113
Изобретение относится к металлургии, в частности к производству стали в дуговых электропечах.
Целью изобретения является повышение эффективности нагрева и снижение потерь тепла.
Создание, в период расплавления газокислородного факела, отрыв его, перемещение и распространение в сло металлошихты, расположенной в зоне между стенкой печи и распадом электродов позволяют организовать высокоскоростной конвективный нагрев холодных зон печи. Работа горелок в остальные периоды в режиме плоско:- го топливного факела позволяет снизить потери тепла за счет экранирования слоем оптически плотного газа содержащего пиролитический углерод. Работа горелок в этом режиме в положении отвернутого свода выравнивает его температурный режим, гшзволяет сохранить гарниссаж, снижает окисление электродов.
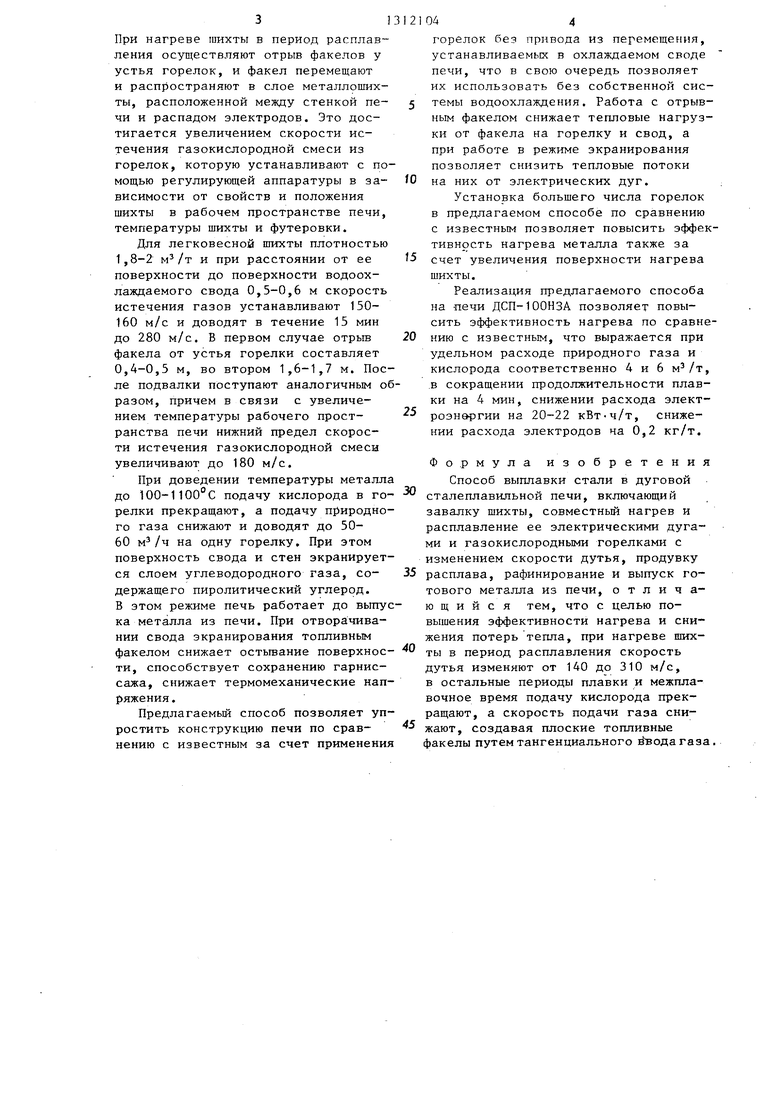
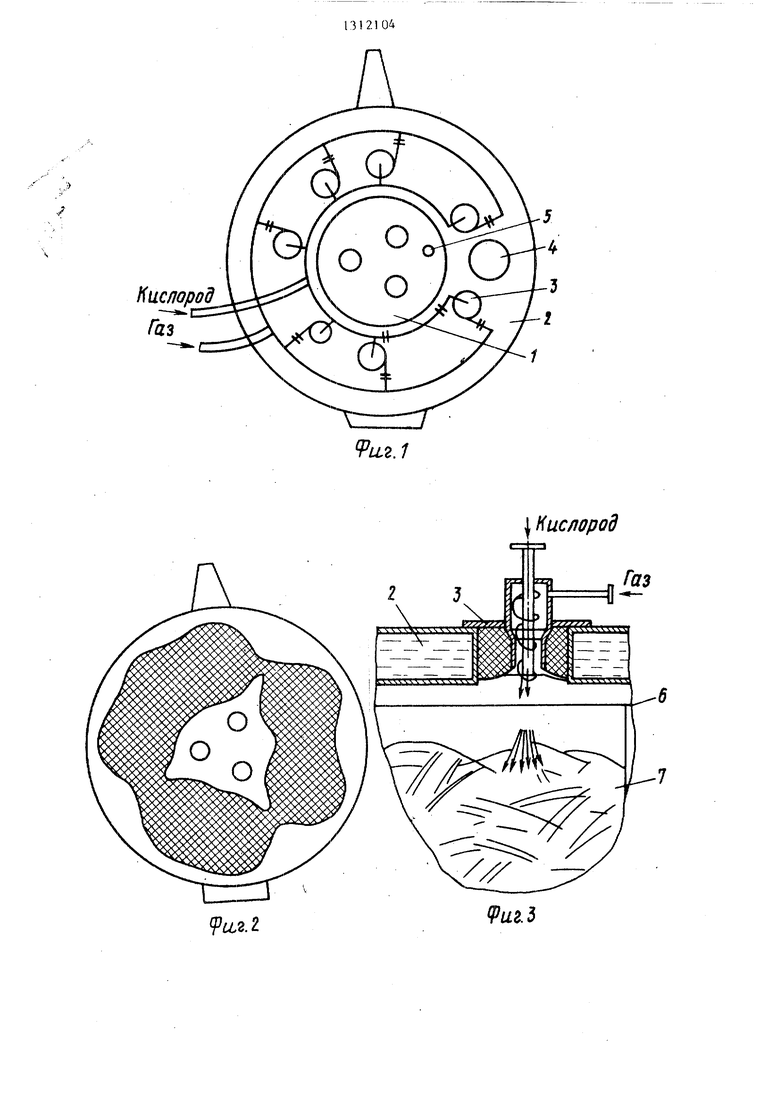
На фиг. 1 изображена дуговая печь и расположение на ней горелок,вид сверху; на фиг. 2 - зона нагрева, шихты в дуговой печи; на фиг, 3 - работа горелки в режиме нагрева шихты| на фиг. 4 - то же, в режиме плоского топливного факела,,
Способ реализуют на дуговой сталеплавильной печи, содержащей свод с футерованной центральной частью , охлаждаемой периферийной частью 2 и горелками 3, Б охлаждаемой части 2 свода выполнены отверстия 4 и 5 для вытяжки газов и ввода в рабочее пространство печи кислородной фурмы
В рабочем пространстве печи, ограниченном сводом 2 и охлгщцаемы1У1И элементами стен 6, загружена метал- лошихта 7, после расплавления которой образуется жидкая ванна металла 8.
По предлагаемому способу плавку ведут следующим образом.
Шихту загружают в печь при отвернутом своде с работающими горелками с плоским топливным факелом, который формируется за счет тангенциальной подачи природного газа в горелку без подачи кислорода. В сужающемся канале горелки происходит увеличение скорости закрутки пото- ка, а в устье горелки, вьтолненном в виде сопла Лаваля, происходит вне2 .
запное расширение, что сопутствует радиальному распространению газа.
Это способствует сохранению гар- ниссажа на внутренней поверхности
водоохлаждаемого свода, свнижению температурных напряжений свода и уменьшению его остьтания. После завалки шихты и закрьшания свода в сводные горелки подают кислород. При этом происходит смешение тангенциально подаваемого топливного газа и кислорода, подаваемого вдоль оси горелки. Образующийся факел пламени у устья горелки при дальнейшем увеличении скорости подачи кислорода и газа перемещается в направлении загруженной в печь металлошихты, В этом случае скорость истечения газокислородной смеси из устья горелки превышает скорость распростране
5
кия пламени, I
В процессе нагрева металла скорость истечения газокислородной сме- 5 си регулируют в пределах 140-310 м/с.
Нижний предел скорости подачи кислорода и топлива в горелки 140м/с соответствует началу периода расплавления, когда слой шихты находится в непосредственной близости от горелок . При дальнейшем снижении скорости происходит перемещение факела к устью горелки, что ухудшает ее эксплуатацию и увеличивает потери тепла.
Верхний п;редел скорости подачи кислорода и топлива в горелки 310м/с соответствует концу периода расплав- ления, когда слой шихты удален от 0 горелок, а повьппение температуры
печи способствует увеличению скорости распространения пламени. Повьппение скорости выше указанного предела приводит к непрогреву верхних слоев е садки металлошихты.
Пример . На печи ДСП-100НЗА, содержащей водоохлаждаемые элементы стен и свода, плавку ведут следующим образом.
После завалки шихты в печь свод закрывают с работающими горелками, которые устанавливают в отверстиях водоохлаждаемого свода в количестве семи штук (фиг. 1). Природный газ в это время подают посредством тангенциального патрубка из расчета 50-60 , так что плоскими топливными факелами покрьшается вся поверхность водоохлаждаемого .свода.
0
5
31
При нагреве шихты в период расплавления осуществляют отрыв факелов у устья горелок, и факел перемещают и распространяют в слое металлоших- ты, расположенной между стенкой пе- чи и распадом электродов. Это достигается увеличением скорости истечения газокислородной смеси из горелок, которую устанавливают с помощью регулирующей аппаратуры в за- висимости от свойств и положения шихты в рабочем пространстве печи, температуры шихты и футеровки.
Для легковесной шихты плотностью 1,8-2 м /т и при расстоянии от ее поверхности до поверхности водоох- лаждаемого свода 0,5-0,6 м скорость истечения газов устанавливают 150- 160 м/с и доводят в течение 15 мин до 280 м/с. В первом случае отрьт факела от устья горелки составляет 0,4-0,5 м, во втором 1,6-1,7 м. После подвалки поступают аналогичным образом, причем в связи с увеличением температуры рабочего прост- ранства печи нижний предел скорости истечения газокислородной смеси увеличивают до 180 м/с.
При доведении температуры металла до 100-1100°С подачу кислорода в го- релки прекращают, а подачу природного газа снижают и доводят до 50- 60 на одну горелку. При этом поверхность свода и стен экранируется слоем углеводородного газа, со- держащего пиролитический углерод. В этом режиме печь работает до вьтус ка металла из печи. При отворачивании свода экранирования топливным факелом снижает остьшание поверхнос- ти, способствует сохранению гарнис- сажа, снижает термомеханические напряжения .
Предлагаемый способ позволяет упростить конструкцию печи по срав- нению с известным за счет применения
1044
горелок без привода из перемещения, устанавливаемых в охлаждаемом своде печи, что в свою очередь позволяет их использовать без собственной системы водоохлаждения. Работа с отрывным факелом снижает тепловые нагрузки от факела на горелку и свод, а при работе в режиме экранирования позволяет снизить тепловые потоки на них от электрических дуг.
Установка большего числа горелок в предлагаемом способе по сравнению с известным позволяет повысить эффективность нагрева металла также за счет увеличения поверхности нагрева шихты.
Реализация предлагаемого способа на -печи ДСП-100НЗА позволяет повысить эффективность нагрева по сравнению с известным, что выражается при удельном расходе природного газа и кислорода соответственно 4 и 6 в сокращении продолжительности плавки на 4 мин, снижении расхода электроэнергии на 20-22 кВт-ч/т, снижении расхода электродов на 0,2 кг/т.
Формула изобретения
Способ выплавки стали в дуговой сталеплавильной печи, включающий завалку шихты, совместньй нагрев и расплавление ее электрическими дугами и газокислородными горелками с изменением скорости дутья, продувку расплава, рафинирование и выпуск готового металла из печи, отличающийся тем, что с целью повышения эффективности нагрева и снижения потерь тепла, при нагреве шихты в период расплавления скорость дутья изменяют от 140 до 310 м/с, в остальные периоды плавки и межпла- вочное время подачу кислорода прекращают, а скорость подачи газа снижают, создавая плоские топливные факелы путем тангенциального йводагаза
/
Кислороду Газ
LLZ.1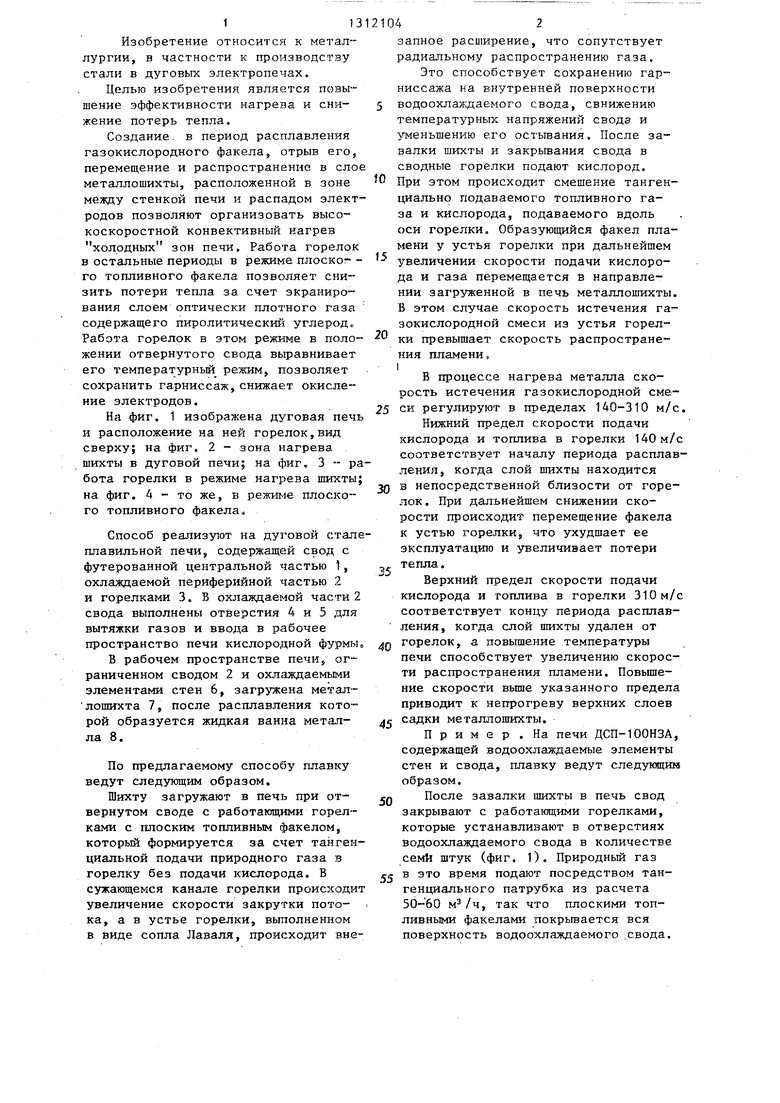
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ выплавки стали | 1990 |
|
SU1813100A3 |
| СПОСОБ СЖИГАНИЯ ПРИРОДНОГО ГАЗА В КИСЛОРОДЕ В ДУГОВОЙ СТАЛЕПЛАВИЛЬНОЙ ПЕЧИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2135602C1 |
| Способ выплавки стали в двухванной печи | 1987 |
|
SU1544811A1 |
| Способ выплавки стали | 1975 |
|
SU602559A1 |
| Способ ведения плавки | 1984 |
|
SU1191471A1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В ЭЛЕКТРОДУГОВОЙ ПЕЧИ | 2001 |
|
RU2220211C2 |
| Способ ведения плавки в дуговой сталеплавильной печи | 1974 |
|
SU497343A1 |
| Электросталеплавильный агрегат ковш-печь (ЭСА-КП) | 2016 |
|
RU2645858C2 |
| Сводовая газокислородная горелка мартеновской печи | 1990 |
|
SU1765190A1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В ДУГОВОЙ СТАЛЕПЛАВИЛЬНОЙ ПЕЧИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2407805C2 |
Изобретение относится к области .металлургии, в частности к произ- водству стали в дуговых электропечах. Целью изобретения является повышение эффективности нагрева шихты и снижение потерь тепла. Сущность изобретения заключается в том, что при нагреве шихты в период расплавления скорость подачи кислорода и топлива в горелки увеличивают до отрыва факелов у устья горелок и факел перемещают и распространяют в слое ме- маллошихты, расположенной в зоне между стенкой печи и распадом электродов , а в остальные периоды подачу кислорода прекращают,а скорость подачи топлива снижают и создают плоские топливные факелы за счет тангенциального ввода топлива Снижается расход электроэнергии, электродов, сокращается продолжительность плавки.4 ил. S СЛ
Кислород
Газ
аг.2.
агЗ
Редактор Н.Гунько
Составитель К.Григорович
Техред А.Кравчук Корректор С.Черни
Заказ 1936/24 Тираж 550Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул. Проектная, 4
U,2.
| Изв, вузов | |||
| Черная маталлургия, 1975, № 11, с | |||
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |
| Зубарев А.Г | |||
| Интенсификация электроплавки.М.: Металлургия, 1972, 208, с | |||
| Способ очистки нефти и нефтяных продуктов и уничтожения их флюоресценции | 1921 |
|
SU31A1 |
| Способ выплавки стали | 1975 |
|
SU602559A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ ведения плавки в дуговой сталеплавильной печи | 1974 |
|
SU497343A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
