Изобретение относится к дуговой сварке в среде защитных газов неплавящимся электродом и может быть использовано при изготовлении тонкостенных конструкций (0,8 3 мм) с протяженными криволинейными швами преимущественно в нижнем положении.
Целью изобретения является улучшение качества шва путем предотвращения образования одностороннего подреза.
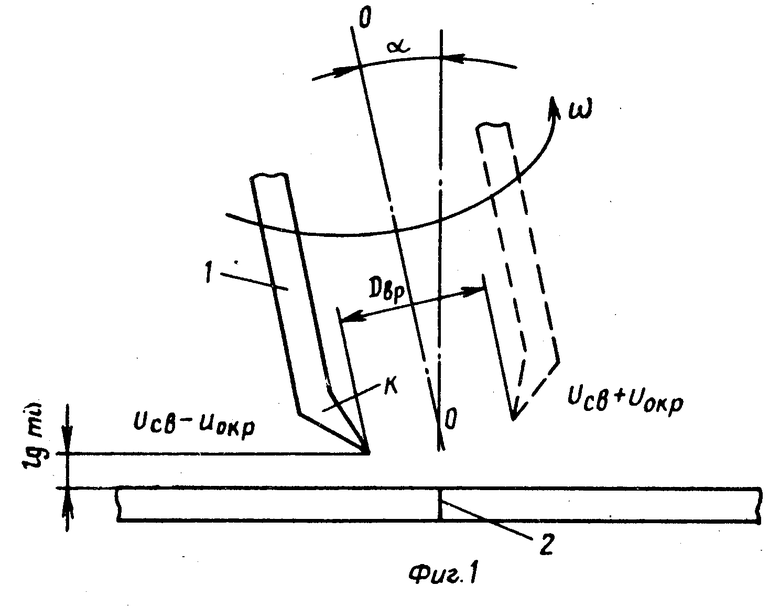
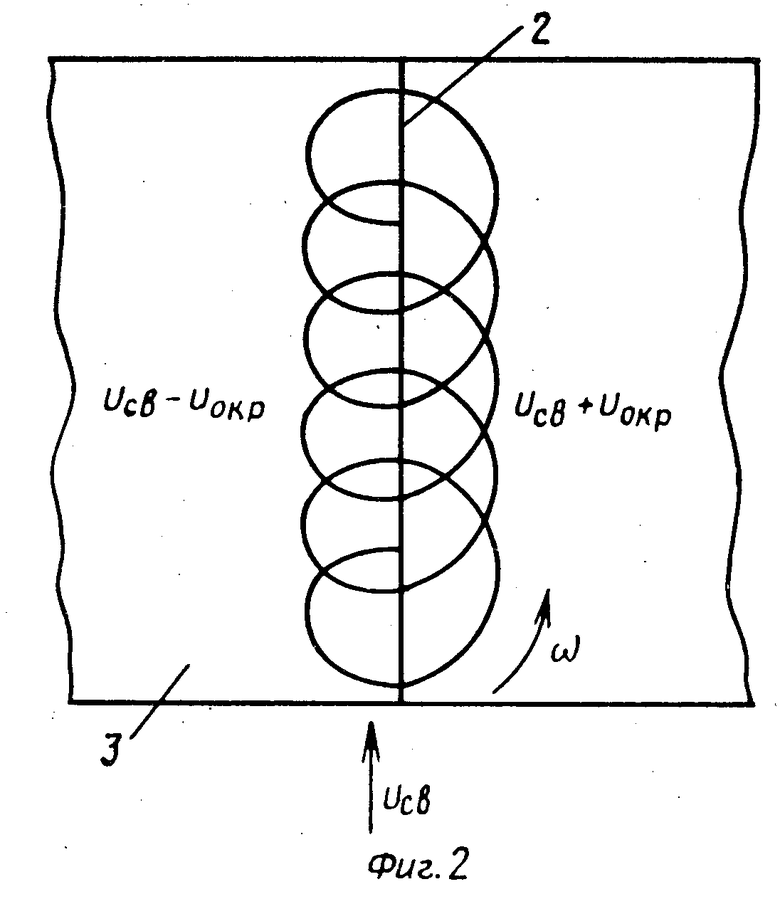
На фиг. 1 показано отклонение оси вращения электрода от кромки, на которой происходит сложение скоростей сварки и вращения; сложение скоростей сварки и вращения; на фиг. 2 траектория движения отогнутого конца электрода при отклонении его оси вращения.
Способ заключается в следующем. Отогнутый конечный участок K неплавящегося электрода 1 (см. фиг. 1), установленного с эксцентриситетом, вращают по окружности диаметром
где Dвр диаметр окружности вращения конца неплавящегося электрода, мм;
Iсв сила сварочного тока, А;
vсв скорость сварки, мм/с;
δ толщина детали, мм;
k коэффициент, равный (2,5 3,0) • 10-1 мм3/А•с,
и одновременно отклоняют ось его вращения от вертикали к кромке, на которой направление вращения дуги противоположно направлению сварки на угол a равный ,
,
где lд.мин минимальная длина дуги на кромке, к которой отклоняют ось вращения электрода, мм;
Dвр диаметр окружности вращения конца неплавящегося электрода, мм;
m коэффициент, равный 0,8 1,5.
Скорость вращения электрода устанавливают от 6,3 до 20,0 скорости сварки. Электрод перемещают со скоростью сварки вдоль стыка 2 свариваемых деталей 3 (см. фиг. 2).
Как показали эксперименты, при k <2,5 • 10-1 мм3/A • c на сварном шве образуются прожоги, что недопустимо; при k > 3,0 • 10-1 мм3/А•с сварной шов не имеет проплава, что снижает прочностные свойства соединения. При k (2,5 3,0) • 10-1 мм3/А • с сварной шов характеризуется равномерным формированием с проплавом.
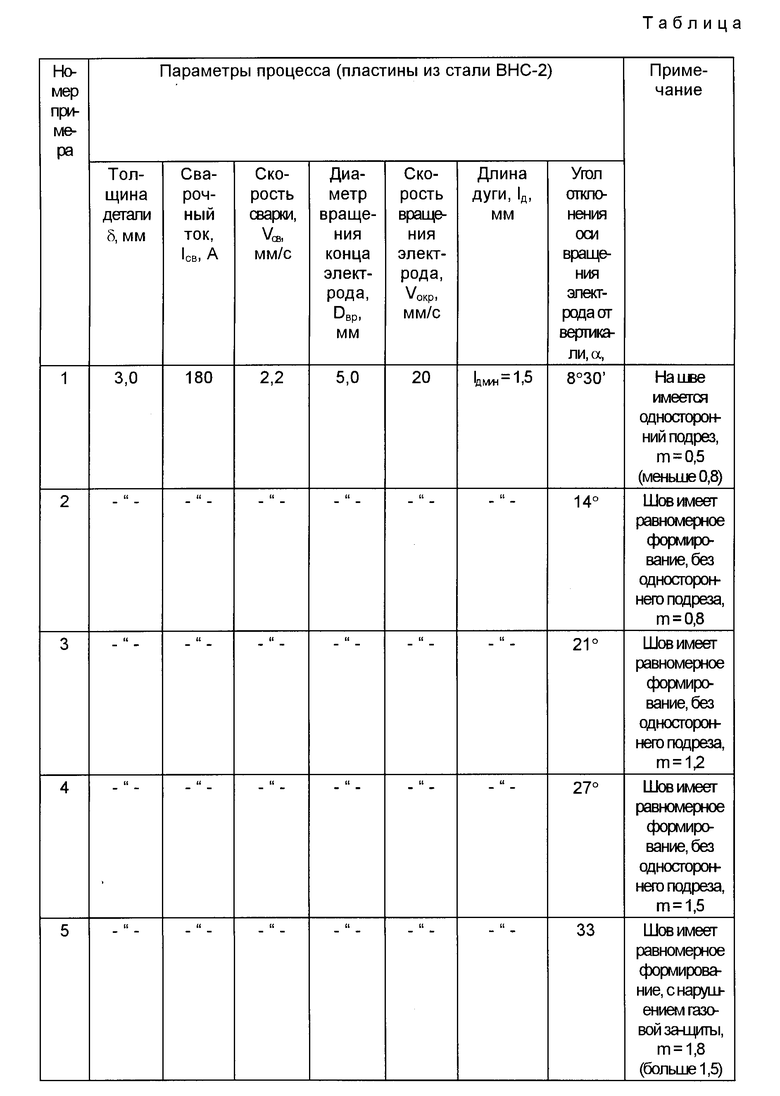
При m <0,8 на сварном шве образуется односторонний подрез; при m > 1,5 наблюдается нарушение газовой защиты и неравномерное формирование шва. При m 0,8 1,5 формируется равномерный шов без одностороннего подреза.
При скорости вращения электрода меньше 6,3 скоростей сварки происходит формирование прерывистого шва с нестабильным проплавом, что снижает качество соединения, при скорости вращения электрода больше 20 скоростей сварки наблюдается блуждание дуги.
В установленных пределах соотношения скоростей формируется непрерывный сварной шов хорошего качества.
Предотвращение образования одностороннего подреза при отклонении оси вращения неплавящегося электрода 1 от вертикали к кромке, на которой направление вращения дуги противоположно направлению сварки, объясняется следующим. На кромке, где скорость вращения дуги и скорость сварки складываются, происходит увеличение дугового промежутка. Это приводит к перераспределению газокинематической силы дуги по большей площади поверхности сварочной ванны, к уменьшению градиента температур и скоростей перемещения жидкого металла, к уменьшению объема жидкого металла, вытесняемого дугой на этой кромке.
Примеры осуществления способа приведены в таблице.
Предложенный способ предлагает использование присадочной проволоки, подаваемой вдоль оси вращения 00 неплавящегося электрода 1, что расширяет технологические возможности способа. Преимуществом способа является снижение требований к качеству сборки под сварку, возможность получения качественного сварного соединения без одностороннего подреза при наличии зазоров между кромками и их депланаций и найдет применение при сварке кольцевых и продольных стыков труб преимущественно в нижнем положении.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АВТОМАТИЧЕСКОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2017 |
|
RU2650463C1 |
| Способ дуговой сварки криволинейных швов | 1984 |
|
SU1281354A1 |
| СПОСОБ СВАРКИ ИЗДЕЛИЙ ИЗ ЧУГУНА | 1996 |
|
RU2105646C1 |
| Способ дуговой сварки неплавящимся электродом | 1981 |
|
SU1183320A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ | 1993 |
|
RU2049620C1 |
| Способ регулирования процесса дуговой сварки (его варианты) | 1983 |
|
SU1116615A1 |
| Способ односторонней двухдуговой сварки неплавящимися электродами | 1986 |
|
SU1449274A1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| Способ сварки неплавящимся электродом алюминия и его сплавов | 2023 |
|
RU2817683C1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ АРГОННО-ДУГОВОЙ ИМПУЛЬСНОЙ СВАРКИ СТАЛЬНЫХ ТРУБ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2004 |
|
RU2262424C1 |
Изобретение относится к технологии сварки неплавящимся (вольфрамовым) электродом. Изобретение может быть использовано при автоматической сварке тонкостенных (от 0,8 до 3,0 мм) конструкций с протяженными, в т.ч. криволинейными, швами преимущественно в нижнем положении. Целью является предотвращение образования подрезов при выполнении шва. Процесс сварки ведут при диаметре вращения конца отогнутого участка электрода, равном Dвр= k (Iсв/vсв.δ)-δ, где Dвр - диаметр окружности вращения конца электрода, мм; Iсв - сварочный ток, А; Vсв - скорость сварки, мм/с; k - коэффициент, равный (2,5 - 3,0) • 10-1 мм3/Ас; δ - толщина детали, мм. При вращении электрода его ось отклоняют к кромке, на которой направление его вращения противоположно направлению сварки, на угол, составляющий α = arcsin (m - lgmin/Dвр), где α - угол, на который отклоняют электрод, град; m - коэффициент, равный 0,8 - 1,5; lд.мин - минимальная длина дуги на кромке, к которой отклоняют ось вращения электрода, мм; Dвр - диаметр окружности вращения электрода, мм. Скорость вращения электрода устанавливают от 6,3 до 20,0 скорости сварки. Использование способа позволяет получать качественные сварные швы без подрезов при наличии зазоров между кромками и их деплантации и, таким образом, снизить требования к качеству сборки. Способ предусматривает возможность использования присадочной проволоки. 2 ил. 1 табл.
Способ автоматической дуговой сварки преимущественно в нижнем положении, при котором неплавящемуся электроду с отогнутым рабочим участком, установленному с эксцентриситетом, сообщают вращательное движение и перемещают электрод вдоль линии стыка, отличающийся тем, что, с целью повышения качества сварки путем предотвращения образования одностороннего подреза, диаметр вращения конца отогнутого участка устанавливают по формуле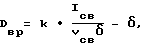
где Dв р диаметр окружности вращения конца электрода, мм;
Iс в сварочный ток, А;
vс в скорость сварки, мм/с;
δ толщина деталей, мм;
k коэффициент, равный (2,5-3,0) • 10- 1 мм3/А • с,
ось вращения электрода отклоняют от вертикали к кромке, на которой направление вращения электрода противоположно направлению сварки на угол a, составляющий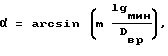
где m коэффициент, равный 0,8-1,5;
lgм и н минимальная длина дуги на кромке, к которой отклоняют ось вращения электрода, мм;
Dв р диаметр окружности вращения электрода, мм,
а скорость вращения берут равной 6,3-20,0 скорости сварки.
| Способ автоматической дуговой сварки | 1974 |
|
SU616083A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
