержащая шпиндели, корпус с установленными в нем копирными парами, связанный с головкой посредством скалок l . Недостатком известной конструкции является невозможность осуществления регулировки межцентрового расстояния рабочих шпинделей. Известна также конструкция многошпиндельной головки с регулируемым положением шпинделей, содержащая корпус с ползунами, в которых установлены шпинделя, связанные посредст,вом шарнирно-телескопической передачи с приводом вращения 2j. Регулировка положения осей щпинделей производится с помощью ползунов, установленных в Т-образном пазу корпуса 2. Недостатком такой конструкции является сложность настройки шпинделей на координаты обрабатываемых отверстий. Целью изобретения является упроще ние настройки на координаты обрабаты ваемых отверстий. Поставленная цель достигается тем что многошпиндельная головка с регулируемым положением шпинделей, содер жащая корпус с ползунами, в которьк установлены шпиндели, связанные посредством шарнирно-телескопической передачи с приводом вращения, снабже на механизмом настройки, состоящим из резьбовых втулок, установленньк в ползунах, винтов с червячными колесами и червяка, установленных в корпусе, причем винты предназначены для взаимодействия с резьбовыми втулкамк, а червячные колеса с червяком. . На фиг.1 показана кногошпиндельная головка, общий вид; на фиг.2 сечение А-А на фиг.1. Многошпиндельная головка содержит корпус 1, в пазах которого расположе ны с возможностью радиальных перемещений ползуны 2 с установленными в . них шпинделями 3, содержащими копирные пары винт 4 - гайка 5. Ползуны 2 посредством резьбовых втулок 6 взаимодействуют с винтами 7. На резьбовой поверхности втулок 6 установлены стопорные гайки 8. На винтах 7, установленных с возможностью вращения в корпусе 1, закреплены червячные колеса 9, взаимодействующие с червяком 10, расположенным в корпусе 1 вдоль оси резьбонарезной головки с возможностью вращения. На указанном червяке 10 установлен лимб 11 и маховик 12. Шпиндели 3 с закрепленными в них метчиками 13 связаны посредством карданно-телескопической передачи 14 с приводом вращения. Обрабатываемая деталь - 15. Регулировка положения осей ..шпинделя 3 осуществляется следующим образом. Вращением, маховика 12 с червяком 10 обеспечивают поворот всех (например, четырех для четырехшпиндельной головки) червячных колес 9 и связанных с ними винтов 7. Резьбовые поверхности винтов 7, взаимодействуя при этом с резьбой втулок 6, установленных в ползунах 2, сообщают последним перемещения вдоль осей винтов. Шпиндели 3 при этом перемещаются в радиальных направлениях относительно оси резьбонарезной головки. Таким образом, оси шпинделей 3 синхронно сдвигаются или раздвигаются в радиальных направлениях от диаметра D , до диаметра D f в зависимости от условий обработки (диаметра осей отверстий в обрабатываемой детали 15). Отсчет и установка рамзмеров производится по лимбу 1t. Поднастройка отдельно каждого шпинделя может быть выполнена посредством втулки 6 и стопорной гайки 8. Предлагаемая конструкция многошпицдельной резьбонарезной головки позволяет упростить настройку положения осей шпинделя за счет синхронного сведения либо разведения их в радиальных напра1влениях, а также повысить точность резьбонарезания,так как копирные резьбовые пары каждого шпинделя расположены непосредственно в ползунах. Значительно сокращается время настройки, отсутствуют специальные стопорные устройства, так как используются самотормозящиеся червячные пары.
(pus-t.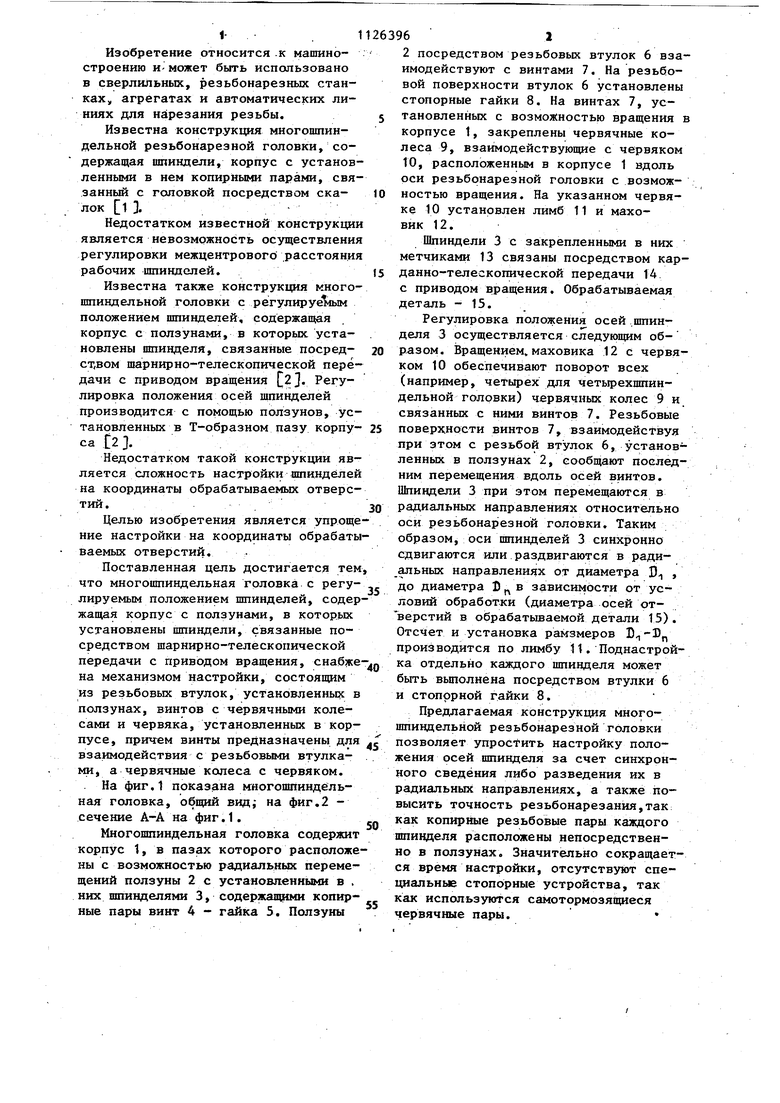
| название | год | авторы | номер документа |
|---|---|---|---|
| Многошпиндельная резьбонарезная головка | 1984 |
|
SU1168364A1 |
| Многошпиндельная резьбонарезная головка для гибкого автоматического производства | 1985 |
|
SU1321535A1 |
| Многошпиндельная резьбонарезная головка для гибкого автоматического производства | 1985 |
|
SU1266684A1 |
| Многошпиндельная резьбонарезная головка для гибкого автоматического производства | 1984 |
|
SU1211006A1 |
| Устройство для заточки зубьев инструмента | 1981 |
|
SU975347A1 |
| Резьбонарезная головка | 1974 |
|
SU526465A1 |
| Станок для обработки блочных зубчатых колес | 1984 |
|
SU1284743A1 |
| Устройство для зачистки сварных швов | 1989 |
|
SU1691040A1 |
| Сверлильно-резьбонарезной полуавтомат | 1983 |
|
SU1098700A1 |
| СПОСОБ РАСТАЧИВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2078649C1 |
МНОГОШПИВДЕЛЬНАЯ ГОЛОВКА с регулируемым положением шпинделей, содержащая корпус с ползунами, в которых установлены шпиндели, связанные посредством шарнирно-телескопической передачи с приводом вращения, о т л и ч a ю щ a я с я тем, что, с целью упрощения настройки, головка снабжена механизмом настройки, сое- . тоящим из резьбовых втулок, установленных в ползунах, винтов с червячными колесами и червяка, установленных в Корпусе, причем винты предназначены для взаимодействия с резьбовыми втулками, a червячные колеса § c червяком. (Л с
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| умин Ю.В.Высокопроизврдительньй резьбообразующй инструмент | |||
| М., Машиностроение, 1977, с.49-50, рис.33 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Налов А.Н.Механизация и; авто, матизация универсальных металлорежущих станков | |||
| М., Машиностроение, 1966, с | |||
| САННЫЙ ВЕЛОСИПЕД С ВЕДУЩИМ КОЛЕСОМ, СНАБЖЕННЫМ ШИПАМИ | 1921 |
|
SU265A1 |
| Насос | 1917 |
|
SU13A1 |
