1131
Изобретение относится к прокатноу производству, а именно к способам изготовления труб на станах холодной прокатки.
Цель изобретения - обеспечение езоправочной прокатки.
Способ осуществляется следующим образом.
Нагретую полую заготовку закаливают изнутри на глубину, равную 0,05- 0,5 толщины стенки. Затем заготовку готовят к холодной прокатке, для чего удаляют окалину, промывают, сушат, на наносят при необходимости покрытия, а потом смазывают. Холодную прокатку проводят без оправки. Обжатие з.а проход не превышает отношения толщины стенки заготовки к ее : наружному диаметру. Соотношение диаметров валка и заготовки составляет не менее 8. Коэффициент трения регулируется выбором состава смазки и в процессе прокатки составляет 0,10-0,25.
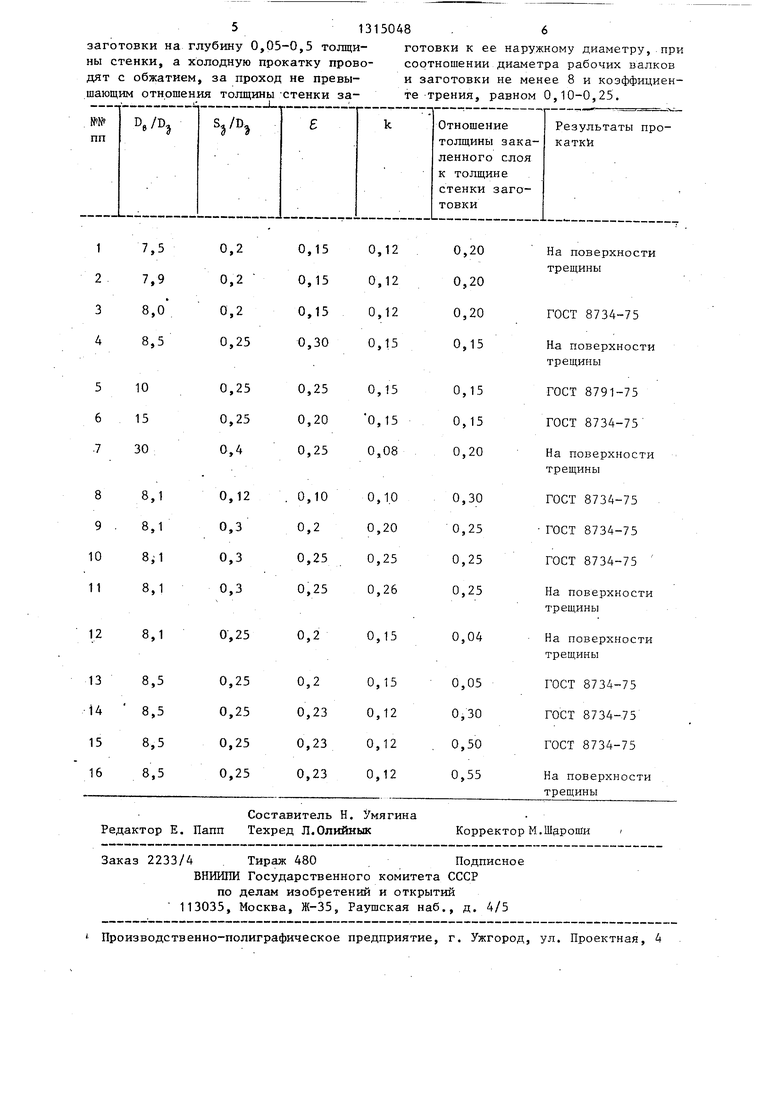
В таблице приведены экспериментальные данные холодной прокатки полых заготовок и предварительно закаленных
изнутри. I
Анализ результатов позволяет сделать следующие выводы.
Для получения качественного проката следует проводить закалку изнутри на глубину 0,05-0,5 толщины стенки. Закалка изнутри заготовки на глубину менее 0,05 толщины стенки не позволяет гарантировать подпирающего зффакта закаленного слоя в процессе холодной прокатки. Закалка на глубину более 0,5 толщины стенки заготовки существенно ограничивает использование пластических свойств материала заготовки. Обжатие за проход не превышающей отношения толщины стенкя заготовки (S, ) к ее наружному
диаметру (D.)
i
fn,ax - - 100% °Э
позволяет гарантировать сплошность закаленного слоя и наибольшее использование ресурса пластичности незакаленного слоя. Соотношение диаметров валка (Dg) и заготовки (Dj) должно быть не менее 8. Это обеспечивает длину очага деформации и необходимое напрайление деформации незака- ленАой части заготовки. При меньшем соотношении диаметров осуществляется
5
0482
продольная деформация, вследствие чего может произойти нарушение сплошности закаленной части заготовок. При соотношении диаметров более 8
деформация металла проходит в основном в поперечном направлении, Коэф- . фициент трения, составляющий 0,10- 0,25, позволяет создать в очаге деформации граничные условия, обеспе- .чивающие проскальзывание металла в осевом направлении, и истечение его в тангенциальном. При коэффициенте трения меньшем 0,10 может происходить осевое истечение металла, из-за чего сплошность закаленной части заготовки нарушится. При коэффициенте трения превышающем 0,25 деформация незакаленной части резко уменьшается. Результаты влияния параметров хо- .
лодной прокатки и глубины закаленного слоя полых заготовок из Ст. ЗОХНШФА на качество труб приведены в таблице, где использованы следующие обозначе- .
ния: DJ - диаметр.валка; DJ - диаметр заготовки; 5 - толщина стенки заготовки; - обжатие за проход; k - коэффициент трения.
Предлагаемый способ прокатки позволяет сократить парк оборудования по производству оправок, ликвидировать устройства по подаче смазки на поверхность оправки в очаге деформации, избежать применения настроечных устройств для установки оправки и тем 5 самым упростить и стабилизировать процесс. Отсутствие брака за счет поломок и дефектов оправок позволяет увеличить выход годного. Возможным становится увеличение производитель ности за счет увеличения темпа про- . катки.
Пример 1. Сплошной пруток диаметром 90 мм из Ст. ЗОХН2МФА ной 800 мм нагревают в камерной печи сопротивления до 1170 С и прошивают в двухвалковом стане винтовой прокатки 1-ШСиС-100. Прошивку проводят при угле подачи 14 , коэффициенте оваCQ лизации 1,15 на оправке диаметром 38 мм с вытяжкой Ш ,)1 ,7. После окончания прошивки оправку выводят из полой заготовки, а в отверстие заготовки подают воду температурой 18 С из
се водотока большого давления (во избежание образования паровой подушки) в течение 20 с. Дальнейшее охлаждение заготовки проводят на воздухе. Получают заготовку с наружным диаметром
D. 80 мм, толщиной стенки S 20мм и длиной 1350 мм. От полой заготовки отрезают патрубок длиной 150 мм. Исследование микротвердости по толщине стенки в сечении, удаленном от торца заготовки на 150 м, показывает глубину закаленного слоя равного 1,0 мм, что составляет.0,05 от толщины стенки.
Холодную полую заготовку лодвергают травлению в 20%-ном растворе серной кислоты в течение 40 мин для уда- Ленин окалины. Затем заготовку про- мьшают водой и выдерживают на возду
хе более 24 ч.
Холодную прокатку проводят без оправки на стане с диаметром валков 650 мм. Соотношение диаметров валка и заготовки составляет 8,1. Готовая труба имеет форму овала. Обжатие за проход равняется 23%, что меньше отношения SJ/DJ 20/80 0,25. В качестве смазки используют 5%-ный вод- ньш раствор хозяйственного мьша. По точности и качеству наружной и внутренней поверхностей труба не уступает трубе, полученной прокаткой на оправке.
Пример 2. Пруток диаметром
80 мм из Ст, 45;с1 длиной 700 мм нагревают в индукционной печи до 1200 С. Прошивку проводят в стане винтовой прокатки МИСиС-ЮО при угле подаче 14 , коэффифиенте овализации 1,13 на оправке диаметром 48 мм с вытяжкой ш 2,13. Получают полую заготовку, наружный диаметр которой DI 75 мм, толщина стенки S 12,5мм и длина 1500 мм. Охлаждение проводят на воздухе. Повторный нагрев проводят в камерной печи сопротивления до температуры 1100 С. Охлаждают отверстия заготовки маслом Индустриальное-20 в течение 40 с. Исследование микротвердости по толщине стенки в сечений, удаленном от торца заготовки на 200 мм, показывают глубину закаленного слоя равного 0,62 мм, что составляет U,Ub толщины стенки. Полую заготовку подвергают травлению в 20%-ном растворе серной кислоты в течение 50 мин для удаления окалины. Затем заготовку промывают водой и более суток выдерживают на воздухе.
Холодную периодическую прокатку проводят на валках диаметром (Dg) 600 мм. Отношение Dg/Dj. 8,0. Смазку проводят 5%-ным водным раствором
хозяйственного мыла, что обеспечивает коэффициент трения 0,10-0,11. Полученная труба имеет форму шестигранника. Обжатие за проход составляет 0,15, что не превышает отношения
S,/D 0,16. Точность трубы и качество поверхностей не уступает трубам, полученным холодной прокаткой на оправке.
Пример 3. Пруток диаметром 50 мм из Ст. 50РА длиной 100 мм нагревают в печи до 1180°С. Прошивку проводят в стане винтовой прокатки МИСиС-100 при угле подаче 14,
0
5
0
5 коэффициенте овализации 1,14 на оправке диаметром 15 мм с вытяжкой (1( 1,2. Получают полую заготовку с наружным диаметром Di. 48 мм и толщиной .стенки S 16,5 мм и длиной 1200 мм с отношением Dj/Sj 2,9. После окончания прошивки стержень с оправкой вьшодят из заготовки, а в отверстие подают под давлением во избежание образования паровой рубашки смесь воды и машинного масла в течение 30 с. Дальнейшее охлаждение проводят на воздухе. Исследуют микротвердость по сечению заготовки. Устанавливают глубину закаленного слоя, равного 8,25 мм, что составляет 0,50 от толщины стенки.
Полую заготовку для удаления окалины травят в течение 30 мин в 22%- ном растворе серной кислоты. Затем
5 промывают водой и сутки вьщерживают на воздухе.
Холодную периодическую прокатку проводят на валках диаметром . (Dg) 720,0 мм. Отношение Dg/D, равно 15. Смазка - стеариновая кислота, что обеспечивает коэффициент трения 0,24- 0,25. Готовая труба имеет форму овала с отверстием. Обжатие составляет 0,30, что меньше, чем S,/D 16,5/48 0,34. Качество поверхностей и точность трубы не уступает качеству труб, получаемых холодной прокаткой на оправке.
0
5
50 Формула изобретения
Способ изготовления профильньгх труб, преимущественно толстостенных, включающий холодную прокатку полой круглой заготовки рабочими валками, отличающийся тем, что, с целью обеспечения безоправочной прокатки, перед холодной прокаткой закаливают внутреннюю поверхность
55
51315048 , 6
заготовки на глубину 0,05-0,5 толщи- готовки к ее наружному диаметру, при ны стенки, а холодную прокатку прово- соотношении диаметра рабочих валков дят с обжатием, за проход не превы- и заготовки не менее 8 и коэффициен- шающим отношения толщины-стенки за- те трения, равном 0,10-0,25.
| название | год | авторы | номер документа |
|---|---|---|---|
| Оправка для винтовой прошивки | 1981 |
|
SU997868A1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ТРУБ РАЗМЕРОМ 610×28-32×4700-5400 мм ИЗ СТАЛЕЙ МАРОК 15Х1М1Ф И 10Х9МФБ-Ш НА ТПУ 8-16" С ПИЛИГРИМОВЫМИ СТАНАМИ ДЛЯ ТРУБОПРОВОДОВ ПРОМЕЖУТОЧНОГО ПЕРЕГРЕВА ПАРА КОТЕЛЬНЫХ УСТАНОВОК С ПОВЫШЕННЫМИ МЕХАНИЧЕСКИМИ СВОЙСТВАМИ | 2012 |
|
RU2522514C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕДЕФОРМИРОВАННЫХ МЕХАНИЧЕСКИ ОБРАБОТАННЫХ ТРУБ РАЗМЕРОМ 530Х16 ММ ПОВЫШЕННОЙ ТОЧНОСТИ ИЗ СТАЛИ МАРКИ 08Х18Н10Т ДЛЯ ОБЪЕКТОВ АТОМНОЙ ЭНЕРГЕТИКИ | 2013 |
|
RU2553729C1 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛЬНЫХ ТРУБ ИЗ НИЗКОЛЕГИРОВАННЫХ ТРУДНОДЕФОРМИРУЕМЫХ И УГЛЕРОДИСТЫХ МАРОК СТАЛИ | 2007 |
|
RU2371265C2 |
| СПОСОБ ПРОИЗВОДСТВА ДЛИННОМЕРНЫХ ПЕРЕДЕЛЬНЫХ ТРУБ РАЗМЕРОМ 265×22×13000±300 И 285×25×11750±50 мм ИЗ ПОЛЫХ СЛИТКОВ-ЗАГОТОВОК ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА СТАЛИ МАРОК 08Х10Н20Т2 И 08Х10Н16Т2 ДЛЯ ВЫДВИЖНЫХ СИСТЕМ-ПЕРИСКОПОВ ПОДВОДНЫХ ЛОДОК | 2012 |
|
RU2527591C2 |
| Оправка для горячей прокатки труб | 1985 |
|
SU1308405A1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ДЛИННОМЕРНЫХ ТРУБ РАЗМЕРОМ 465×75 мм ДЛЯ ПАРОВЫХ КОТЛОВ, ПАРОПРОВОДОВ И КОЛЛЕКТОРОВ УСТАНОВОК С ВЫСОКИМИ И СВЕРХКРИТИЧЕСКИМИ ПАРАМЕТРАМИ ПАРА ИЗ СЛИТКОВ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА СТАЛИ МАРКИ 10Х9МФБ-Ш | 2012 |
|
RU2527587C2 |
| Способ прокатки профильных гильз | 1979 |
|
SU902958A1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ТРУБ РАЗМЕРОМ 610×28-32×5300-6000 мм ИЗ СТАЛЕЙ МАРОК 15Х1М1Ф И 10Х9МФБ-Ш ДЛЯ ТРУБОПРОВОДОВ ПРОМЕЖУТОЧНОГО ПЕРЕГРЕВА ПАРА КОТЕЛЬНЫХ УСТАНОВОК | 2012 |
|
RU2527523C2 |
| СПОСОБ ПРОШИВКИ ДЛЯ ИЗГОТОВЛЕНИЯ БЕСШОВНОЙ ТРУБЫ | 2004 |
|
RU2309810C2 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
