Zv
(О
о
N0
эо
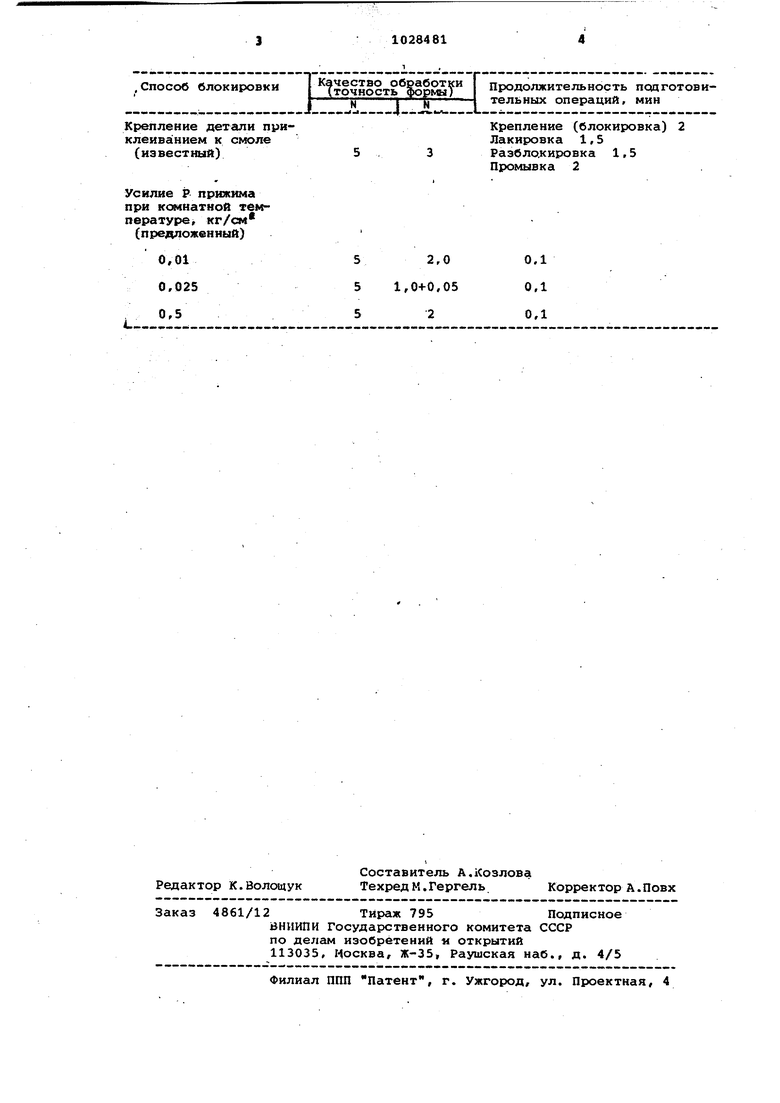
4 X) Изобретение относится к технологии изготовления оптических деталей и может быть использовано в оптикомеханической и электронной промышленности. Известен способ крепления оптичес ких деталей без промежуточных соединительных слоев, например, с помощью вакуума. Недостатком этого способа является необходимость непрерывного поддер жания вакуума в соединении и возможность деформации изделия при малой жесткости конструкции. Известен также способ закрепления деталей действием сил молекулярного сцепления С2.;. Недостатком данного способа являе ся пригодность его только для операций полирования I возможность повреждения оптических поверхностей при поставноке и снятии с контакта. Наиболее близким к предложенному является способ блокировки оптических деталей, включающий установку детали на специальный промежуточный слой наклеечной смолы| 3. Недостатками известного способа являются низкая производительность, так как он требует трудоемких операций наклейки, лакировки и промывки д талей, соблюдение последовательности операций, предусмотренных расчетом настроечных базовых инструментов; ни кое качество обработки вследствие из менения радиуса наклеенной детали из-за термических напряжений при ее охлаждении до комнатной температуЕМ. Искажения точности (цвета) ухудшающие качество детали, зависят от ско рости охлажцения, от величины радиуса наклеечного приспособления г коэффициента линейного расширения ма териала наклеечного приспособления и .наклеечной смолы, толщины слоя смолы от температурного режима обработки при охлаждении ня корпусе. Цель изобретения - повышение качества и производительности блокиров ки. Поставленная цель достигается тем что согласно способу блокировки опти ческих деталей на промежуточном элементе, в качестве последнего берут замшу, которую смачивают водой. На чертеже представлено приспособление для реализации способа. Оптическую деталь типа мениск из оптической керамики КО-1 ( 33 мм, R 36.7 мм с. точностью формы поверхности М 5, .AVl 1) накладывают на промежуточный элемент приспособления для блокировки ( гриб и чашка7 . Приспособление представляет собой металлический корпус 1 с поверхностью, проточенной на сферотокарнсял станке, с радиусом меньше требуемого радиуса детали на 0.3 мм с учетом толщины слоев 2 и клея 3 для гриба И больше на 0,3 мм для чашки с опорными базами по диаметру детали, и по диаметру и торцу для чашки и гриба соответственно, выполненными с точностью до Н 5 . На металлическую поверхность сферы наклеивают слой натуральной замши толщиной 0,1-0,2 глм.Перед размещением детали установочную поверхность смачивают водой. Предварительный прижим детали с усилием создает в капиллярах разрежение, способствуя присосу детали к микропористой гидрофильной поверхности замши, а силы капиллярного натяжения жидкости усиливают присос детали к промежуточному элементу приспособления для крепления. Результаты испытаний известного и предложенного способа представлены в таблице. В результате испытаний установлено, что крепление деталей по известному способу требует 7 мин, а по предлагаемому - 0,1-0,2 мин, .т.е. повышается более чем в десять раз производительность операции крепления. Применение предлагаемого способа позволяет-повысить качество обработки, так как он не деформирует поверхности оптических деталей при накладывании на промежуточный элемент, устраняя возможность упругих напряжений, возникающих при установке деталей смолу. качес честно обработки .Способ блокировки точность формы) (точ
Крепление детали приклеиванием к смоле (известный)
Усилие Р прижима при комнатной температуре, кг/см (предложенный)
0,01
0,025
0,5
Крепление (блокировка) 2 Лакировка 1,5 Разблокировка 1,5 Промывка 2
2,0
0.1
1,0+0,05 0,1 2 0,1 Г Продолжительность подготовительных операций, мин
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ блокировки оптических деталей | 1984 |
|
SU1255400A1 |
| Способ блокировки оптических деталей | 1982 |
|
SU1013221A1 |
| Способ блокировки заготовок линз | 1985 |
|
SU1294579A1 |
| КЛЕЕВАЯ КОМПОЗИЦИЯ | 2014 |
|
RU2562492C1 |
| Ультразвуковая установка для разблокировки оптических деталей | 1976 |
|
SU662161A1 |
| Способ полирования деталей | 1986 |
|
SU1397251A1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ СФЕРИЧЕСКИХ ОПТИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2007 |
|
RU2347659C2 |
| Приспособление для блокировки оптических деталей | 1988 |
|
SU1618595A1 |
| Прокладка для блокировки оптических деталей | 1977 |
|
SU653091A1 |
| Устройство для обработки плоскихпОВЕРХНОСТЕй дЕТАлЕй | 1978 |
|
SU818837A1 |
СПОСОБ БЛОКИРОВКИ ОПТИЧЕСКИХ ДЕТАЛЕЙ на промежуточном элементе, который закрепляют на корпусе, отличающийся тем, что, с целью повьшения качества и производительности процесса блокировки, в качестве промежуточного элемента бе-, DVT замшу, которую смачивают водой.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Технология оптических деталей | |||
| Под р.ед | |||
| М.Н.Семивратова | |||
| М., Машиностроение, 1978, с | |||
| Ротационный колун | 1919 |
|
SU227A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Вага для выталкивания костылей из шпал | 1920 |
|
SU161A1 |
