113
Изобретение относится к машиностроению, точнее к способам получения на обрабатываемых поверхностях типа тел вращения, например на дорожках качения подшипников, на валах, на внутренних поверхностях цилиндров и т.п., регулярного микрорельефа.
Целью изобретения является повышение качества поверхности путем применения шлифовального круга с рабочей поверхностью в виде винтовой канавки с шагом, равным шагу микрорельефа, с последующей окончательной доводочной операцией.с расчетной величиной припуска.
На фиг. 1 изображена схема образования регулярного микрорельефа на операции шлифования; на фиг. 2 - схема окончательного формирования регулярного микрорельефа на операции доводки; на фиг. 3 - единичная микронеровность.
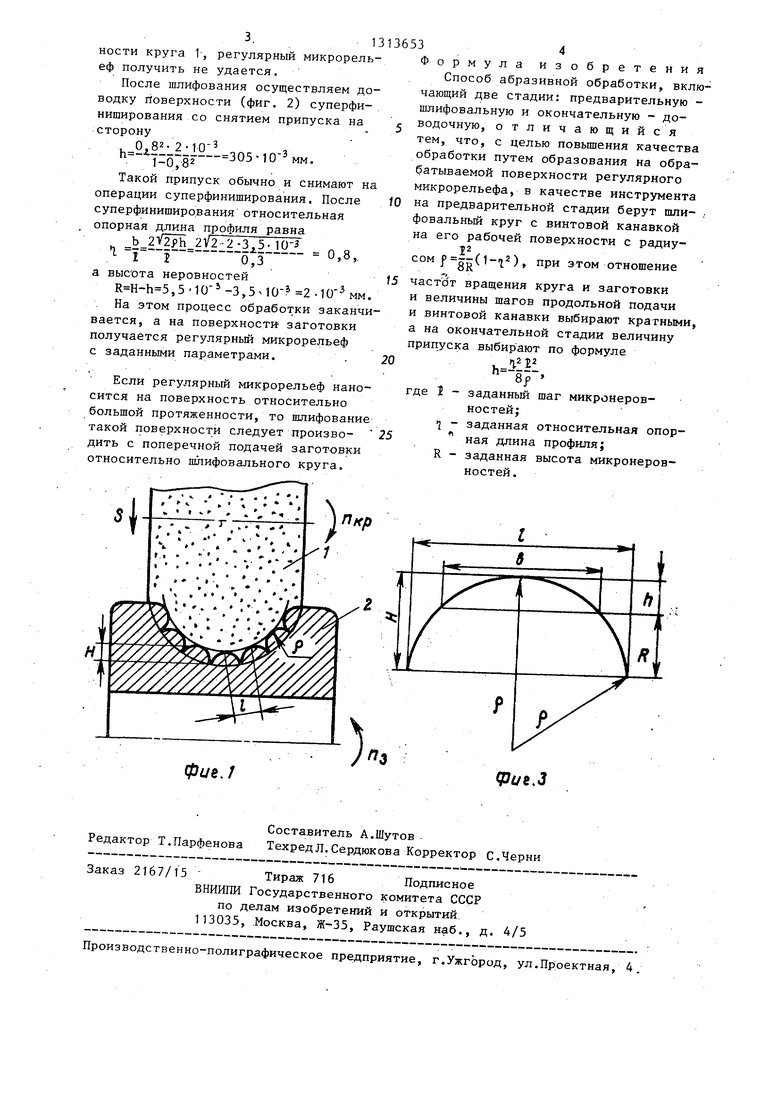
Для определения радиуса f профиля и величины припуска h воспользуемся фиг. 3, где обозначены: R - требуемая высота микронеровностей; I - щаг микронеровностей; ч - требуемая относительная опорная длина профиля; Ь - величина площадки микронеровностей; Н - высота микронеровности после шлифования.
Радиус профиля равен
f r(f-H)2. CD
Преобразуя выражение (1) и пренебрегая из-за малости величиной Н ,, получаем
(2) (3) (4)
,2
Подставляя выражения выражение (2), получаем
J2
р )
8(R4gl-)
Преобразуя вьфажение чаем
о 2 г р 2
fR-V- |-
откуда получаем выражен
).
8R Из известных соотнош
Ь
3653
р2 Р 8Н
(10)
получаем .
(11)
Ь2
Подставляя и преобразуя, получаем выражение для h
D
(12)
Ь- Примером конкретного применения предлагаемого способа является процесс образования регулярного микрорельефа на дорожках качения внутренних колец шарикоподшипников № 206.
с целью повьшзения долговечности подшипника на поверхности дорожки необходимо получить регулярный микро-рельеф с шагом ,3 мм, относительной опорной длиной профиля 0,8 и
высотой неровностей мкм..
Перед операцией шлифования осуществляется правка круга алмазом в оправе с радиусом вершины
5
0
О 3 f 2 мм
м/мин.
2 10-3 и осевой подачей алмаза 0,3 мм/об.
Шлифова ние дорожки качения осу- щес твляется врезанием с поперечной подачей S (фиг.1). Из условий безожо- 0 гового производительного шлифования отношение скоростей круга и заготовки должно составлять около 60, Частота вращения круга на станке 1900 об./мин, скорость 35 м/с. Тогда 5 скорость .заготовки бО
а ее частота вращения при диаметре мм
J 5714-40 Принимаем п /п 5 и об./мин.
Если шлифование производится при целом отношении частот шлифовального 5 круга 1 и заготовки 2, то шаг неровностей заготовки равен шагу винтовой канавки круга, так как каждая точка поверхности заготовки через один оборот встречается с той же 0 точкой рабочей поверхности круга. Высота неровностей (фиг. 1) заготовки после шлифования равна
h,
364 об,/мин
12 о 42 о H i- --ii- 5 5-10 8р 8-2 -
мм.
55 Если это отношение не целое, то профиль круга 1 в данном поперечном сечении заготовки 2 смещается во времени в осевом направлении, а шаг и высота неровностей иные, чем поверх3.1
регулярный микрорельности круга 1-,
еф получить не удается.
После шлифования осуществляем доводку Поверхности (фиг. 2) суперфиниширования со снятием припуска на сторону
0.82.2-10h -- - 305-10мм.
1-0,82
Такой припуск обычно и снимают на операции суперфиниширования. После суперфиниширования относительная опорная длина профиля равна
b 2V2-2-3,3- 10-3 а О 8,.
0,3
а высота неровностей
1-5
гЗ
,5 10- -3,5 10- 2..
На этом процесс обработки заканчивается, а на поверхности- заготовки получается регулярный микрорельеф с заданными параметрами.
Если регулярный микрорельеф наносится на поверхность относительно большой протяженности, то шлифование такой поверхности следует производить с поперечной подачей заготовки относительно шлифовального круга.
10
f5
0
4
Формула изобретения Способ абразивной обработки, включающий две стадии: предварительную - шлифовальную и окончательную - доводочную, о тличающийся тем, что, с целью повьшения качества обработки путем образования на обрабатываемой поверхности регулярного микрорельефа, в качестве инструмента на предварительной стадии берут шли- , фовальный круг с винтовой канавкой на его рабочей поверхности с радиу22
сом р г-( ) при этом отношение
4acTdiT вращения круга и заготовки и величины шагов продольной подачи и винтовой канавки выбирают кратными, а на окончательной стадии величину припуска выбирают по формуле
8р
где I - заданный шаг микронеровностей;
Ч - заданная относительная опорная длина профиля; R - заданная высота микронеровностей.
фие./
(рие.З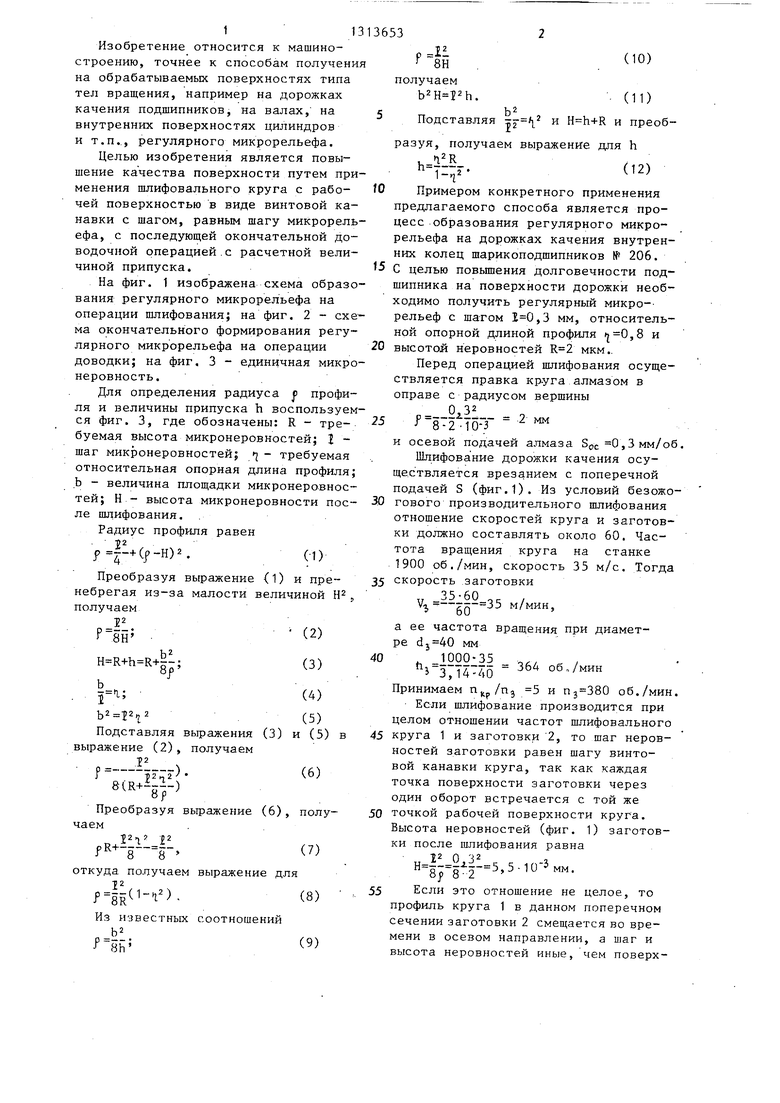
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМБИНИРОВАННЫЙ АБРАЗИВНЫЙ ИНСТРУМЕНТ И СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТИ ДЕТАЛИ | 2001 |
|
RU2207243C2 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА ВОДОЛЕДЯНОЙ СТРУЕЙ | 2009 |
|
RU2407624C2 |
| СПОСОБ ФОРМИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА ВОДОЛЕДЯНОЙ СТРУЕЙ | 2009 |
|
RU2407625C2 |
| УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ | 2001 |
|
RU2203796C1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ КРУГОМ С ВИНТОВОЙ ПРЕРЫВИСТОЙ ПОВЕРХНОСТЬЮ | 2001 |
|
RU2203794C1 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 2016 |
|
RU2639421C1 |
| СПОСОБ ГЕТТЕРИРУЮЩЕЙ ОБРАБОТКИ ПОЛУПРОВОДНИКОВЫХ ПЛАСТИН | 2001 |
|
RU2224330C2 |
| Шлифовальный круг | 1981 |
|
SU1006198A1 |
| УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ С КРУТИЛЬНО-ОСЕВЫМИ ВИБРАЦИЯМИ | 1999 |
|
RU2164853C1 |
| СПОСОБ УПРОЧНЕНИЯ ВИНТОВ | 2008 |
|
RU2367564C1 |
Изобретение относится к способам получения на обрабатываемых поверхностях типа тел вращения регулярного микрорельефа. Целью изобретения является повышение качества обрабатываемой поверхности. Регулярный микрорельеф формируют шлифовальным кругом 1 с рабочей поверхностью в виде винтовой канавки с шагом, равным заданному шагу микрорельефа, и с радиусом профиля j5 (1 :8-R),(1-ff ), при этом обеспечивают постоянство отношения частот вращения шлифовального круга 1 и заготовки 2 и отношения поперечной подачи заготовки 2 к шагу винтовой канавки круга 1 в виде целого числа, а затем производят окончательную доводочную операцию и снимают припуск, равный h( R) : (l-f ) , где I - заданный шаг микронеровнос- тей 1 - заданная относительная опорная длина профиля; R - заданная высота микронеровностей. 3 ил. о «5 (Л .1 Г- : -v-f,:: . . -... «. . -. I / xAV ,t , ,-. Л-//9Sd..- . - J 00 со a ел 00 uz.2
Составитель А.Шутов Редактор Т.Парфенова ТехредЛ.Сердюкова Корректор С.Черни
™ ----- | .1-г-г 1-1 - гш Заказ 2167/15 - Тираж 716 Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, .Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4.
| Подшипники качения | |||
| Справочное пособие./Под ред | |||
| Н.А.Спинцына и др | |||
| М.: Машиностроение, 1961, с.562т563. |
