113
Изобретение относится к технологии изготовления оптических деталей и может быть использовано при обработке тонких оптических деталей из стекла, керамики и кристаллов, применяющихся в оптикомеханической и оптико-электронной промышленности.
Цель изобретения - повьшение точности формы поверхности тонких оптических деталей.
Способ осуществляется следующим образом.
Плоские оптические детали, выпол- ненные из стекла БС-8 диаметром 90 мм
Н 1
и толщиной 2 мм () нагрели до
50°С и на одну из них наносили смоляные шарики диаметром 6-8 мм из инден кумароновой смолы с наполнителем (тальк до 30%) и затем их склеивали. Получили пакет из двух склеенных стекол. На поверхность планшайбы из . силумина с проточенными канавками и выступами размером 5x5x3 мм нанесли тонкий слой смолы и пакет соединили с планшайбой. Весь блок термостати- ровали в шкафу при 50-60°С в течение 15 мин. Обработку оптических деталей (тонкое алмазное шлифование и полирование) произвели на станке 2ЩП-200М при скорости вращения шпинделя 50 об/мин, число двойных ходов каретки в минуту 20., После обработки одной стороны детали пакет сняли с планшайбы и перевернули, не расклеивая его, затем снова соединили его с планшайбой для обработки второй детали, сопряженной с первой. После ее обработки пакет сняли с планшайбы, расклеили его и вновь склеили смоляными шариками, обработанными сторонами внутрь. Затем пакет соединили с планшайбой и дикл обработки повторили. Таким образом, обработали сразу две детали.
Точность формы поверхности оптической детали определяли пробным
36592
стеклом (ГОСТ 2786-76) по числу интерференционных полос сразу после полирования, а также после разблокировки.
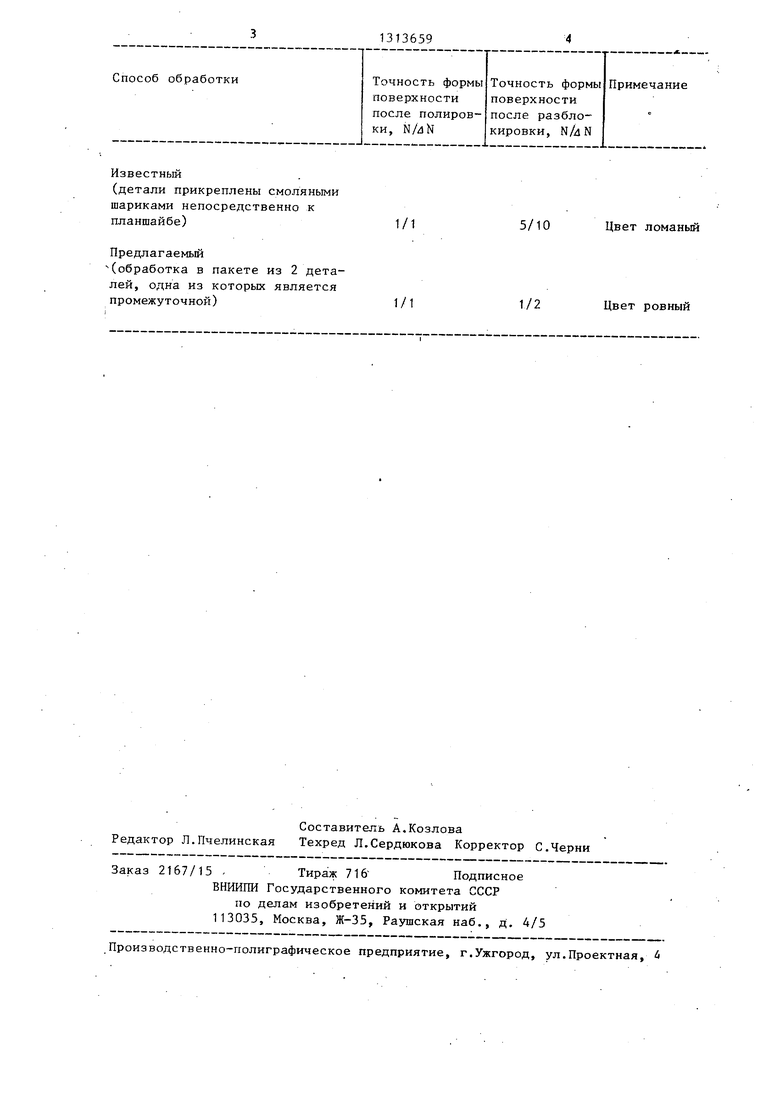
5 Результаты сравнительных испытаний приведены в таблице,
В результате испытаний установлено, что обработка тонких деталей по известному способу приводит к значи10 тельному изменению формы поверхности тонкой детали за счет неравномерной усадки смоляньпс шариков в различных участках поверхности планшайбы и оптической детали,
5 , Применение предложенного технического решения позволяет исключить изменение формы поверхности оптической детали за счет равномерной усадки смолы по всей поверхности детали.
20
так как одинаковая толщина сопряженных деталей способствует равномерной теплопередаче. Кроме того, применяемая для блокировки инденкумароновая смола, содержащая в составе наполни- тель - тальк (до 30%) , обладает низкой усадкой, что также позволяет исключить дополнительные напряжения.
Формула изобретения
Способ обработки оптических деталей, при котором их блокируют на планшайбе, осуществляют обработку одной стороны, после чего разблокировывают детали, переворачивают их, блокируют на планшайбе и обрабатывают другую сторону, отличаю- щ и и с я тем, что, с целью повьш1е- ния точности формы поверхности тонких оптических деталей, перед блоки- ровкой деталей на планшайбе их попарно соединяют смоляными шариками в пакет, а после обработки пакета с двух сторон его разблокировывают и вновь соединяют
детали обработанными поверхностями внутрь, затем пакет блокируют на планшайбе и цикл повторяют.
Известньш
(детали прикреплены смоляными
шариками непосредственно к
планшайбе)
Предлагаемый
(обработка в пакете из 2 деталей, одна из которых является промежуточной)
1/1
5/10
Цвет ломаньш
1/1
1/2
Цвет ровный
| название | год | авторы | номер документа |
|---|---|---|---|
| КЛЕЕВАЯ КОМПОЗИЦИЯ | 2014 |
|
RU2562492C1 |
| Способ абразивной обработки металлооптических зеркал | 2002 |
|
RU2223850C1 |
| Клеевая композиция | 1989 |
|
SU1781275A1 |
| Способ блокирования оптических деталей | 1977 |
|
SU677889A1 |
| Способ контроля качества полирования деталей | 1983 |
|
SU1142764A1 |
| Способ блокировки оптических деталей | 1982 |
|
SU1013221A1 |
| Способ блокирования и разгрузки нежестких оптических деталей | 1982 |
|
SU1136929A1 |
| Способ блокировки оптических деталей | 1981 |
|
SU1028481A1 |
| Способ контроля качества полирования стеклянных деталей | 1986 |
|
SU1370565A1 |
| Способ полирования деталей | 1986 |
|
SU1397251A1 |
Изобретение относится к технологии изготовления тонких оптических деталей и может быть использовано при обработке тонких деталей из стекла, керамики и монокристаллов, применяющихся в оптико-механической и оптико-электронной промьшшенности. Изобретение позволяет проводить обработку деталей без термонапряжений, что сохраняет точность формы поверхности тонких оптических деталей как во время обработки, так и после разблокировки их в результате того, что детали попарно соединяют смоляными шариками в пакет, пакет блокируют на планшайбе, имеющей канавки и выступы 5x5x3 мм, и производят обработку верхней детали, затем пакет снимают с планшайбы и переворачивают его для обработки нижней детали, после ее обработки пакет разблокировывают и вновь блокируют смоляными шариками обработанными сторонами внутрь и цикл повторяют. 1 табл. I (Л 00 ял оо а СП 
| Технология обработки оптических деталей./Под ред | |||
| М.Н.Семибратова | |||
| - М.: Машиностроение, 1975, с | |||
| Аппарат для электрической передачи изображений без проводов | 1920 |
|
SU144A1 |
