Изобретение относится к прокатном производству и может быть использовано в прокатных клетях ггреимущест- венно обжимных и толстолистовый станов .
Цель изобретения - улучшение динамических характеристик главной линии стана и упрощение конструкции.
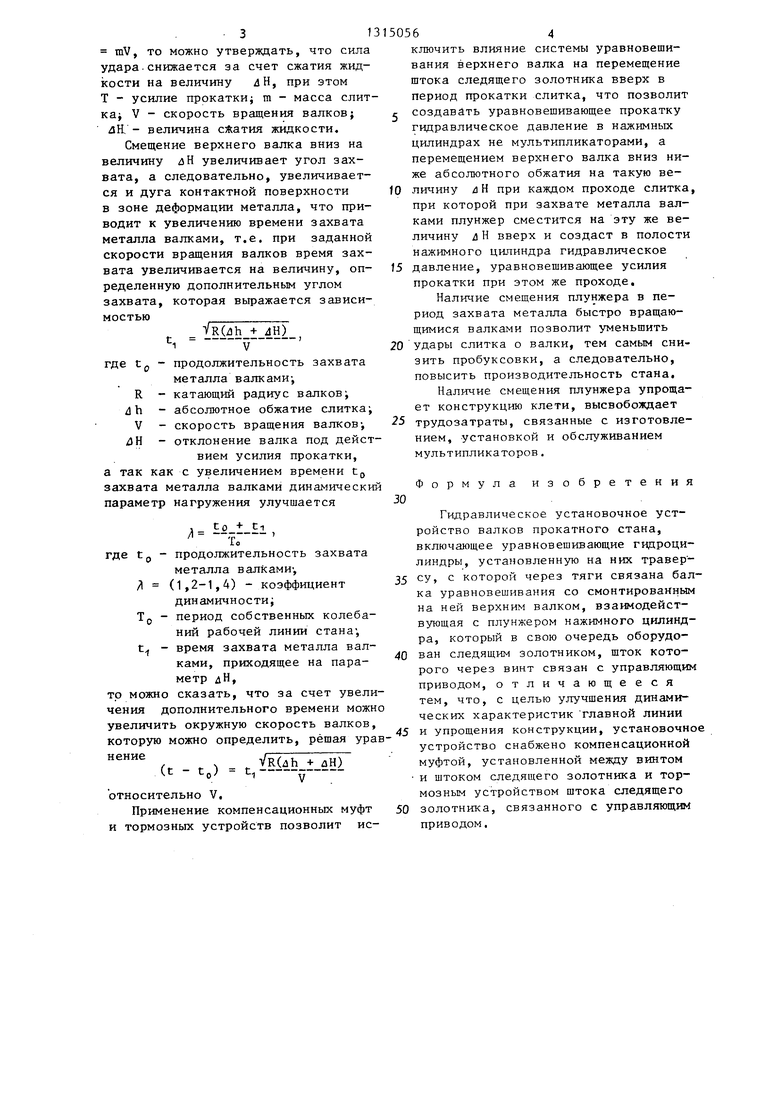
На фиг. 1 изображена схема гидравлического устройства на фиг. 2 - тормозное устройство и следящий золотник, разрез.
Гидравлическое установочное устройство содержит цилиндр 1 уравновешивания, траверсу 2, которая посред- ством тяги 3 соединена с балкой 4 уравновешивания и верхним валком 5, плунжер 6 нажимного цилиндра 7 взаимодействует с балкой 4 уравновешивания и валком 5 и образует в цилинд- ре 7 переменную емкость 8, заполненную рабочей жил;костью (например, минеральным маслом с модулем упругости Е 17500 кГс/см2). Полость 8
патрубком 9 соединена со следящим
золотником 10, трубами 11 - с аккумулятором давления, а через отверстия 12 - со сливным трубопроводом насосно-аккумуляторной станции (аккумулятор давления и насосная стан- ция (не показаны). Шток 13 следящего золотник а через винтовой вал 14 и механическую передачу 15 соединен с электродвигателем 16„ На корпусе следящего золотника смонтировано тормозное устройство 17, выполненное в ввде муфты с присоединительным фланцем 18, на котором установлены элементы тормозного устройства: рычаги 19, колодки 20, тяга 21 рычаг 22, толкатель 23, Толкатель 23 и электродвигатель 16 соединены между собой электрически. Винтовой вал 14 выполнен составным и снабжен компенсатором в виде соединительной муфты, которая Имеет пружину 24, рубашку 25, диски 26, фланцы 27 со стяжньпуги болтами. Тормоз 17-имеет противо- Шзшьные резиновые кольца 28,
Гидравлическое установочное уст- ройство валков прокатного стана работает следующие образом,
При переключении золотника 10 вверх электродвигателем 16 и толка- телем 23 полость 8 посредством труб 9 и 11 сообщается с аккумулятором давленияJ под действием которого поршень цилиндра -1 и валок 5 перемеща
5 0
5
5 0 5
0
ются вниз вследствие неравенства сечений цилиндров 7 и 1,
При переключении золотника 10 вниз электродвигателем 16 и толкателем 23 полость 8 посредством патрубка 9 и отверстия 12 сообщается со сливным трубопроводом и,от гидравлического давления аккумулятора гидроцилиндр 1 через соединительные элементы пе- ремещает валок 5 вверх.
При остановках золотник 10 сред- ней частью перекрывает полость 8 нажимного цилиндра 7, а сам золотник фиксируется тормозным устройством 17. При прокатке валок 5 перемещается вверх и сжимает жидкость в полости 8 нажимного цилиндра на величину ЛН. При этом пружина 24 сжимается, а давление в уравновешивающем цилиндре 1 следует за поршнем данного цилиндра, что позволяет плавно перемещать валок 5 вниз в конце прокатки.
Технологически слитки прокатывают по заранее составленным режимам, откуда следует,, что каждому проходу слитка соответствует определенный параметр обжатия, а гидравлически это означает, что каждому проходу слитка соответствует определенный объем жидкости в нажимных цилиндрах, который под действием давления металла, на валки- сжимается на определенную величину, выражающуюся зависимостью
НТ EF где Н - высота сжимаемой жидкости
в нажимных цилиндрах; Т - усилие прокатки; Е - модуль упругости жидкости; F - площадь нажимного цилиндра; ЛН параметр сжатия жидкости или отклонение валка под действием усилия прокатки.
Согласно этой зависимости, чтобы получить уравновешивающую прокатку силу Т, достаточно перемещать верхний валок вниз на величину 4Н отклонения валка, которая заранее рассчитывается и суммируется с параметром обжатия того прохода, для которого она определена. При этом жидкость в нажимных цилиндрах приобретает гидравлическое давление, которое уменьшает пробуксовки в период установившегося прокатки.
Так как взаимодействие двух тел (удар) описывается уравнением dHT
ц
31
mV, то можно утверждать, что сила удара.снижается за счет сжатия жидкости на величину лН, при этом Т - усилие прокаткиj m - масса слитка j V - скорость вращения валков; ЛЕ - величина сжатия жидкости.
Смещение верхнего валка вниз на величину dH увеличивает угол захвата, а следовательно, увеличивается и дуга контактной поверхности в зоне деформации металла, что приводит к увеличению времени захвата металла валками, т.е. при заданной скорости вращения валков время захвата увеличивается на величину, определенную дополнительным углом захвата, которая выражается зависимостью
VR( Ю
v
где tp - продолжительность захвата
металла валками; R - катающий радиус валков; 4b - абсолютное обжатие слитка;
V - скорость вращения валков; 4Н - отклонение валка под действием усилия прокатки, а так как с увеличением времени t захвата металла валками динамически параметр нагружения улучшается
, to + Ci
А -,-;;
io
где tp - продолжительность захвата
металла валками; / (1,2-1,4) - коэффициент
динамичности;
Тр - период собственных колебаний рабочей линии стана; t - время захвата металла валками, приходящее на параметр лН,
то можно сказать, что за счет увеличения дополнительного времени можн увеличить окружную скорость валков, которую можно определить, решая уранение
(с - t) Ц
VR(dh + аН)
-о/ -1у
относительно V,
Применение компенсационных муфт и тормозных устройств позволит ис50564
ключить влияние системы уравновешивания верхнего валка на перемещение штока следящего золотника вверх в период прокатки слитка, что позволит
г создавать уравновешивающее прокатку гидравлическое давление в нажимных цилиндрах не мультипликаторами, а перемещением верхнего валка вниз ниже абсолютного обжатия на такую ве-
0 личину dH при каждом проходе слитка, при которой при захвате металла валками плунжер сместится на эту же величину л Н вверх и создаст в полости нажимного цштиндра гидравлическое
t5 давление, уравновешивающее усилия прокатки при этом же проходе,
Наличие смещения плунжера в период захвата металла быстро вращающимися валками позволит уменьшить
0 удары слитка о валки, тем самым снизить пробуксовки, а следовательно, повысить производительность стана,
Наличие смещения плунжера упрощает конструкцию клети, высвобождает
5 трудозатраты, связанные с изготовлением, установкой и обслуживанием мультипликаторов.
Формула изобретения
30
Гидравлическое установочное устройство валков прокатного стана, включающее уравновешивающие гидроцилиндры, установленную на них траверсу, с которой через тяги связана балка уравновешивания со смонтированным на ней верхним валком, взаимодействующая с плунжером нажимного цилиндра, который в свою очередь оборудован следящим золотником, шток которого через винт связан с управляющим приводом, отличающееся тем, что, с целью улучшения динамических характеристик главной линии
и упрощения конструкции, установочное устройство снабжено компенсационной муфтой, установленной между винтом и штоком следящего золотника и тормозным устройством штока следящего
золотника, связанного с управляющим приводом.
Редактор Е.Папп
Составитель Г.Ростов
Техред А. Кравчук Корректор Н.Король
Заказ 2234/5
Тираж 480 Подписное ВНИИГШ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Дроизводственно-полиграфическое предприятие, ГоУжгород, ул.Проектная, 4
Фиг.2
-л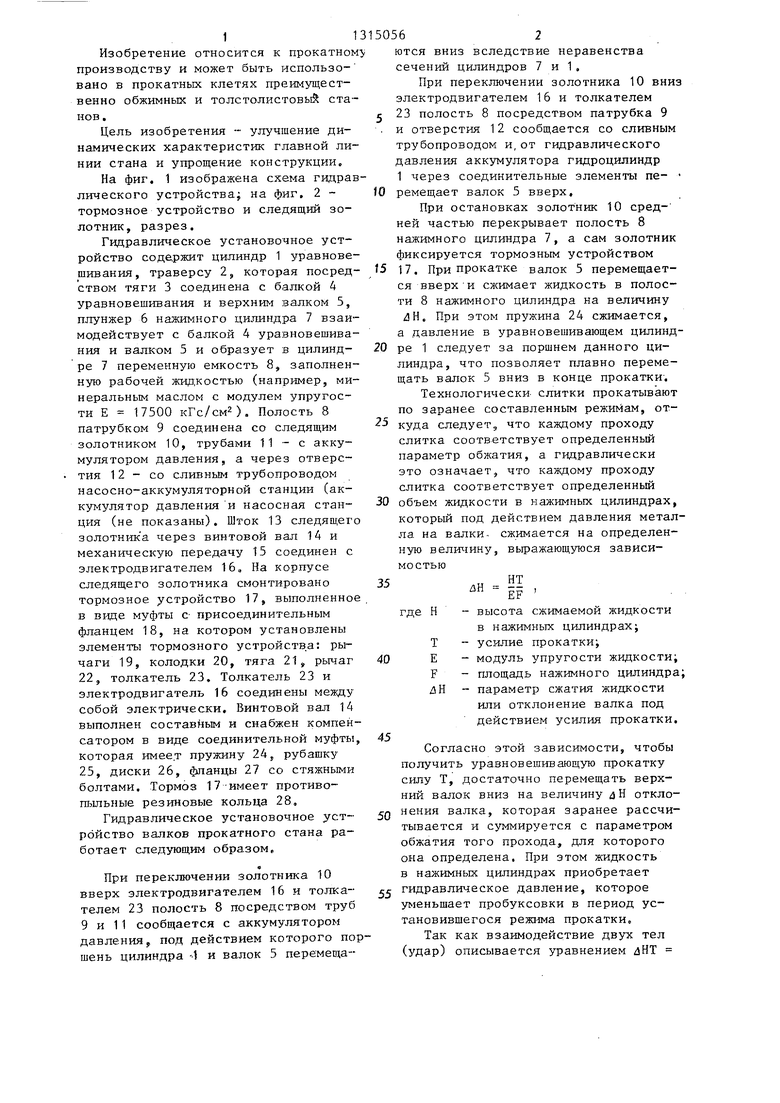
| название | год | авторы | номер документа |
|---|---|---|---|
| Нажимное устройство прокатной клети | 1980 |
|
SU869884A1 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ ВАЛКА ОБЖИМНОГО СТАНА | 1996 |
|
RU2104107C1 |
| Гидромеханическое устройство установки рабочего валка | 1990 |
|
SU1733140A1 |
| Гидромеханическое установочное устройство рабочего валка | 1986 |
|
SU1328017A1 |
| Гидравлическое установочное устройство прокатного стана | 1987 |
|
SU1435343A1 |
| Устройство уравновешивания валков прокатного стана | 1981 |
|
SU954126A1 |
| Гидравлическое установочное устройство прокатного стана | 2016 |
|
RU2667944C2 |
| Прокатная клеть | 1979 |
|
SU839636A1 |
| Прокатная клеть | 1981 |
|
SU990353A1 |
| ГИДРАВЛИЧЕСКОЕ УСТРОЙСТВО ДЛЯ УРАВНОВЕШИВАНИЯ РАБОЧЕГО ВАЛКА ОБЖИМНОГО ПРОКАТНОГО СТАНА С ВЫРАВНИВАНИЕМ ДАВЛЕНИЯ В ОПОРАХ НАЖИМНЫХ ВИНТОВ И ВИНТОВЫХ ПАРАХ | 2001 |
|
RU2201303C2 |
Изобретение относится к прокатному производству и может быть использовано в прокатных клетях преимущественно обжимных и толстолистовых станов. Целью изобретения является улучшение динамических характеристик главной линии стана и упрощение конструкции. Валок при -каждом проходе устанавливают ниже абсолютного обжатия на величину и И сжатия жидкости в цилиндре 7 при этом же проходе.При захвате металла валок смещается вверх на эту величину, при этом полученное гидравлическое давление уравновешивает- усилие прокатки. Вместе с валком 5 перемещается балка 4, тяга 3 и траверса 2. Для исключения срабатываний золотника 10 винтовой вал 14 связан с плунжером следующего золотника 10 компенсационным устройством в виде муфты, а шток 13 оборудован тормозом 17, удержив.ающим его в нужном положении. Перемещение верхнего валка вниз перед прокаткой позволяет несколько увеличить длину дуги захвата, за счет чего увеличивается время захвата, что вместе с перемещением валка вверх (сжатие жидкости) при захвате позволяет улучшить динамические характеристики клети. Отсутствие мультипликаторов значительно упрощает конструкцию. 2 ил. f6 /« /S г (Л со ел о ел Oi иг. 1
| Иванченко Ф.К | |||
| и др | |||
| Динамика и прочность прокатного оборудования.- М.: Металлургия, 1970, с | |||
| Способ получения нерастворимых лаков основных красителей в субстанции и на волокнах | 1923 |
|
SU132A1 |
| Приспособление для плетения проволочного каркаса для железобетонных пустотелых камней | 1920 |
|
SU44A1 |
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
| Приспособление к индикатору для определения момента вспышки в двигателях | 1925 |
|
SU1969A1 |
