Изобретение относится к электродуговой сварке в среде защитных газов и может быть использовано при изготовлении тонколистовых пространственных конструкций в различных отраслях промышленности.
Целью изобретения является улучшение качества криволинейных горизонтальных сварных швов на вертикальной или наклонной плоскости путем предог вращения стекания металла на нижнюю кромку.
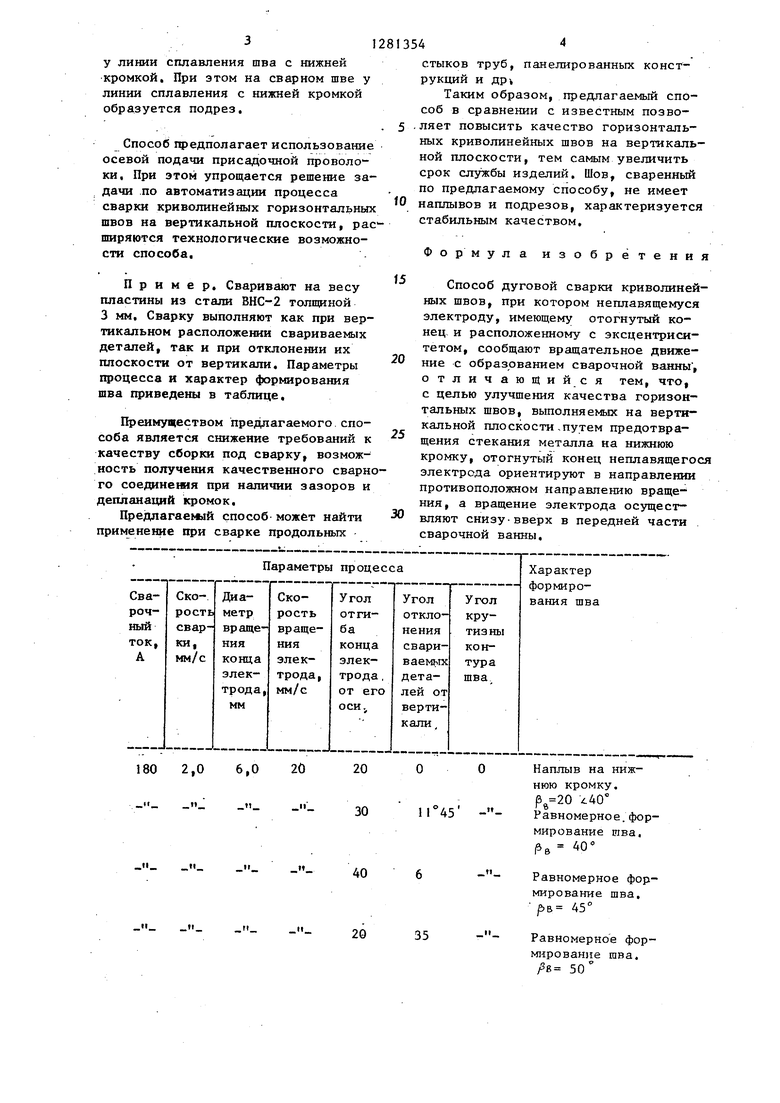
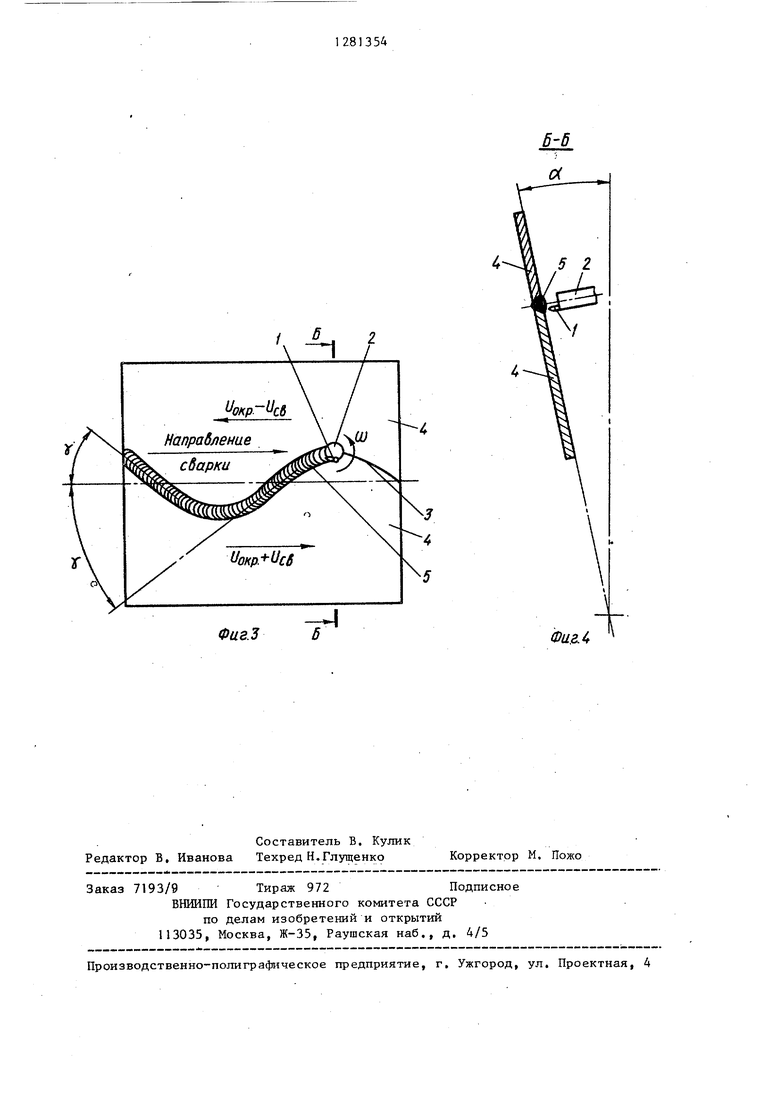
На фиг, 1 показан отогнутый неплвящийся электрод; на фиг, 2 - расположение отогнутого конца электрода против направления вращения, план; на фиг, 3 - сварка криволинейного горизонтального шва на вертикальной плоскости; на фиг, 4 - отклонение плоскости свариваемых деталей от вертикали.
Способ заключается в следующем.
Неплавящийся электрод 1 размещают в электрододержателе 2 с эксцентриситетом и относительно оси вращения 00. Конец неплавящегося электро да 1 ориентируют против направления вращения jJ (фиг. 2) и перемещают .сварочную головку 3 вдоль криволинейного стыка, составленного из свариваемых деталей 4 (фиг, 3), Плоскость свариваемых деталей может располагаться с отклонением от вертикали на угол « (4иг. 4).
В этом случае угол наклона отогнутого конца электрода составияет ( 0,85оС ( фиг, 1), где р- угол отгиба конца электрода от оси электрода, град; g- угол отгиба конца электрода от оси электрода при вертикальном положении свари вае№1х деталей, равный 40-50 С; с.- угол отклонения плоскости свариваемых деталей от вертикали, град.
Как показывают эксперименты,
45
при на нижней кромке образуются наплывы металла сварочной ванны что снижает качество шва.
При /9g 40-50° сварной шов характеризуется равномерным формированием.
угол 0 может иметь значения О - Сварной шов при этом имеет хорошее формирование. При о.45° на шве со стороны нижней свариваемой кромки образуется односторонний подрез.
Экспериментально установлено, чт
813542
При на линии сплавления шва с нижней кромкой образуется подрез, что снижает прочностные свойства соединения.
Отогнутый конец k неплавящегося электрода I при сварке по предлагаемому способу ориентируют в направлении противоположном направлению вращения и) , а электрод с горящей дугой перемещают со скоростью, равной сумме скоростей сварки и вращения со стороны нижней свариваемой кромки (фиг, 3). При этом получается сварной щов 5, который характеризуется бездефектным формированием.
fO
15
0
5
0
5
0
5
0
5
Эффект отсутствия наплывов на нижнюю кромку жидкого металла ванны при сварке предлагаемым способом объясняется следуюш 1м, Отогнутьй углом назад конец неплавящегося электрода на нижней кромке увеличивает оттеснение дугой жидкого металла от этой кромки. При этом отогнутый углом назад конец К неплавящегося электрода 1 перемещается из хвостовой в головную часть ванны, где скорости сварки V(,g и вращения электрода складываются. На жидкий металл сварочной ванны действуют две противоположно направленные силы: во-первых, сила тяжести, которая способствует его стеканию на нижнюю кромку, во-вторых, газодинамическая сила дуги, стремящаяся оттеснить жидкий металл из зоны сплавления с нижней кромкой в хвостовую часть, ванны. При сварке предлагаемым способом эти две силы урав- .новешивают друг друга. При этом формируется равный шов без наплывов и подрезов.
Способ позволяет сваривать преимущественно криволинейные горизонтальные швы на вертикальной плоскости. При этом крутизна контура шва ограничена 2:430 (фиг. 3),
Как показывают эксперименты, в случае сварки на подъем при происходит формирование шва с наплывом на нижнюю кромку. Объясняется это несовпадение зОны вытеснения жидкого металла газодинамической силой дуги с зоной наплыва. При сварке на подъем, ( 7 30°) стекакие металла происходит Преимущественно в хвостовую часть ванны, а вытеснение металла газодинамической силой дуги наблюдается в боковой части ванны
31
у линии сплавления шва с нижней кромкой. При этом на сварном шве у линии сплавления с нижней кромкой образуется подрез,
Способ предполагает использование осевой подачи присадочной проволоки. При этом упрощается решение задачи по автоматизации процесса сварки криволинейных горизонтальных швов на вертикальной плоскости, расширяются технологические возможности способа.
Пример. Сваривают на весу пластины из стали ВНС-2 толщиной 3 мм. Сварку выполняют как при вертикальном расположении свариваемых деталей, так и при отклонении их плоскости от вертикали. Параметры процесса и характер формирования шва приведены в таблице.
Преимуществом предлагаемого способа является снижение требований к качеству сборки под сварку, возможность получения качественного сварнго соединения при наличии зазоров и деапанаций кромок.
Предлагаемый способ может найти применение при сварке продольных
13544
стыков труб, панелированных конструкций и ДР1
Таким образом, предлагаемый способ в сравнении с известным позво5 -ляет повысить качество горизонтальных криволинейных швов на вертикальной плоскости, тем самым увеличить срок службы изделий. Шов, сваренный по предлагаемому способу, не имеет наплывов и подрезов, характеризуется стабильным качеством.
10
Формула изобретения
Способ дуговой сварки криволинейных швов, при котором неплавящемуся электроду, имеющему отогнутый конец и расположенному с эксцентриситетом, сообщают вращательное движение с образованием сварочной ванны , отличающийся тем, что, с целью улучшения качества горизонтальных швов, выполняемых на вертикальной плоскости-путем предотвращения отекания металла на нижнюю кромку, отогнутый конец неплавящегося электрода ориентируют в направлении противоположном направлению вращения, а вращение электрода осуществляют снизу-вверх в передней части сварочной ванны.
35
Рв 0Равномерное формирование шва, в 45°
Равномерное фор- мт рование шва. /SB 50
180 2,0 6,020iO
ч -40
11
-
Ч
Продолжение таблицы
ОПодрез на линии
сплавления шва с нижней кромкой, и 50 6
10Сварка на подъем.
Равномерное формирование шва. ; 10 30°
-30Сварка на подъем.
Равномерное фор-- мирование шва, У 30
-40Сварка на подъем.
Наплыв на нижнюю кромку, f 40 30° .
-10Сварка на спуск,
равномерное формирование шва. Ji 10 30°
-30Сварка на спуск.
Равномерное формирование шва, 51 30°
-40Сварка на спуск.
Подрез на линии сплавления шва с нижней кромкой, Г 40 30°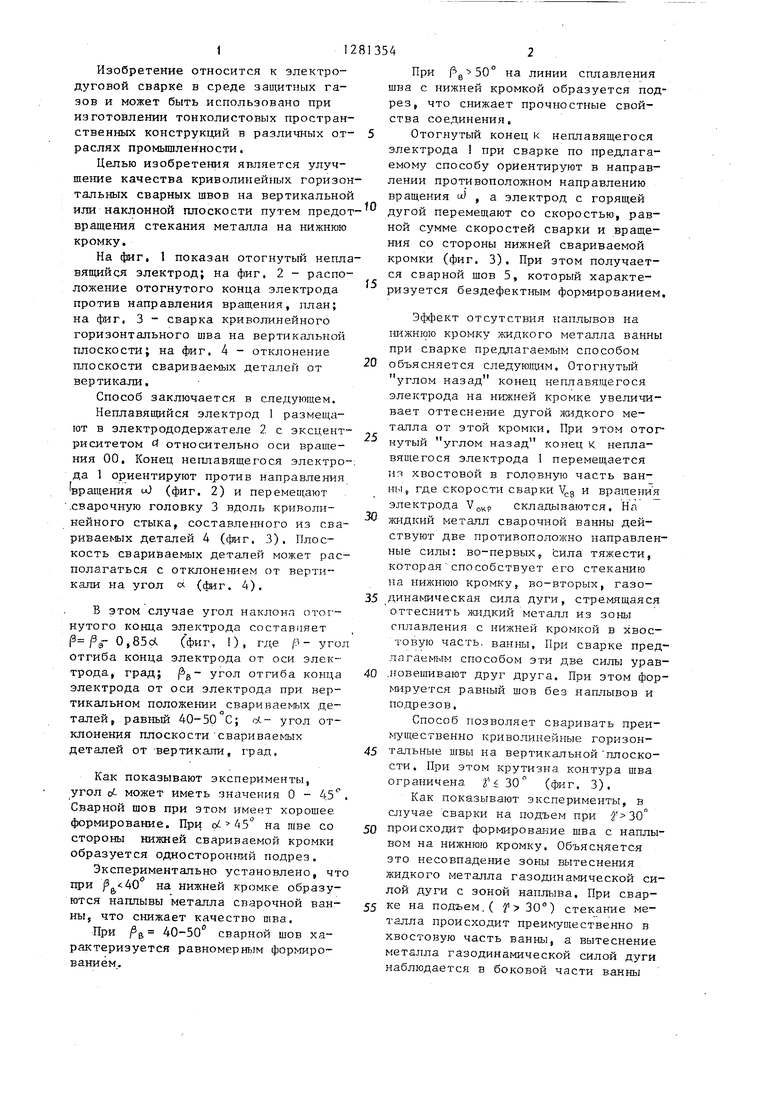
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ регулирования процесса дуговой сварки | 1983 |
|
SU1311886A1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ДУГОВОЙ СВАРКИ | 1984 |
|
SU1312863A1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ НЕПОВОРОТНЫХ КОЛЬЦЕВЫХ ШВОВ ТРУБОПРОВОДОВ | 2013 |
|
RU2529127C1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| Способ дуговой сварки | 1983 |
|
SU1110575A1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2017 |
|
RU2650463C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ | 1993 |
|
RU2049620C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ | 1988 |
|
SU1559567A1 |
| Способ и устройство для сварки швов на вертикальной плоскости | 1978 |
|
SU770693A1 |
| Устройство для автоматической сварки с колебаниями электрода | 1980 |
|
SU925577A1 |
Изобретение относится к области электродуговой сварки в среде защитных газов и может быть использовано при изготовлении тонколистовых пространственных конструкций в различных отраслях промьгашенности. Способ позволяет улучшить качество криволинейных горизонтальных сварных швов на вертикальной или наклонной плоскости путем предотвращения -стекания металла на нижнюю кромку. Это достигается вращением установленного с эксцентриситетом неплавящегося электрода с отогнутым концом, который ориентируют в направлении, противоположном на- направлению вращения. Вращение электрода осуществляют снизу вверх в передней части сварочной ванны. Способ позволяет снизить требования к качеству сборки под сварку. I табл., 4 ил. i W ю 00 со ел Oiik
Фиг.2
Фиг.З
Фиг.
Составитель В, Кулик Редактор В, Иванова Техред Н.Глущенко
Заказ 7193/9 Тираж 972Подписное
ВНИЙПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д, 4/5
Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, 4
Корректор М. Пожо
| Способ и устройство для сварки швов на вертикальной плоскости | 1978 |
|
SU770693A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Штрикман М | |||
| М, Аргонодуговая сварка вращающимся электродом с подачей присадочной проволоки | |||
| - Автоматическая сварка, 1983, № 1, с | |||
| Способ изготовления звездочек для французской бороны-катка | 1922 |
|
SU46A1 |
