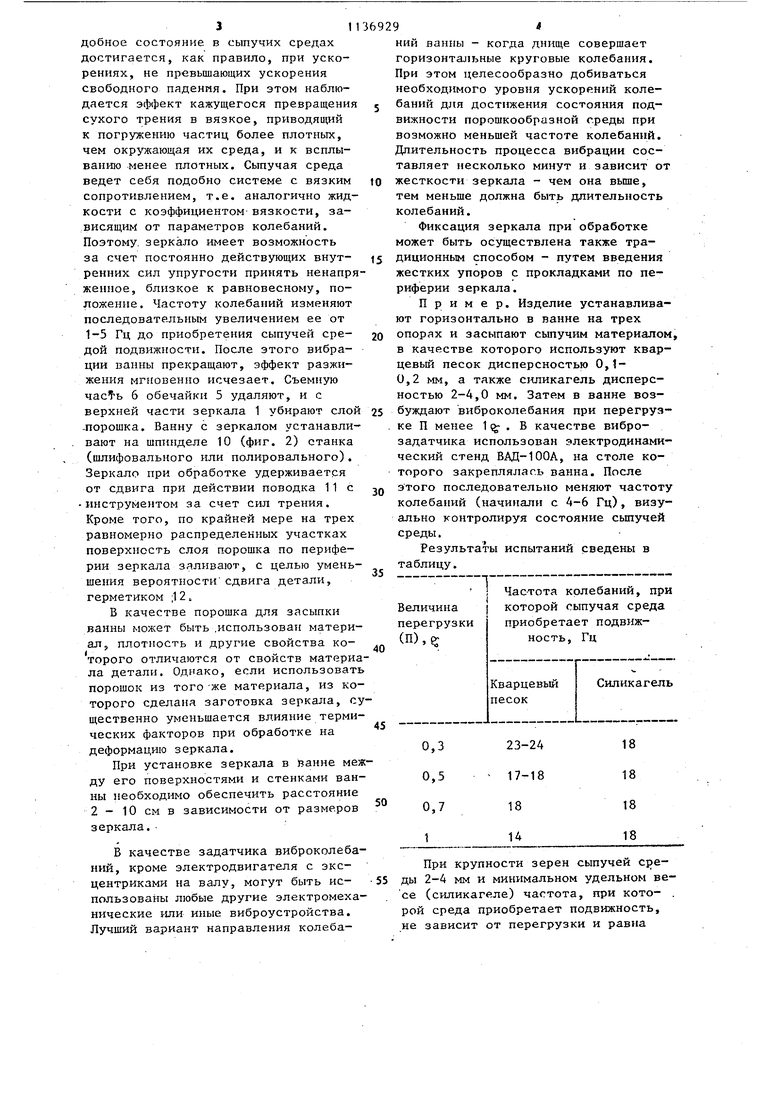
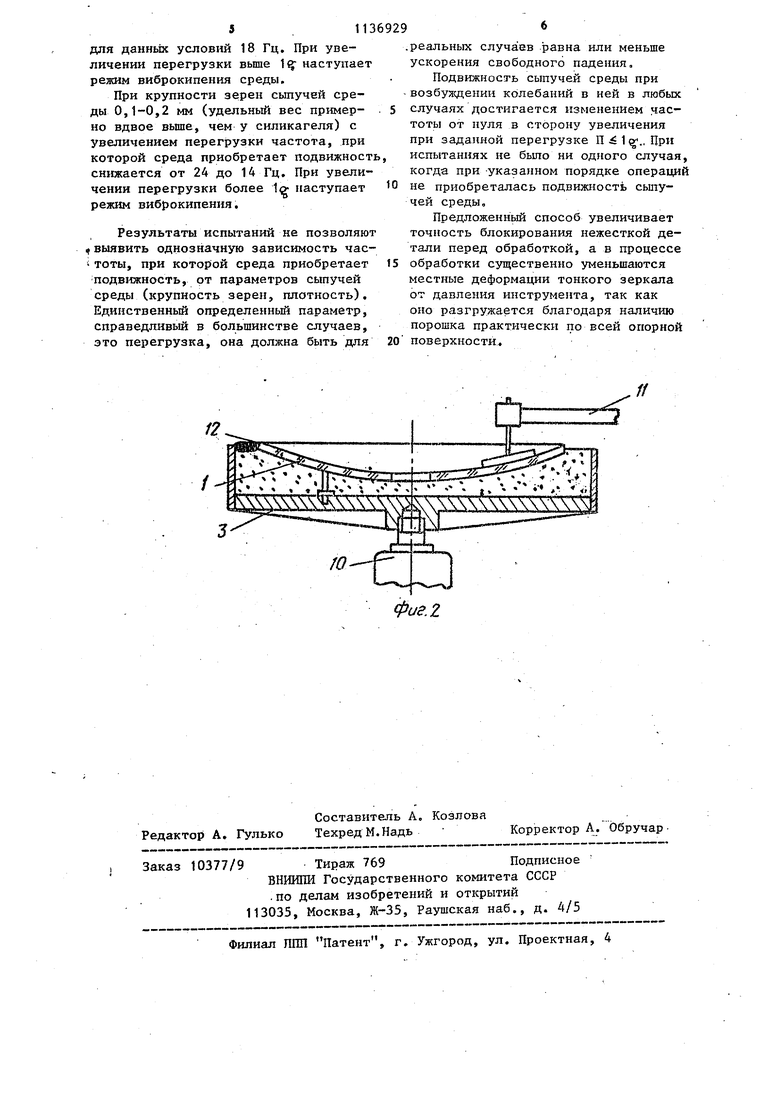
i Изобретение относится .к технологии изготовления оптических деталей II быть использовано преимущественно при обработке (шлифовании и полировании) тонких и сверхтонких i:f :icTKHx зеркал. Известен способ блок 1рования и 1.-;;м:1.рузки, при котором деталь с пла 1ия.йбой погружают в ванну с подогретой лсидкостью, плотность которой блязкя или равна плотности материаJia- детали Связь детали с планшайбой осуществляется при помощи смоля Mbjx шариков, Л идкость, в которую Уогражается деталь с планшайбой, иг vnoT роль разгружающей среды благо; :.ij;i тому, что ее плотность равна г; ; J иости материала детали. Детгшь : ой жвдкости стремится к равиовес Г; игиапряженному состоянию, т.е. :.Г1:|Гружается.. Смоляные шарики не ггслягствуют стремлеицю детали к та J.:(/ СОСТОЯН1Т10, так как в подогреI ; С(;стоя}1ии они обладают достаточ I I ттластичиостью. После охлахадения ::. 1 извлечения детали послед: : смсазьшается закрепленной на :.:,Mii,ia)r6e в разгруженном состоя;. . 1,. 1ел1,остаток данного Спосойа V.j /лиость процесса блокирования и Гйзгрузки, которая заключается в на лгл:ии тепловых процессов (подогрев и безхрадиептное охлаткдение детали) окснчности применяемых жидкостей... Тепловые процессы из-за инерционпос Т1 плохо поддаются управлению и т-эбуют сложного оборудования, а .(.-ксичпость лсидкости вынуждает пролодмть работы в специально оборудовал :иьг/с кюмещениях с соблюдением определенных правил безопасности. Кро мс того, такой способ разгрузки и .р ;;;сации детали на планшайбе в раз.rj уженном состоянии занимает дли- те:. время (более J) ч). Наиболее близким к изобретению я.е:;.чется способ блок1 ровапия и разтруг-зки нежестких оптических деталей при .котором деталь размещают на опо рах в ванне, с разгружающей средой в виде пенообразующего вещества, спосабкого к затвердевани.ю .2. Недостатком известного способа яв.г1яется изгиб изделия вследствие воздействия давления вспенивающегос вещества на его боковую поверхность а также деформация изделия, вызывае 92 мая усадкой пенообразующего вещества при затвердевании Цель.изобретения - повышение точности разгрузки, Поставленпая цель достигается тем, что согласно способу блокирования и .разгрузки нежестких оптических деталей, заключающемуся в том, что деталь размещают в ванне с разгружающей средой иустанавливают на опо pax, деталь полностью погружают в разгружающую среду, в качестве которой берут порошкообразный ,сыпучий материал дисперсностью 0,1-5 мм, и сообщают последнему колебания интенсивностыо, равной или меньшей ускоргпия свободного падения, при этом частоту колебаний изменяют последовательным увеличением ее от 1-5 Гц до приобретени г сыпучей средой подвижности. На фиг. 1 показана схема установки для реализации предложенного снособа, разрез; на фиг„ 2 - схема обработки зеркала после завершения блокировки и разгрузки. Заготовку нежесткого зеркала 1 (фиг,. 1) устанавливают горизонтально на трех опорах 2 в 3, представляюцей из себя емкость, образо-;; ванную диском 4 и обечайкой 5 со съемной частью 6. В качестве диска 4 может быть использована., например, планшайба, применяемая в оптическом производстве для блокировки деталей на смоляньтх шариках. Верхний .торец зеркала т при установке на опорах 2 до.пжен находиться примерно на уровне торца обечайки 5 ванны, если уда- лить съемную часть 6, Затем объем ван)1ы над зеркалом и под зеркалом засыпа.ют порошкоо.бразным сьтучим материалом 7 дисперсностью О,1-5 мм, изтотовленным, например, из того же материала, из которого выполнена заготовка зеркала 1 .После этого ванну устанавливают на пр жинящи.х опорах 8 И; возбуждают вибрационные колебания ванны при помощи, на.пример, электродвигателя 9, на валу которого расположены ряд эксцентриков различного диаметра. Интенсивность колебаний ванны постепенно увеличивают путем последовательного введения в контакт с корпусом ванны эксцентриков вала электродвигателя. По м(.ре увеличения интенсивности вибрации сыпучий материал приобретает подв1шность. Подобное состояние в сыпучих средах достигается, как правило, при ускорениях, не превьшающих ускорения свободного падения. При этом наблюдается эффект кажущегося превращения сухого трения в вязкое, приводящий к погружению частиц более плотных, чем окружающая их среда, и к всплыванию менее плотных. Сыпучая среда ведет себя подобно системе с вязким сопротивлением, т.е. аналогично жидкости с коэффициентом вязкости, зависящим от параметров колебаний. Поэтому, зеркало имеет возможность за счет постоянно действующих внутранних сил упругости принять ненапряженное, близкое к равновесному, положение. Частоту колебаний изменяют последовательным увеличением ее от 1-5 Гц до приобретения сыпучей ередои подвижности. После этого вибрации ванны прекращают, эффект разжижения мгновенно исчезает. Съемную б обечайки 5 удаляют, и с верхней части зеркала 1 убирают слой -порошка. Ванну с зеркалом устанавливают на шпинделе 10 (фиг. 2) станка (шлифовального или полировального). Зеркало при обработке удерживается от сдвига при действии поводка 11с инструментом за счет сил трения. Кроме того, по крайней мере на трех равномерно распределенных участках поверхность слоя порошка по периферии зеркала заливают, с целью уменьшения вероятностисдвига детали, герметиком ;12..
В качестве порошка для засыпки ванны может быть .использован материал, плотность и другие свойства которого отличаются от свойств материала детали. , если использовать порошок из тогоже материала, из которого сделана заготовка зеркала, существенно уменьшается влияние термических факторов при обработке на деформацию зеркала.
При установке зеркала в йанне между его поверхностями и стенками ванны необходимо обеспечить расстояние 2 - 10 см в зависимости от размеров зеркала.
Б качестве задатчика виброколебаний, кроме электродвигателя с эксцентриками на валу, могут быть использованы любые другие электромеханические 1-ши иные виброустройства. Лучший вариант направления колебаНИИ ванны - когда днище совершает Горизонтальные круговые колебания. При этом целесообразно добиваться необходимого уровня ускорений колебаний для достижения состояния подвижности порошкообразной среды при возможно меньшей частоте колебаний. Длительность процесса вибрации составляет несколько минут и зависит от жесткости зеркала - чем она вьш1е, тем меньше должна быть длительность колебаний.
Фиксация зеркала при обработке может быть осуществлена также традиционным способом - путем введения жестких упоров с прокладками по периферии зеркала.
Пример. Изделие устанавливают горизонтально в ванне на трех опорах и засыпают сыпучим материалом в качестве которого используют кварцевый песок дисперсностью 0,10,2 мм, а также ci-шикагель дисперсностью 2-4,0 мм. Затем в ванне возбуждают виброколебания при перегрузке П менее 1 . В качестве виброзадатчика использован электродинамический стенд ВАД-100А, на столе которого закреплялась ванна. После этого последовательно меняют частоту колебаний (начинали с 4-6 Гц), визуально контролируя состояние сьшучей среды.
Результаты испытаний сведены в таблицу.
При крупности зерен сыпучей среды 2-4 мм и минимальном удельном весе (силикагеле) частота, при которой среда приобретает подвижность, не зависит от перегрузки и равна
5113
для данньЬс условий 18 Гц. При увеличении перегрузки выше Ig- наступает режим виброкипения среды.
При крупности зерен сьтучей среды 0,1-0,2 мм (удельный вес примерно вдвое вьше, чем у силикагеля) с увеличением перегрузки частота, при которой среда приобретает подвижност снижается от 24 до 14 Гц. При увеличении перегрузки более 1о наступает режим виброкипения.
Результаты испытаний не позволяют выявить однозначную зависимость частоты, при котор ой среда приобретает подвижность, от параметров сыпучей среды (крупность зерен, плотность). Единственный определенньй параметр, справедливый в большинстве случаев, это перегрузка, она должна быть для
реальных случаев равна или меньше ускорения свободного падения.
Подвижность сыпучей среды при возбуждении колебаний в ней в любых случаях достигается изменением частоты от нуля в сторону увеличения при заданной перегрузке ., Цри испытаниях не было ни одного случая когда при -указанном порядке операци не приобреталась подвижность сьтучей среды.
Предложенный способ увеличивает точ1гость блокирования нежесткой детали перед обработкой, а в процессе обработки существенно уменьшаются местные деформации тонкого зеркала от давления инструмента, так как оно разгружается благодаря наличию порошка практически по всей опорной поверхности.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ блокирования оптических деталей | 1978 |
|
SU865617A2 |
| Способ блокирования оптических деталей | 1977 |
|
SU677889A1 |
| Способ разгрузки нежестких изделий | 1980 |
|
SU979085A1 |
| СПОСОБ УПРОЧНЕНИЯ ИНСТРУМЕНТОВ И ДЕТАЛЕЙ И УСТАНОВКА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2001 |
|
RU2197541C1 |
| Способ очистки внутренней поверхности цилиндрических изделий | 1990 |
|
SU1776465A1 |
| СПОСОБ СМЕШИВАНИЯ СЫПУЧИХ МАТЕРИАЛОВ | 2007 |
|
RU2353424C1 |
| Способ высева сыпучих материалов и устройство для его осуществления | 1982 |
|
SU1136761A1 |
| Способ непрерывной гравитационной подачи по трубопроводу дисперсных материалов из зоны низкого давления в зону высокого давления | 1981 |
|
SU1009941A1 |
| Электромагнитное дробеметное устройство | 1980 |
|
SU884840A1 |
| СПОСОБ ВИБРАЦИОННОЙ ПРАВКИ НЕЖЕСТКИХ ДЕТАЛЕЙ | 2010 |
|
RU2484910C2 |
СПОСОБ БЛОКИРОВАНИЯ И РАЗГРУЗКИ НЕЖЕСТКИХ ОПТИЧЕСКИХ ДЕТАЛЕЙ, заключаюплийся в том, что деталь размещают в ванне с разгружающей средой и устанавливают на опорах, о т л ичающийся тем, что, с целью повьшения точности разгрузки, деталь полностью погружают в разгружающую среду, в качестве которой берут порошкообразный сыпучий материал дисперсностью 0,1-5 мм, и сообщают последнему колебания интенсивностью, равной или меньшей ускорения свободного падения, при этом частоту колебаний изменяют последовательным увеличением ее от 1-5 Гц до приобретения сыпучей средой подвижности. § СП 00 О) 00 N9 СО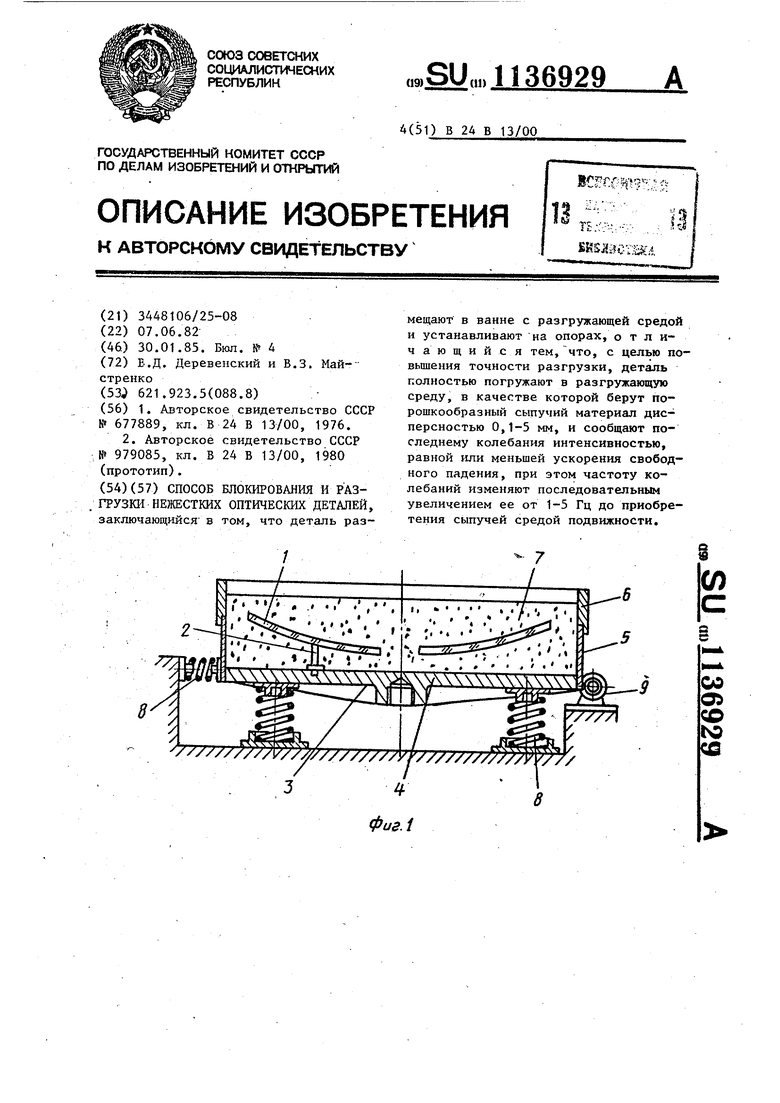
JL.
.2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ блокирования оптических деталей | 1977 |
|
SU677889A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ разгрузки нежестких изделий | 1980 |
|
SU979085A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
