Изобретение относится к автоматической сварке неплавящимся электродом в защитных газах, преимущественно с многослойным заполнением узких (щелевых) разделок кромок, и может быть использовано в различных областях машиностроения и строительства при изготовлении конструкций из высокопрочных сталей, титановых и алюминиевых сплавов.
Известен способ двухдуговой сварки плавящимся электродом в узкий зазор, когда дуги расположены друг за другом на заданном расстоянии и сварку первой дугой производят электродом углом вперед, а второй дугой, составляющей 65-75% мощности первой дуги, с поперечными колебаниями электрода [1] Недостатком этого способа является то, что он не позволяет осуществлять стабильное оплавление поверхности узкой разделки кромок; при сварке с наклоном переднего электрода "углом вперед" возможно натекание жидкого металла перед дугой и появление несплавлений.
Известен способ двухдуговой сварки двумя неплавящимися электродами с подачей присадочной проволоки между дугами [2] Однако этот способ не обеспечивает качественное формирование шва и сплавление с кромками при сварке в узкую разделку толстостенных деталей. Этот способ пригоден только для сварки тонкостенных деталей, возможен прожог, непровар, каплевидный проплав.
Известен способ односторонней двухдуговой сварки неплавящимися электродами, при котором электроды располагают вдоль оси шва, а в процессе выполнения шва подают присадочный материал, причем электроды располагают на определенном расстоянии друг от друга, выбираемом из условия образования общей сварочной ванны, в ванну, образованную первым по ходу сварки электродом, присадочную проволоку подают в головную часть, а в ванну, образованную вторым по ходу сварки электродом, в хвостовую часть. Это улучшает формирование корня при выполнении сварки на весу с подачей присадочного материала под каждый из электродов, а также исключает прожоги, непровар и каплевидный проплав. Электроды используют с прямыми концами. Электродам сообщают колебания в процессе сварки, для формирования шва с чешуйчатой поверхностью, расположенному первым по ходу сварки электроду сообщают осевые колебания с определенной частотой и амплитудой [3] Однако и этот способ не обеспечивает высокой производительности и формирования качественного шва при сварке стыков с узкой разделкой (для толстых деталей). При увеличении массовой скорости подачи присадочной проволоки возможны несплавления с кромками и слоями шва.
Целью изобретения является повышение производительности процесса и улучшение качества многослойного шва при сварке стыков с узкой разделкой.
Достигается это тем, что в способе дуговой сварки, при котором два неплавящихся электрода устанавливают вдоль оси разделки на расстоянии друг от друга, выбранном из условия образования общей сварочной ванны, в которую подают присадочную проволоку, при этом осуществляют движение электродов в процессе сварки, используют электроды с отогнутыми концами, заднему электроду придают вращательное движение с частотой Vвр 0,8.1,5 с-1 и радиусом вращения рабочего конца а 0,3-0,5r, где r радиус поворота переднего электрода (мм),
равный r  + hпр.к, где bщ ширина щелевой разделки;
+ hпр.к, где bщ ширина щелевой разделки;
hпр.к глубина проплавления кромки, а подачу присадочной проволоки осуществляют в зону действия заднего электрода на расстоянии от оси его вращения, равном
P=a +  + (1,5 2,0) где d диаметр присадочной проволоки, мм.
+ (1,5 2,0) где d диаметр присадочной проволоки, мм.
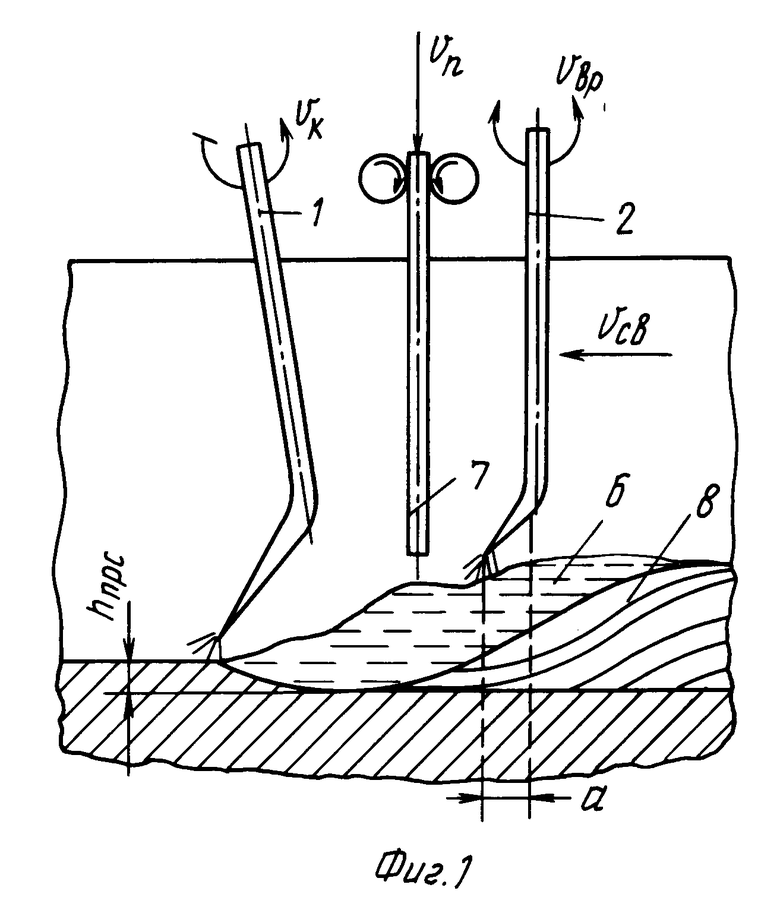
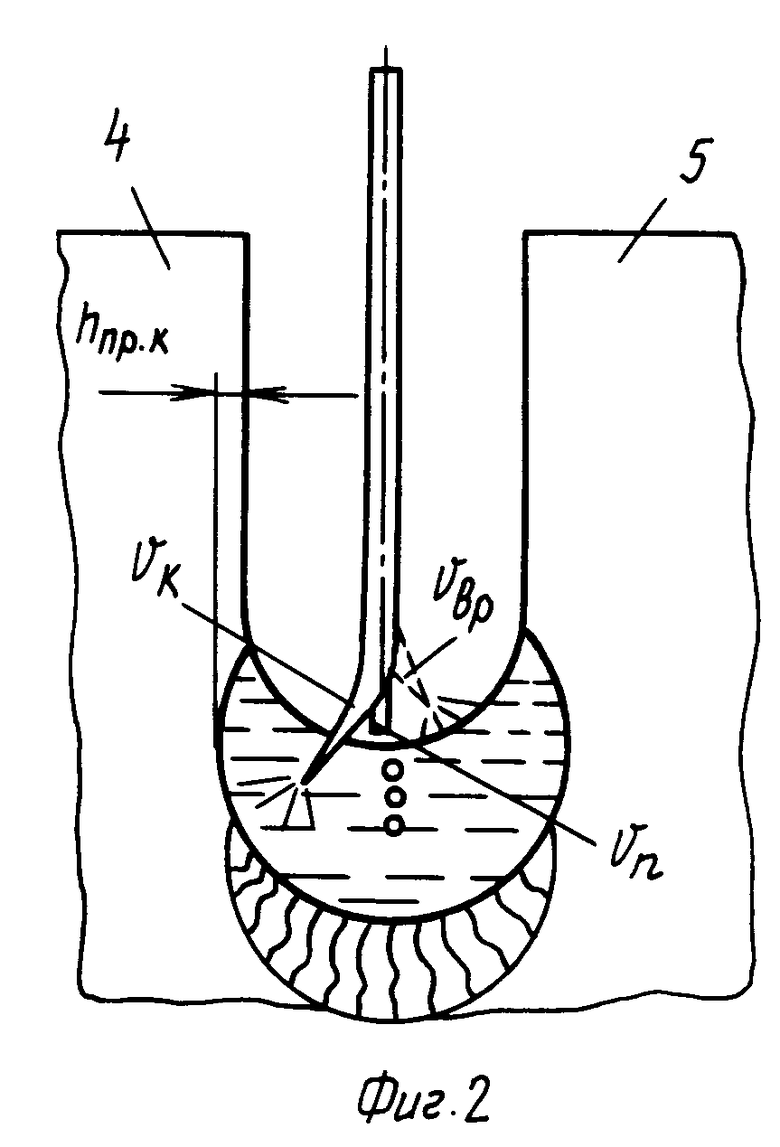
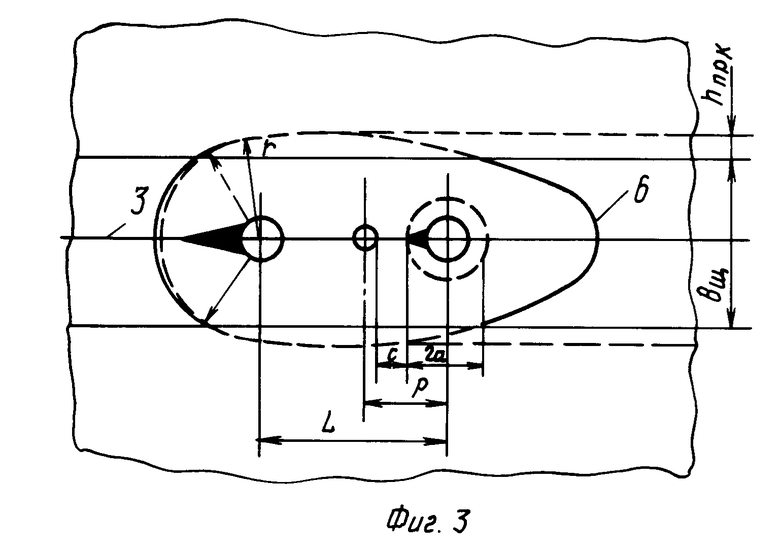
На фиг. 1 представлено расположение электродов в разделке; на фиг.2 то же, вид сверху; на фиг.3 вид на торец разделки со стороны переднего электрода.
Способ осуществляют следующим образом. Два неплавящихся электрода передний 1 и задний 2 устанавливают по оси узкой разделки 3 свариваемых деталей 4 и 5. Неплавящиеся электроды 1 и 2 имеют отогнутые рабочие участки. Конец электрода 1 при вращательном колебании совершает перемещения поперек разделки 3, а электрод 2 круговые движения в разделке. Электроды 1 и 2 кинематически жестко не связаны между собой. Присадочная проволока подается со скоростью Vn между электродами. Колебания электрода 1 поперек разделки и круговое вращение электрода 2 осуществляют с помощью раздельных приводов (не показаны).
Оси электродов находятся в одной плоскости по оси разделки, конец переднего электрода ориентирован отогнутым рабочим концом в направлении сварки по схеме, представленной на фиг.1-3.
Передний электрод 1 связан с блоком, осуществляющим слежение за напряжением на дуге Ug при сближении электрода с кромкой в процессе колебаний. При достижении напряжением Ug величины, соответствующей заданной величине опорного напряжения, изменяется направление вращения Vк электрода 1. Таким образом, в процессе сварки обеспечивается равномерный прогрев и оплавление обеих кромок (поддержанием постоянной длины дуги с помощью системы автоматического слежения). Эксцентриситет конца переднего электрода (радиус поворота) выбирается несколько большим половины ширины зазора.
r  + hпр.к, где bщ ширина щелевой разделки;
+ hпр.к, где bщ ширина щелевой разделки;
hпр.к глубина проплавления кромки.
Задний электрод 2 при вращении образует сварочную ванну 6, главным образом за счет расплавления вертикально подаваемой со скоростью Vn присадочной проволоки 7, и формирует сварной шов 8.
Эксцентриситет конца заднего электрода (радиус вращения) назначают равным а (0,3-0,5)r.
Экспериментально установлено, что при а < 0,3r ухудшаются условия нагрева и оплавления кромок, а при а > 0,5r ухудшаются условия плавления проволоки (при подаче проволоки между электродами). В случае невыполнения этого условия требуется шаговая подача проволоки, при которой соответственно снижается массовая скорость подачи проволоки, а следовательно, производительность процесса сварки, ухудшаются условия слежения за длиной дуги в осевой зоне разделки (заднего электрода).
Присадочную проволоку максимально приближают к заднему электроду на расстояние Р, исходя из условия обеспечения струйного переноса:
P= a +  + c где с 1,5-2,0 мм минимальный зазор между концом электрода и присадочной проволокой.
+ c где с 1,5-2,0 мм минимальный зазор между концом электрода и присадочной проволокой.
При зазоре между концом электрода и присадочной проволокой менее 1,5 мм возможно замыкание электрода с проволокой, а при зазоре более 2,0 мм уменьшается эффективность нагрева проволоки.
Частоту вращения заднего электрода назначают в пределах Vвр 0,8.1,5 с-1, исходя из условий равномерного распределения мощности дуги по поверхности в виде дискового источника, при этом максимальное значение Vвр (не более 1,5 с-1) ограничивают, исходя из необходимости обеспечения минимальной глубины проплавления предыдущего слоя шва в центре щелевой разделки hпр.с 0,8-1,2 мм, при которой исключается появление межслойных несплавлений, а минимальные значения Vвр. (не менее 0,8 с-1) принимают, исходя из условия равномерного распределения теплового потока точечного источника по поверхности предыдущего слоя в центре щелевой разделки. При меньших значениях Vвр. невозможно обеспечение стабильного проплавления кромок.
При осуществлении способа электроды располагают последовательно вдоль стыка на расстоянии L, которое устанавливают, исходя из условия образования и сохранения общей сварочной ванны.
П р и м е р.
Проводят сварку цилиндрических образцов из стали 30ХГСН2А диаметром 250 мм и толщиной 40 мм. Величина зазора bщ 8 мм, расстояние между электродами 15 мм. Режим сварки образцов: ток дуги переднего электрода 100-120 А, ток дуги заднего электрода 300-320 А, скорость подачи присадочной проволоки 35-40 м/ч, диаметр присадочной проволоки 2 мм, марка Св-20Х2Г2СНВМ. Присадочную проволоку подают в зону действия электрода на расстоянии от оси его вращения Р 5 мм. Частота колебаний переднего и частота вращения заднего электрода Vc Vвр 1 с-1, а эксцентриситет (радиус вращения) переднего электрода r 5 мм и заднего а 2 мм. Диаметр неплавящегося электрода переднего и заднего 4 мм. Защитный газ-аргон, расход 8-12 л/мин (на каждом из электродов).
Процесс сварки в щелевую разделку обеспечивает равномерное проплавление кромок и качественное формирование поверхности шва.
Использование предлагаемого способа позволяет повысить производительность процесса сварки и улучшить качество сварных швов при многопроходной автоматической двухдуговой сварке толстостенных стыков по узкой (щелевой) разделке неплавящимися электродами.
Проведенный анализ и испытания показывают, что предлагаемое решение соответствует критериям новизны, изобретательского уровня и промышленной применимости.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДУГОВОЙ СВАРКИ | 1988 |
|
SU1559567A1 |
| Способ сварки трехфазной дугой | 1990 |
|
SU1712093A1 |
| Способ дуговой сварки и устройство для его осуществления | 1988 |
|
SU1574391A1 |
| Способ автоматического регулирования глубины проплавления при дуговой сварке | 1983 |
|
SU1320030A1 |
| Устройство для автоматической двухдуговой сварки неплавящимися электродами | 1976 |
|
SU859077A1 |
| Способ сварки | 1981 |
|
SU1063556A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ | 2013 |
|
RU2530104C1 |
| Способ автоматической дуговой сварки | 1984 |
|
SU1169271A1 |
| Способ дуговой сварки | 1984 |
|
SU1165540A1 |
| Способ дуговой двухэлектродной механизированной сварки | 2019 |
|
RU2724759C1 |
Использование: для дуговой сварки неплавящимся электродом в защитных газах, преимущественно с многослойным заполнением узких разделок, в различных областях машиностроения и строительства. Сущность изобретения: два неплавящихся электрода с отогнутыми рабочими концами устанавливают вдоль оси узкой разделки и в процессе сварки осуществляют поворотные колебания переднего электрода поперек разделки с подачей присадочной проволоки и одновременным слежением за длиной дуги переднего электрода. Расстояние между осями электродов устанавливают из условия образования и сохранения общей сварочной ванны. Заднему электроду придают вращательное движение с радиусом вращения рабочего конца заднего электрода в пределах a=0,3 - 0,5 r, где r радиус поворота переднего электрода, мм. При этом r ≥ bщ/2+hпр.к где bщ ширина целевой разделки, мм, hпр.к- глубина проплавления кромки, мм. Частоту вращения заднего электрода устанавливают νвр= 0,8 ... 1,5 c-1. Подачу присадочной проволоки осуществляют в зону действия заднего электрода на расстоянии от оси его вращения, равном P=a+d/2+(1,5.2,0), где d - диаметр присадочной проволоки, мм. 3 ил.
СПОСОБ ДУГОВОЙ СВАРКИ, при котором два неплавящихся электрода устанавливают вдоль оси разделки на расстоянии друг от друга, выбранном из условия образования общей сварочной ванны, в которую подают присадочную проволоку, при этом осуществляют движение электродов в процессе сварки, отличающийся тем, что используют электроды с отогнутыми концами, заднему электроду придают вращательное движение с частотой νвр= 0,8 - 1,5 с-1 и радиусом вращения рабочего конца a (0,3 0,5) r, где r радиус поворота переднего электрода,
r ≥ bщ/2 + hпр.к,
где bщ ширина щелевой разделки, мм;
hпр.к глубина проплавления кромки, мм,
а подачу присадочной проволоки осуществляют в зону действия заднего электрода на расстоянии от оси его вращения, равном
P a + d/2 + (1,5.2,0),
где d диаметр присадочной проволоки, мм.
| Способ односторонней двухдуговой сварки неплавящимися электродами | 1986 |
|
SU1449274A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
