о
ел
ND
SO
С0 О
Изобретение относится к обработке металлов-давлением и может быть использовано при холодной (теплой) прокатке труб из малолегированных и нержавеюцих марок сталей.
. Известно устройство для обнаружения налипания металла при прокатке, содержащее приборы для измерения амплитудно-частотных характеристик процесса и сравнения их сэталонными. При этом контролируют колебания прокатываемого металла в вертикальной плоскости на выходе из чистовой клети, из спектра частот выделяют составляющую колебаний с частотой вращения валка и о налипании металл судят по 3-4-кратному увеличению амплитуды выделенной составляющей flj .
Однако известным устройством можно контролировать налипание металла только в том случае, если процесс прокатки носит непрерывный характер а прокатываемое изделие может совершать копе&аякя в вертикальной плоскости на выходе из клети. Процесс холодной (теплой) прокатки периодический характер и прокатываемая труба на выходе иэ клети не имеет степеней свободы ни в вертикальной, ни в горизонтальной плоскости. Труба зажата прокатными валками в клети стана ив переднём патрона, поворота и соверяиает только прерывистое врацательногпоступаФельное:движение вдоль оси прокатки, floэтому.известным устройством нельзя определить момент налипания при холодной прокатке труб
Наиболее близким к предлагаемому по твх1йической стадности, является устройство для обнаружения валипайия металла на прокатный инструмент при ХОЛОДНОЙ (теплбй) прокатке труб, состоящее из датчика осевого йеретлещения стержня оправки, соединенного со входом преобразователя, представляюцего собой Формирователь импульсов типа триггера Шмидта, -выход кото юго подключен на один из входов блока логики, выполиЯкяаего счетные и логические Ог ёра1ДЙи и собранного на базе элементов Логика Т, датчи ков крайних положений клети стака, соединенных со в-сорам входом блока логики, и информационного табло, подключенного на шлход бло1(а яогики 2 .,
Одаако данным устройством нельзя однозначно определить мсжент возник- новения налипания металла на проKaTHbOt инструмент.
Известным устройством контролируют частоту осевых колебаний стержня оправки и сравнивают ее с часто- ; той рабочего хода клети стана. Сиг- / нал о наличии налипания устройство /
вьвдав# тогда, когда частота осевых колебаний стержня оправки превышает частоту рабочего хода клети в , два и более раз.
При производстве труб холодной (теплой) прокаткой на оправке имеют место случаи, когда частота осевых колебаний стержня оправки, йызван ных изменением осевых усилий в процессе прокатки, в услови-ях отсутст-V ВИЯ налипания более чем в два раза превьшает частоту рабочего хода клети стана. На частоуу осевых колебаний стержня оправки в процессе прокатки оказывают влияние различные факторы технологического характера, а также факторы, обусловленные конструктивными особенностями стана и техническим состоянием его механизмов.
Цель изобретения - обеспечение надежного определения момента возникновения налипания металла для устранения брака по качеству внутренней поверхности труб.
Поставленная цель достигается тем что устройство дляобнаружения налипания металла на оправку стана.холодной прокатки труб, содержащеедатчик Осевых усилий, возникающих в стержне .onpaBj H,,соединенный со входом преобразователя, выход которого подключен на один из входов блока логики, датчик крайнего положения клег тй стана, соединенный со вторым входом блока логики, и информационное табло, подключенное на выход блока логики, дополнительно снаб- , женЬ фильтромвысокой частоты и пороговой схемой, выход которой подключен на вход преобразователя, а вход соединен с выходом фильтра высокой частоты, при этом вход фильтра подключен к датчику осерых усилий
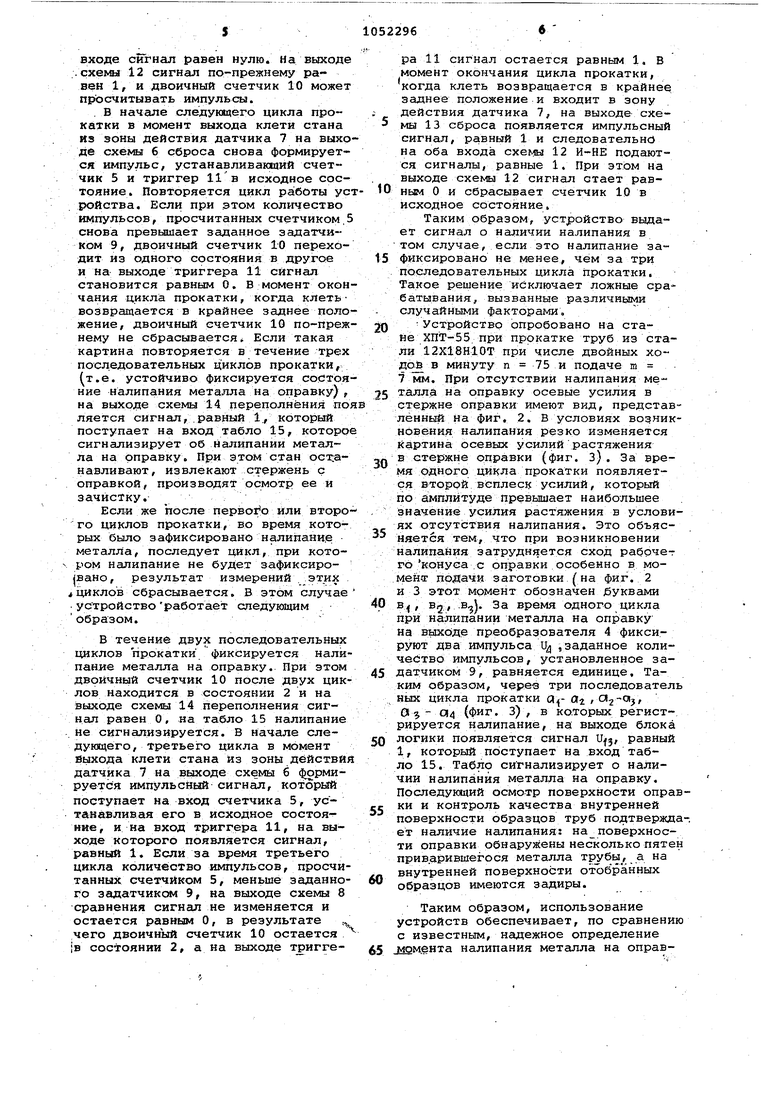
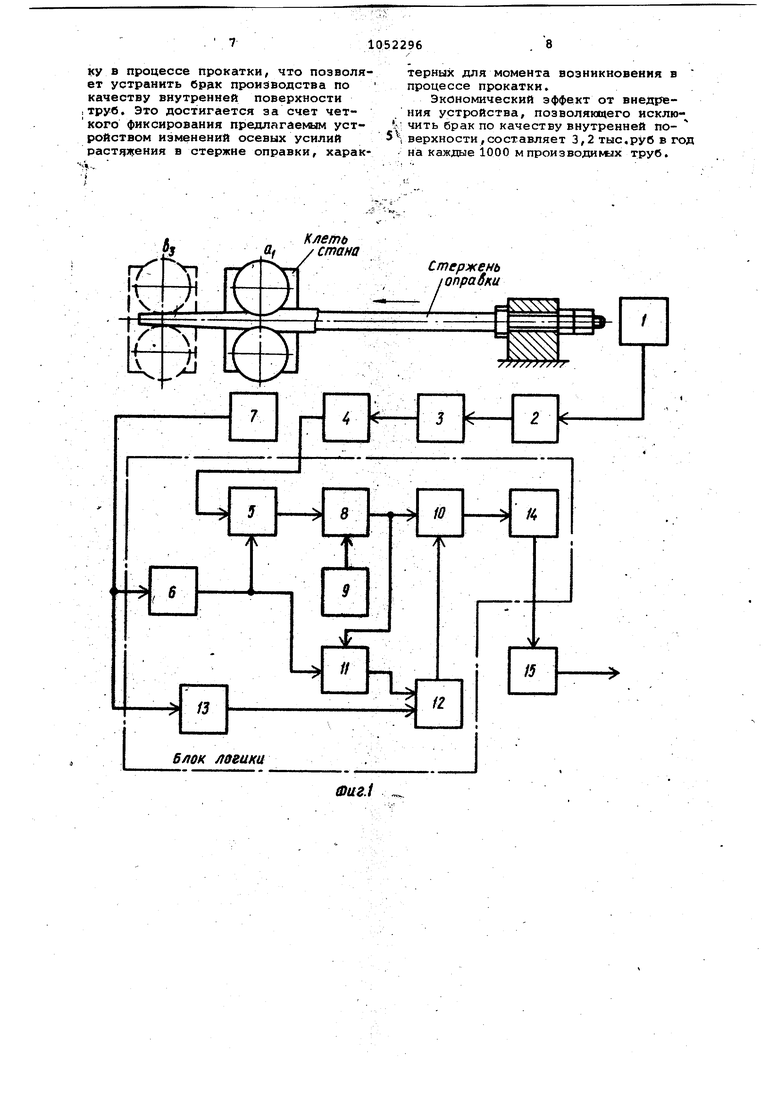
На фиг. 1 представлено устройство (чистота колебаний осевых усилий в стержне оправки на порядок выше Частоты рабочего хода клети стана) на фиг. 2 - осциллограмма изменения осевых усилий в стержне оправки при прокатке труб из стали Г2Х18Н1рТ на стане КПТ-55 в условиях отсутствйя налипания в момент времени, а клеть става находится в крайнем заднем положении, в момент Ъ - в крайнем переднем), на фиг. 3 - осциллограмма Изменений усилий раст51жения в стержне оправки при прокатке в, условиях возникновения налипания и циклограмма работы предлагаемого устройства.
Устройство содержит датчик 1 осевого усилия растяжения в стержне оправки, фильтр 2 высокой частоты, собранныйi по схеме активного фильтра, на операционном усилителе К284УД1Б, на вход которого подключен датчик 1, a выход фильтра соединен со входом пороговой схемы 3, собран ной по схеме компаратора на микросх ме К284ПУ1, выход которой подключен на вход преобразователя 4, представ ляющего собой триггер Шмидта на мик росхеме серии К155, выход которого подключен на один из входов блока логики. Блок логики включает блоки, представляющие собой счетные и логические элементы серии К155. На счетный вход десятичного счетчика 5 подключен выход преобразователя 4, а на вход установки нуля этого счет чика подключен выход схемы 6 сброса десятичного счетчика, на вход кото. рой подключен датчик 7 крайнего заднего положения клети стана. Выход десятичного счетчика 5 соедй нен с одним из входов схемы 8 срав-. I нения, на второй вход которой подключей задатчик 9, Выход схемы 8 сравнения соединен со счетным входом двоичного счетчика 10 и с прямым входом триггера 11, на второй вход установки триггера 11 в исходное состояние подключен выход 6 сброса. Выход триггера 11 подключен на один из входов логической схемы 12 И-НЕ, на второй вход которой подключен выход схемы 13 сброса двоичного с етчика, на вход которой подключен датчик 7 крайнего, заднего положения стана. Выход схема 12 соединён со входом установки двоичного счетчика 10 . в исходное состояние, а выход счетчика 10 соединен со входом схемы 14 11ё вполнения, выход которой .подключен на вход табло 15, сигнализирую;адего 6 возникновении налипания. Устройство работает следующим образом. В момент начала прокатки, когда клеть стана начинает перемещаться вперед и выход ить из зоны действия датчика 7 крайнего заднего положет ния клети, на выходе схемы 6 сброса появляется Импульсный сигнал, ра ный 1, который, поступая на входы десятичного счетчика 5 и триггера 1 устанавливает их в исходное состояние. При на выходе счетчика 5 сигнал равен О, на выходе триггера 11 сигнал равен 1, а на выходе ; схемы 13 сброса десятичного счетчик сигндл не изменяется и равен 0. Сче :чики 5 и 10 находятся в иЪходном со тоянии и готовы для просчета импуль сов, в процессе дальнейшего перемещения клети стана начинается процес ;дефо{ 1ации заготовки на оправке, возникают осевые усилия в стержне оправки и на выходе датчика 1 осево го усилия растяжения появляется сиг нал, имеющий форму, приведенную на фиг. 2 (А), и соответствующий услоВИЯМ прокатки при отсутствии налийа. ния. Сигнал датчика поступает на вход фильтра 2 высокой частоты, который не пропускает высокочастотную составляющую с целью исключения яожных срабатываний устройства, и .затем поступает на вход пороговой схемы 3. Йороговое устройство настроено таким образом, что пропускает только ту часть сигнала датчика, которая превышает значение, равное 0,8 ,, Нт« наибольшее значение сигнала датчика 1 при отсутствии налипания. Такое решение исключает влияние случайных отклонений и всплесков зна чений осевых усилий на дрстоверность и надежность определения момента Налипания металла на оп эавку. Значение, коэффициента, равное 0,8, принято в результате анализа большого статистического материала по замерам осевых усилий растяжения в стерж не оправки при прюкатке как при отсутствии налипания, так ив условиях возникновения налипания. Такое значение гарантированно отсеивает . случайныеотклонения усилий растяжения и пропускает отклонения сили. характерные для момента возникновения налипания. Сигнал с выхода пороговой схемы 3 поступает на вход преобразователя 4, на выхоДе которого формируются П-образные импульсы, соответственно изменениям .сигнала на выходе порогового устройства. Эти импульсы поступают на вход десятичного счетчика 5,который просчитывает их в течение одного двойного хода клети стана (цикла прокатки), т,е« за время, когда клеть стана из крайнего заднего положения перемещается вперед и возвращается снова в йрайнее заднее положение. На фиг. 2 и 3 эти интервалы времени обозначены как а,- ог f 01г - Оч I Если количество импульсов, просчитанных счетчиком 5, превышает заданное задатчиком 9 (что соответствует моменту возникновения налипания), на выходе схемы 8 сравнения появляется один импульсный сигнал, который поступает на вход двоичного счетчика 10, переврдя его из состояния О в состояние. 1, а также на вход триггера 11, в результате чего сигнал на выходе триггера 11 из 1 переходит в 0. При возвращении клети стана в крайнее заднее положение в момент входа ее в зону действия датчика 7 крайнего заднего положения, на выходе схемл i3 сброса двоичного счетчика формируется импульсный сигна.17, равный 1, ко.торый поступает , на вход схемы „12. Однако схема 12 И-НЕ не изменяет своего состояния, поскольку на другом ее входе сигнал равен нулю. На выходе .схемы 12 сигнал по-прежнему равен 1, и двоичный счетчик 10 может просчитывать импульсы. В начале следуквдего цикла прокатки в момент выхода клети стана из зоны действия датчика 7 на выхо де схемы 6 сброса снова формируется импульс, устанавливаквдий счетчик 5 и триггер 11 в исходное состояние. Повторяется цикл работы ус ройства. Если при зтом количество импульсов, просчитанных счетчиком,5 снова превышает заданное задатчиком 9, двоичный счетчик Ю переходит из одного состояния в другое и на выходе триггера 11 сигнал становится равным 0. В момент окон чания цикла прокатки, когда клетьвозвращается в крайнее заднее поло жение, двоичный счетчик 10 по-преж нему не сбрасывается Если такай картина повторяется в течение трех последовательных циклов прокатки , (т.е. устойчиво фиксируется состоя ние налипания металла на оправку), на выходе схемы 14 переполнения по ляется сигнал, .равный 1., который поступает на вход табло 15, которо сигнализирует об налипании металла на оправку. При этом стан останавливают, извлекают стержень с оправкой, производят осмотр ее и зачистку. Если же после перво1 о или второ го циклов прокатки, во время которых было зафиксировано налипание металла, последует цикл, при коточ poiv налипание не будет зафиксиро|вано, результат измерений . этих iциклов сбрасывается. В этом случае устройствоработает следующим Образом. В течение двух последовательных циклов прокатки фиксируется налипание металла на оправку. При этом двоичный счетчик 10 после двух циклов находится в состоянии 2 и на выходе схемы 14 переполнения сигнал равен О, на табло 15 налипание не сигнализируется. В начале следующего, третьего цикла в момент Выхода клети стана Из зоны действий датчика 7 на вькоде схемы б (формируется импульсный сигнал, который поступает на вход счетчика 5, уставав лив ая его в исходное состоя ние, и на вход триггера 11, на выходе которого появляется сигнал, равный 1. ЕСЛИ за время третьего цикла количество импульсов, просчитанных счетчиком 5, меньше заданного задатчиксял 9, на выходе схемы 8 сравнения сигнал не изменяется и остается равным О, в результате ,. чего двоичный счетчик 10 остается IB состоянии 2, а на выходе триггера 11 сигнал остается равным 1. В момент окончания цикла прокатки, когда клеть возвращается в крайнее заднее положение и входит в зону действия датчика 7, на выходе схема 13 сброса появляется импульсный сигнал, равный 1 и следовательно на оба входа схемы 12 И-НЕ подаются сигналы, равные 1. При зтом на выходе схемы 12 сигнал стает равным О и сбрасывает счетчик 10 в исходное состояние. Таким образом, устройство выдает сигнал о наличии налипания в том случае, если это налипание зафиксировано не менее, чем за три поеледовательных цикла прокатки. Такое решение исключает ложные срабатывания, вызванные различными случайными факторами, Устройство опробовано на стайе ХПТ-55. при прокатке труб из стали 12Х18Н10Т при числе двойных ходо. в минуту п 75 и поДаче m 7 мм. При отсутствии налипания металла на оправку осевые усилия в стержне оправки имеют вид, представленный На фиг, 2. В условиях возникновения; налипания резко изменяется йартина осевых усилий растяжения в стержне оправки (фиг. З). За время одного цикла прокатки появляется второй всплеск усилий, который по амплитуде превышает наибольшее значение усилия растяжения в условиях отсутствия налипания. Это объясняется тем, что при возникновении налипания затрудняется сход рабоче-г го конуса .с оправки особенно в моиен-т пойачй заготовки (на фиг. 2 и 3 этот момент обозначен буквами B.J, , .в). За время одного цикла при налипании металла на оправку на викбде преобразователя 4 фиксируют два импульса и , заданное количество импульсов, установленное задатчиком 9, равняется единице. Таким образом, через три последователь ных цикла прокатки С1|- ог , , (фиг. 3), в которых регистрируется налипание, на выходе блока логики появляется сигнал , равный 1, который поступает на вход табло 15, Табло сигнализирует о наличии налипания металла на оправку. Последующий осмотр поверхности оправки и контроль качества внутренней поверхности Образцов труб подтверждает наличие налипания: на поверхности оправки обнаружены несколько пятен прив.арившегося металла трубы, а на внутренней поверхности отЪбранных образцов имеются задиры. Таким образом, использование устройств обеспечивает, по сравнению с известным, надежное определение ом.ента налипания металла на оправку в процессе прокатки, что позволяет устранить брдк производства по качеству внутренней поверхности ,труб. Это достигается за счет четкого фиксирования предлагаемым устройством изменений осевых усилий раст;|л;ения в стержне оправки, харак
терных для момента возникновения в процессе прокатки.
Экономический эффект от внед1Явния устройства, позволяющего исклю чить брак по качеству внутренней по верхности,составляет 3,2 тыс.руб в год на каждые 1000 мпроизводимлх труб.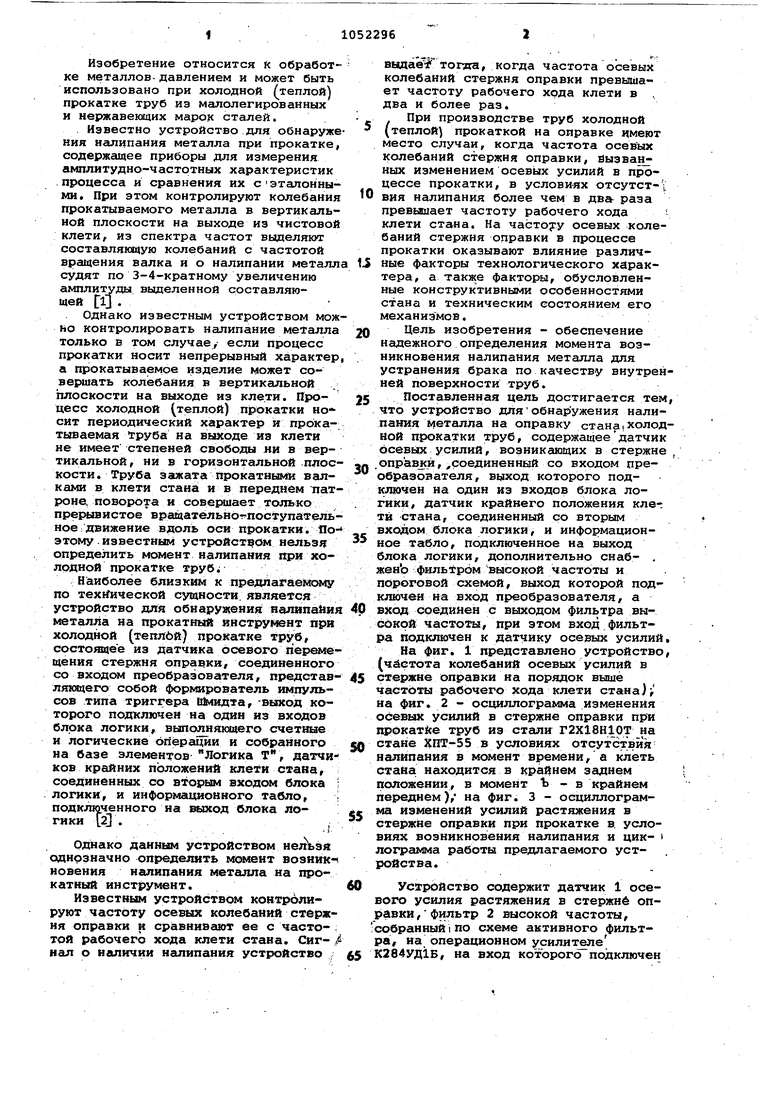

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обнаружения налипания металла на прокатный инструмент при прокатке труб | 1978 |
|
SU774642A1 |
| Способ обнаружения налипания металла на прокатный инструмент | 1981 |
|
SU995943A1 |
| Устройство для обнаружения налипания металла на оправку волочильного стана | 1986 |
|
SU1315063A1 |
| Устройство определения относительного обжатия полосы в прокатной клети | 1980 |
|
SU908449A1 |
| Устройство для контроля раствора валков прокатного стана | 1983 |
|
SU1088832A1 |
| Устройство для управления пилигримовым станом | 1985 |
|
SU1243854A1 |
| Способ холодной прокатки труб | 1988 |
|
SU1657245A1 |
| Устройство для измерения длины трубы, прокатываемой в валках пилигримового стана | 1989 |
|
SU1692706A1 |
| Прошивной стан винтовой прокатки | 1976 |
|
SU556855A1 |
| Устройство для настройки и контроля зазора между валками пилигримового стана | 1984 |
|
SU1196054A1 |
УСТРОЙСТВО ДЛЯ ОБНАРУЖЕНИЯ НАЛИПАНИЯ МЕТАЛЛА НА ОПРАВКУ СТАЙА ХОЛОДНОЙ ПРОКАТКИ ТРУБ,.содержащее датчик осевых усилий/ возникающих i| S стержне оправки, соединеншяй.с входом преобразователя, выход которого подключен на эдин из входов блока логики, датчик к айнего положения клети станэ/ соединенный с втоЕ%1м входом блока логики, и ииформадиомное табло, подключенное на выход блока логики, о т л и ч а ю.щ е е с я тем, что, с целью обеспечения надежного определения момента возникновения налипания металла . для устранения брака по качеству -.: внутренней поверхности труб, оно дополнительно снабжено фильтром высокой частоты и пороговой схемой, выход которой подключен на вход преобразователя, а вход соединен с выхо 0 дом фильтра высокой частоты, при этом вход фильтра подключен к с датчику осевых усилий.
Стержень /onpaSnu
блок лвгит
QI Л % fe
О Of
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ обнаружения налипания металла | 1975 |
|
SU519239A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ обнаружения налипания металла на прокатный инструмент при прокатке труб | 1978 |
|
SU774642A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| : v | |||
