Изобретение относится к обработке металлов давлением и может быть использовано, в частности, при холодном волочении высоколегированнЪш марок сталей и сплавов.
Целью изобретения является обеспечение надежного определения момента возникновения налипан1м металла на оправку.
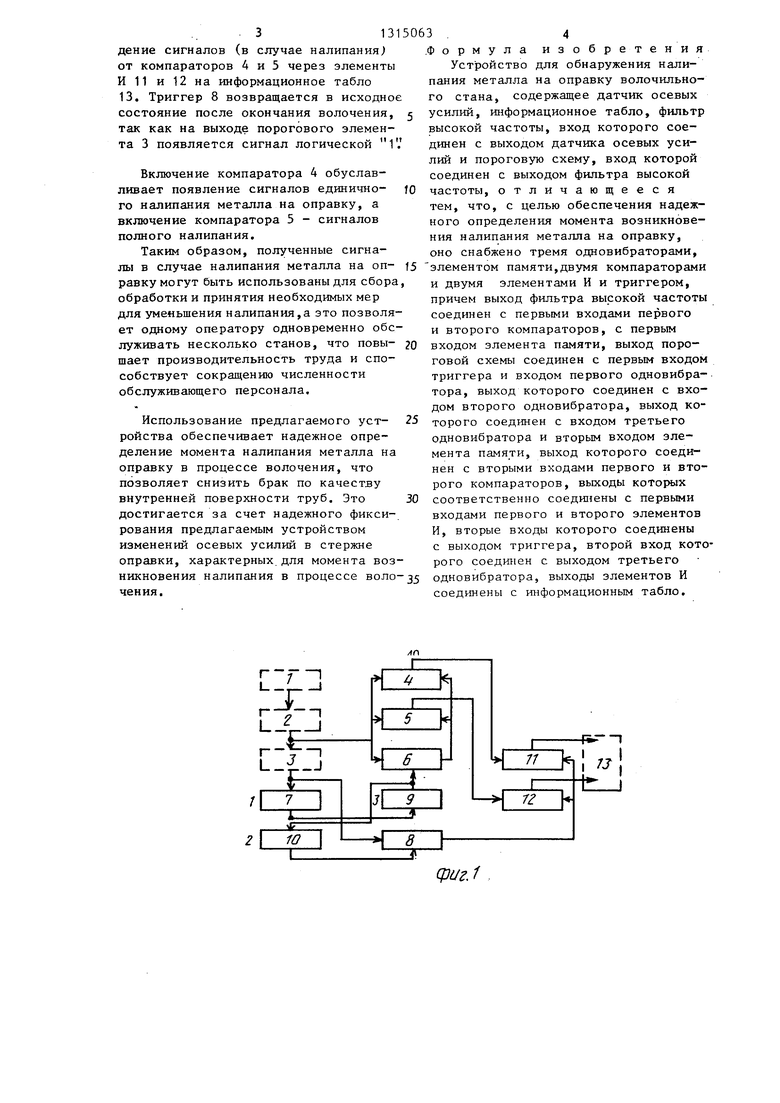
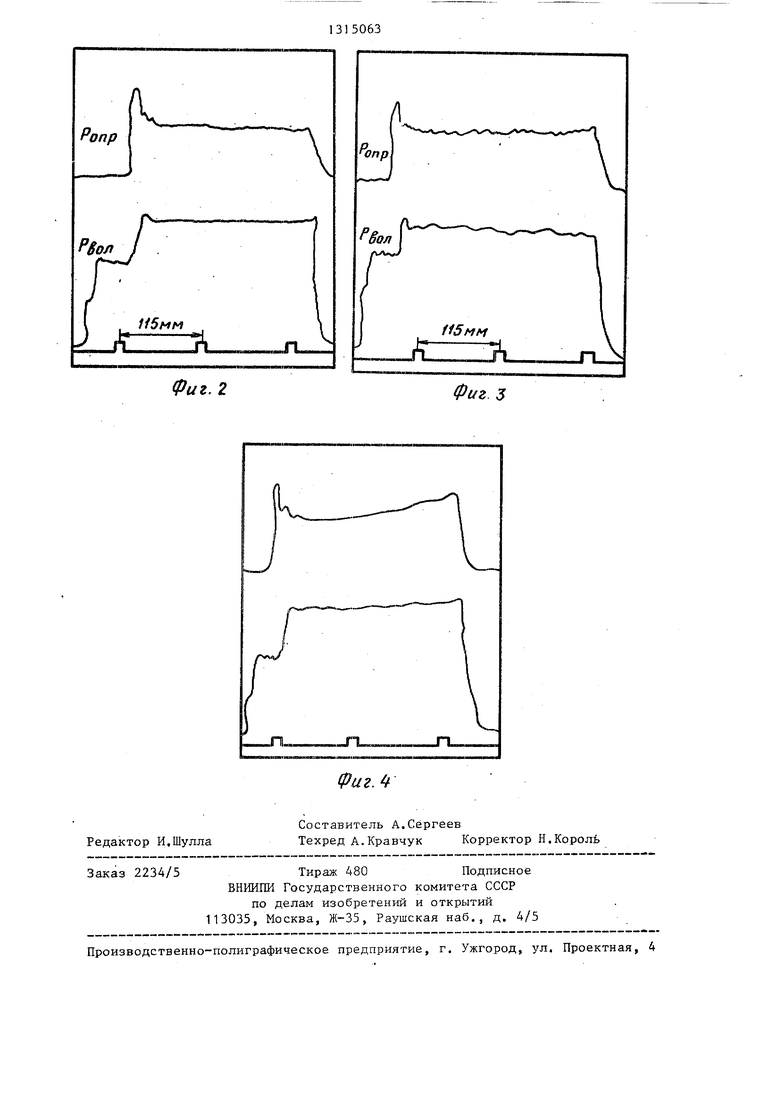
. На фиг. 1 представлена блок-схема предлагаемого устройства; на фиг„2 - осциллограмма изменения осевых усили в стержне оправки при волочении труб из стали ЭИ847-1Ш на стане ZVL-12,5K в условиях отсутствия налипания-, на фиг. 3 - осциллограмма изменения усилий в стержне оправки при волочении труб из стали ЭИ844БУИД на стане ZVL-12,5K В условиях начала налипания металла на оправку на фиг. 4 - осциллограмма изменения усилий в стержне опргшки при волоче- ;нии труб из стали ЭИ847-ПШ на стане ZVL-12,5K в условиях полного нали- пания.
Устройство содержит датчик 1 осевых усилий, фильтр 2 высокой частоты, вход которого соединен с выходом датчика 1 осевых усилий, а выход фильтра соединен с входом пороговой схемы З и соединен с первьми входами компараторов 4 и 5 и с первым входом элемента 6 памяти. Выход пороговой схемы 3 соединен с входом одно- вибратора 7 и с первым входом триггера В, выход одновибратора 1-е входом одновибратора 9, выход которого соедршен с входом одновибратора 10 и с вторым входом элемента 6 памяти, а выход последнего - с вторыми входами компараторов 4 и 5 j, выхода которых соответственно соединены с первыми входами элементов И 11 и 12 J а вторые вход1л которых соединены с выходом триггера 8, второй вход которого подсоединен к выходу одновибратора 10, выходы элементов И 11 и 12 соединены с информативным табло 13.
Устройство работает следующим образом.
В момент начала волочения стержень оправки испытывает резкое увеличение усилия, которое передается датчику 1 осевых усилий. При этом на выходе датчика 1 появляется скачкообразный выброс напряжения, имеющий форму, приведенную на фиг„ 2-4. Затем это напряжение уменьшается до определенного уровня, который и характеризует технологический процесс. Сигнал датчика 1 поступает на вход
фильтра 2 высокой частоты, который не пропускает высокочастотную составляющую с целью исключения ложных сигналов, возникающих из-за Индустриальных помех и других факторов. Сигнал с фильтра 2 поступает на входы порогового элемента 3, компараторов 4 и 5, элемента 6 памяти, при этом на выходе порогового элемента 3 появляется высокий уровень сигнала,
равный логической 1. Этот сигнал подготавливает триггер 8 к работе, а его передний фронт запускает одно- вибратор 7, на выходе которого формируется имггульс длительностью незначительно большей, чем длительность выброса напряжений осевого усилия в начале волочения. Задним фронтом выходного импульса одновибратора 7 одновибратор 9 формирует импульс
длительностью, необходимой для запоминания напряжения датчика 1 осевых усилий элементом 6 памяти.
Выходное напряжение элемента памяти (после запоминания) должно быть
несколько выше фактического, чтобы не появился дребезг на выходе компа-, раторов 4 и 5, что может вызвать ложное срабатывалие сигнализации о налипании металла.
Таким образом, на первые входы компараторов подается текущее значение напряжения датчика осевого усилия, а на вторые входы - значение выходного напряжения датчика 1 осевого усилия, что позволяет автоматически следить за изменением величины усилий, возникающих на стержне оправки в заданных зонах. Компараторы 4 и 5 настраиваются таким образом, чтобы переброс осуществлялся при напряжении на выходе фильтра 2, превышающим соответственно на 10 и 20% напряжение, зафиксированное в начале волочения. Для исключения ложных сигналов сигнализации о налипании металла в процессе запоминания информации величины напряжения усилия служит третий одновибратор 10, сигнал на его выходе появляется после исчезновения сигнала одновибратора 9. Сигналом одновибратора 10 триггер 8 переходит из логического состояния О в состояние 1, разрешая прохождение сигналов (в случае налипания от компараторов 4 и 5 через элементы И 11 и 12 на информационное табло 13. Триггер 8 возвращается в исходное состояние после окончания волочения, так как на выходе порогового элемента 3 появляется сигнал логической 1
Включение компаратора 4 обуславливает появление сигналов единично- го налипания металла на оправку, а включение компаратора 5 - сигналов полного налипания.
Таким образом, полученные сигналы в случае налипания металла на оп- равкумогут быть использованы для сбора обработки и принятия необходимых мер для уменьшения налипания,а это позволяет одному оператору одновременно обслуживать несколько станов, что повы- шает производительность труда и способствует сокращению численности обслуживающего персонала.
Использование предлагаемого уст- ройства обеспечивает надежное определение момента налипания металла на оправку в процессе волочения, что позволяет снизить брак по качеству внутренней поверхности труб. Это достигается за счет надежного фиксирования предлагаемым устройством изменений осевых усилий в стержне оправки, характерных для момента возникновения налипания в процессе волочения.
.Формула изобретения
Устройство для обнаружения налипания металла на оправку волочильного стана, содержащее датчик осевых усилий, информационное табло, фильтр высокой частоты, вход которого соединен с выходом датчика осевых усилий и пороговую схему, вход которой соединен с выходом фильтра высокой частоты, отличающееся тем, что, с целью обеспечения надежного определения момента возникновения налипания металла на оправку, оно снабжено тремя одновибраторами,
элементом памяти,двумя компараторами и двумя элементами И и триггером, причем выход фильтра высокой частоты соединен с первыми входами первого и второго компараторов, с первым входом элемента памяти, выход пороговой схемы соединен с первым входом триггера и входом первого одновибра- тора, выход которого соединен с входом второго одновибратора, выход которого соединен с входом третьего одновибратора и вторым входом элемента памяти, выход которого соединен с вторыми входами первого и второго компараторов, выходы кото1 ых соответственно соединены с первыми входами первого и второго элементов И, вторые входы которого соединены с выходом триггера, второй вход которого соединен с выходом третьего одновибратора, выходы элементов И с информационным табло.
(pi/г.
Ропр
опр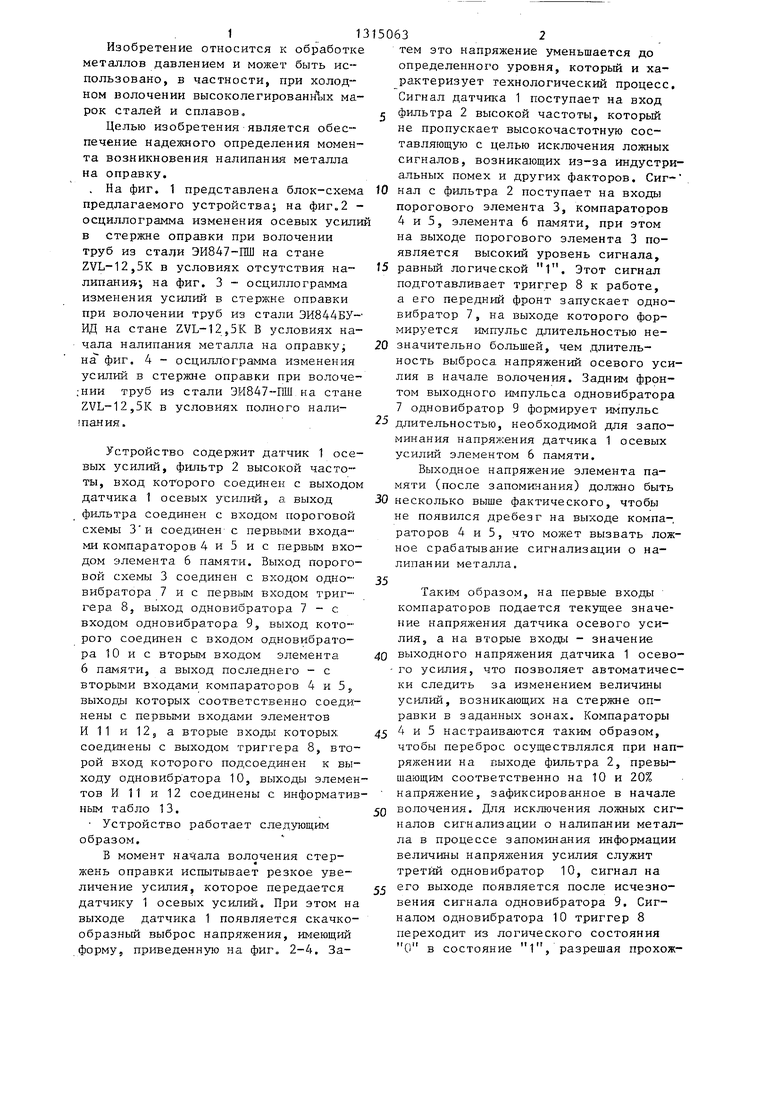
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обнаружения налипания металла на оправку стана холодной прокатки труб | 1982 |
|
SU1052296A1 |
| Способ обнаружения налипания металла на прокатный инструмент при прокатке труб | 1978 |
|
SU774642A1 |
| Устройство контроля и измерения энергетических параметров многодуговой сварки переменным током | 1989 |
|
SU1690991A1 |
| Рентгеновский генератор | 1983 |
|
SU1163491A1 |
| Способ обнаружения налипания металла на прокатный инструмент | 1981 |
|
SU995943A1 |
| Датчик наличия металла в валках прокатной клети | 1989 |
|
SU1676696A1 |
| Формирователь циклов многопроходной прокатки | 1987 |
|
SU1437122A2 |
| Датчик наличия металла в двухниточной прокатной клети | 1989 |
|
SU1632536A1 |
| Устройство определения фазы топливоподачи дизеля | 1984 |
|
SU1179130A1 |
| Устройство для счета движущихся предметов | 1985 |
|
SU1259306A1 |
Изобретение относится к обработке металлов давлением и может использоваться при холодном волочении высоколегированных марок сталей и сплавов. Цель изобретения - обеспечение надежного определения момента возникновения налипания металла на оправку. Это достигается введением новых блоков и функциональных связей, позволяющих фиксировать незначительные изменения осевых усилий на стержень оправки, возникающих в начальной стадии процесса налипания металла на оправку, и исключить ложные срабатывания в момент начала волочения. 4 ил. с (Л ОО ел оО5 00
Рбол
Фиг. 2
фиг Z
JTL
ФигЛ
Редактор И.Шулла
Составитель А.Сергеев
Техред А.Кравчук Корректор Н.КоролЬ
2234/5
Тираж 480Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Способ обнаружения налипания металла на прокатный инструмент при прокатке труб | 1978 |
|
SU774642A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Устройство для обнаружения налипания металла на оправку стана холодной прокатки труб | 1982 |
|
SU1052296A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
