(54) СПОСОБ ОБНАРУЖЕНИЯ НАЛИПАНИЯ МЕТАЛЛА НА ПРОКАТНЫЙ ИНСТРУМЕНТ
1
Изобретение относится к обработке металлов давлением и может быть использовано при холодной прокатке тонкостенных труб высокой точности из высоколегированных сталей и сплавов.
В процессе холодной прокатки труб из легированных и нержавеющих марок сталей возникает такой вид брака, как задиры на внутренней поверхности труб, вызванные налипанием частиц металла на -поверхность оправки. Налипание зачастую возникает из-за некачественной смазки или ее отсутствия между внутренней поверхностью трубы заготовки и поверхностью оправки. При этом значительно возрастают силы трения, которые препятствуют смещению деформируемого металла трубы относительно поверхности оправки.
Известен способ обнаружения налипания, металла в калибрах валков чистовой клети при прокатке, заключающийся в измерении колебаний прокатываемого металла в вертикальной плоскости на выходе из чистовой клети. Из спектра частот этих колебаний выделяют частоту, равную частоте вращения валков чистовой клети. Возникновение налипания определяют по 3-4-х кратному увеличению амплитуды выделенной частоты 1.
Однако этим способом можно определить Налипание металла только в том слу5 чае, если прокатываемое изделие на выходе из клети имеет степень свободы в вертикальной плоскости, а сам процесс прокатки носит непрерывный характер. При холодной, прокатке труб, имеющей периодический
Q характер, прокатываемая труба не имеет степеней свободы ни в вертикальной, ни в горизонтальной плоскости. Она зажата валками и передним патроном стана и соверщает только вращательно-поступательное прерывистое движение вдоль оси про15 катки. Поэтому этим способом невозможно определить налипание металла на прокатный инатрумент при холодной прокатке труб.
Наиболее близким к изобретению яв20 ляется способ обнаружения налипания металла на прокатный инструмент при прокатке труб, включающий замер колебаний осевых усилий растяжения при каждом рабочем ходе клети. При этом контролируют
колебания осевых усилий прокатки путем измерения, например, продольных колебаний стержня оправки. Частоту этих колебаний сравнивают с частотой рабочего хода клети, и наличие налипания определяют по возникновению повторяющихся при каждом рабочем ходе клети колебаний осевых усилий, период которых меньше периода рабочего хода клети по крайней мере в два раза 2.
Однако данным способом нельзя однозначно определить возникновение- налипания металла на оправку в процессе прокатки. В практике производства труб на станах в процессе прокатки возникают продольные колебания стержня оправки не только в условиях возникновения налипания, но и при отсутствии налипания. Причем частота этих колебаний более чем в два раза превышает частоту рабочего хода клети. Колебания могут быть вызваны различными причинами как технологического характера, так и конструктивными особенностями и техническим состоянием механизмов стана.
Цель изобретения - повышение надежного определения момента налипания металла на оправку в процессе прокатки для устранения брака производства по качеству внутренней поверхности труб.
Поставленная цель достигается тем, что согласно способу обнаружения налипания металла на прокатный инструмент в процессе изготовления труб на стане периодической прокатки путем замера колебаний осевых усилий растяжения при каждом рабочем ходе клети в качестве параметра, характеризуюш,его осевые усилия растяжения, используют амплитуду колебаний, а наличие налипания определяют по увеличению амплитуды по крайней мере в два раза.
Сущность предлагаемого способа заключается в следующем.
В процессе прокатки труб контролируют
осевые усилия растяжения в стержне оправки путем измерения амплитуды их колебаний за каждый период рабочего хода клети. Период определяют, фиксируя крайние переднее и заднее положения клети. О возникновении налипания судят по . 2-3-х кратному увеличению амплитуды колебаний осевых усилий растяжения в стержне оправки за каждый период рабочего (прямого или обратного) хода клети стана.
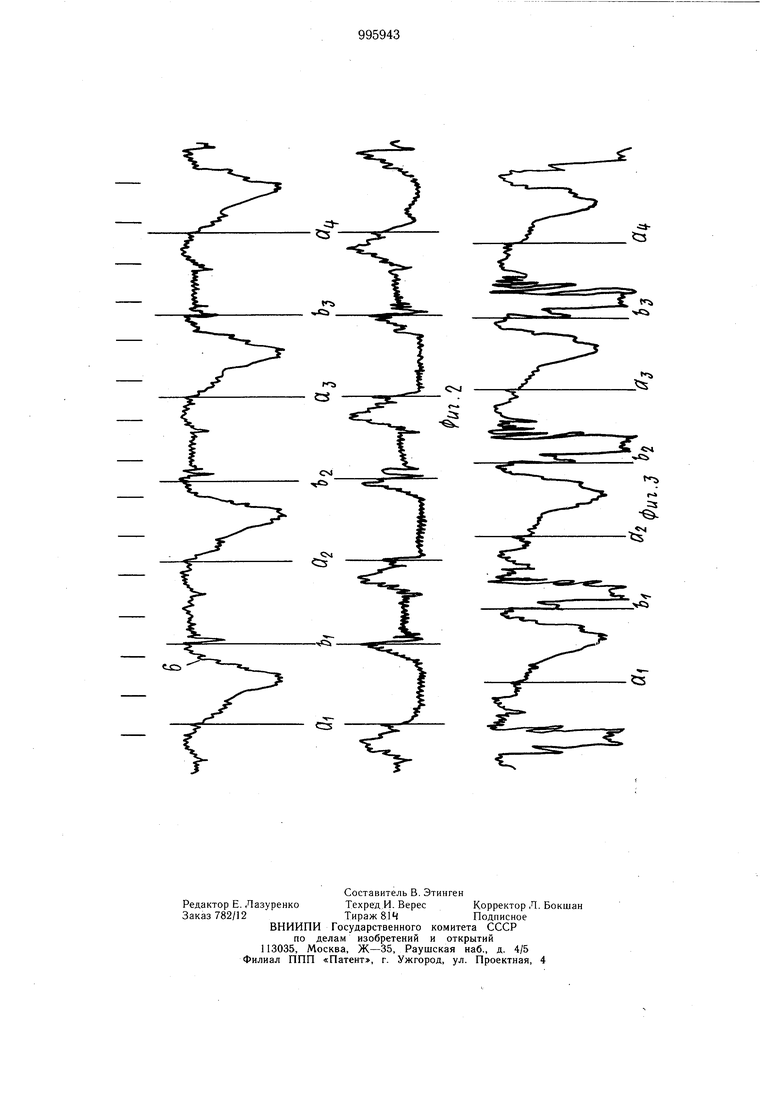
На фиг. 1 изображена блок-схема устройства обнаружения налипания металла на прокатный инструмент в процессе изготовления труб на стане периодической прокатки; на фиг. 2 - осциллограмма осевых усилий в стержне оправки при нормальных условиях прокатки (налипание отсутствует); на фиг. 3 - осциллограмма осевых
усилий растяжения в стержне оправки в условиях налипания.
Осциллограмма осевых усилий растяжения в стержне оправки в условиях налипания содержит датчик 1 осевых усилий растяжения стержня оправки; усилитель 2 выходного сигнала датчика 1; логическое вычислительное устройство 3 с элементом памяти; датчики 4 крайних положений клети стана (а - крайнее заднее, в - крайнее переднее); стержень 5 оправки.
Выход датчика 1 подключен на вход усилителя 2, выход которого подключен на один из входов логического устройства 3. На другой вход этого устройства подключены выходы датчиков 4. Выход устройства 3 подключают в зависимости от схемного решения на вход сигнализирующего или показывающего устройства или же на вход схемы управления приводом клети стана.
Способ осуществляется следующим образом.
В начале прокатки за каждый рабочий ход клети (прямой и обратный) в интервале между сигналами датчиков крайних положений клети логическим устройством 3 фиксируют наибольшие значения осевого усилия растяжения (фиг. 2, поз. 6), в стержне оправки суммируют их и усредняют на пяти последовательных рабочих ходах клети стана. Вычисленное среднее значение наибольшей величины осевого усилия растяжения запоминается как эталонное и в дальнейшем сравнивается с наибольшим значением усилия растяжения, определяемым за каждый рабочий ход клети.
При возникновении налипания металла на оправку осевые усилия растяжения в стержне оправки значительно изменяются.
Как видно из осциллограммы (фиг. 3) характер изменения этих усилий существенно отличается от изменения осевых усилий . растяжения (фиг. 2) при нормальных условиях прокатки. На участках в, а, BJ а, Bj. а каждого обратного рабочего хода клети значительно увеличилась (в 5-8 раз) амплитуда колебаний осевых усилий растяжения в стержне оправки. Это объясняется тем, что при возникновении налипания увеличиваются силы трения и значительно затрудняется сход с оправки рабочего конуса заготовки, в результате чего стержень оправки испытывает повышенное растяжение. В случае поступления за каждый рабочий ход клети на вход устройства 3 с выхода блока 3 значения усилия растяжения, превышающего эталонное в 2 и более раз. На выходе устройства 3 появляется сигнал о Наличии налипания металла на оправку. Этот сигнал подают либо на сигнализирующее устройство, либо на вход системы управления приводом клети стана. Клеть останавливают (вальцовщик или
автоматически), после чего проводят контроль поверхности оправки.
Способ опробо1ва на стане ХПТ-55 с
двойной подачей и поворотом при прокатке труб из стали 12Х18Н10Т по марштруту 38x3,,0 при числе двойных ходов в минуту п 75 и подаче т 5 мм. Крайние положения клети фиксируют бесконтактными индуктивными датчиками КВД-25, а осевые усилия растяжения в стержне оправки замеряют специально разработан-, ной месдозой балочного типа, которую устанавливают на хвостовике стержня оправки. При нормальных условиях прокатки изменение осевых усилий в стержне оправки имеет вид, приведенный на фиг. 2. За каждые пять последовательных рабочих ходов клети стана--(5 прямых-и 5 обратных)устройство 3 фиксировало наибольшие значения осевых усилий растяжения в стержне оправки соответственно в интервале срабатываний датчиков 4 (фиг. .2) а, в,, aj BJ,
В2 aj,, Bj а и т. д.
Вз и т. д. В
Значения суммируются и усредняются по пяти прямым и пяти обратным рабочим ходам кЛети стана. Полученные таким образом, два средних значения усилий растяжения запоминаются в этом же устройстве 3. Такая логика работы схемы принята, с целью исключения случайных изменений усилий в стержне оправки. Схема предусматривает возможность усреднения и на большем количестве рабочих ходов клети стана.. ;
При возникновении налипания характер изменения осевых усилий растяжения в стержне оправки принимает вид, показанный на фиг. 3. Амплитуда усилий за каждый обратный рабочий ход клети (участки BI а, В2 а, Вз а и т.д.) увеличивается в 5 раз. В результате сравнения этих значении с эталонным на выходе логического
устройства 3 появляется сигнал, означающий наличие Налипания.
Использование предлагаемого способа
обеспечивает надежное определение момента налипания металла на оправку в процессе прокатки, что особенно важно для тонкостенных труб высокой точности из высоколегированных сталей и сплавов. Это достигается за счет фиксирования характерного
для момента налипания увеличения амплитуды колебаний осевых усилий растяжения в стержне оправки за, каждый рабочий ход клети стана..
Экономический эффект от внедрения предлагаемого способа, позволяющего исключить брак по внутренней поверхности, составляет 3,2 ть1с, руб. в год на каждой 1000 м труб.
Формула изобретения
Способ обнаружения налипания металла на прокатный инструмент в процессе изготовления труб на стане периодической прокатки путем замера параметра колебаний осевых усилий растяжения при каждом рабочем ходе клети, отличающийся тем, что, с целью повышения надежности, определяют налипание металла по увеличению более чем в два раза амплитуды измеряемых осевых усилий растяжения относительно эталонных осевых усилий растяжения, полученных при отсутствии налипания металла.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 519239, кл. В 21 В 37/00, 1976.
2.Авторское свидетельство СССР № 774i642, кл. В 21 В 37/00, 1978.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обнаружения налипания металла на оправку стана холодной прокатки труб | 1982 |
|
SU1052296A1 |
| Способ обнаружения налипания металла на прокатный инструмент при прокатке труб | 1978 |
|
SU774642A1 |
| Устройство для обнаружения налипания металла на оправку волочильного стана | 1986 |
|
SU1315063A1 |
| Способ холодной прокатки труб | 1988 |
|
SU1657245A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ БЕСШОВНЫХ СТАЛЬНЫХ ТРУБ С МАЛЫМ ЭКСЦЕНТРИСИТЕТОМ | 2013 |
|
RU2652667C2 |
| Способ диагностического мониторинга упругого момента шпинделя толстолистового прокатного стана | 2024 |
|
RU2830788C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ БЕСШОВНЫХ ТРУБ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 2016 |
|
RU2701386C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ БЕСШОВНОЙ МЕТАЛЛИЧЕСКОЙ ТРУБЫ | 2013 |
|
RU2593812C1 |
| СПОСОБ МНОГОНИТОЧНОЙ ПЕРИОДИЧЕСКОЙ ПРОКАТКИ ТРУБ | 2009 |
|
RU2403107C1 |
| УСТРОЙСТВО И СПОСОБ МАНИПУЛИРОВАНИЯ СТЕРЖНЯМИ ОПРАВОК НА ТРУБОПРОКАТНОМ СТАНЕ | 2021 |
|
RU2804030C1 |