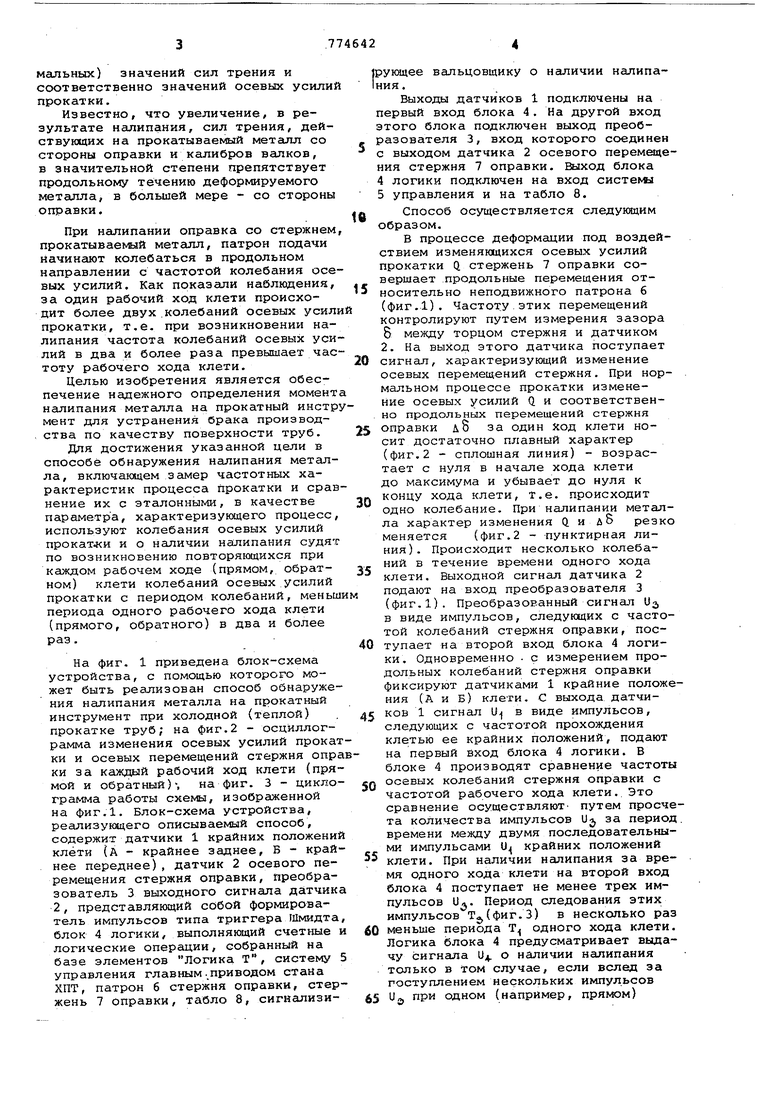
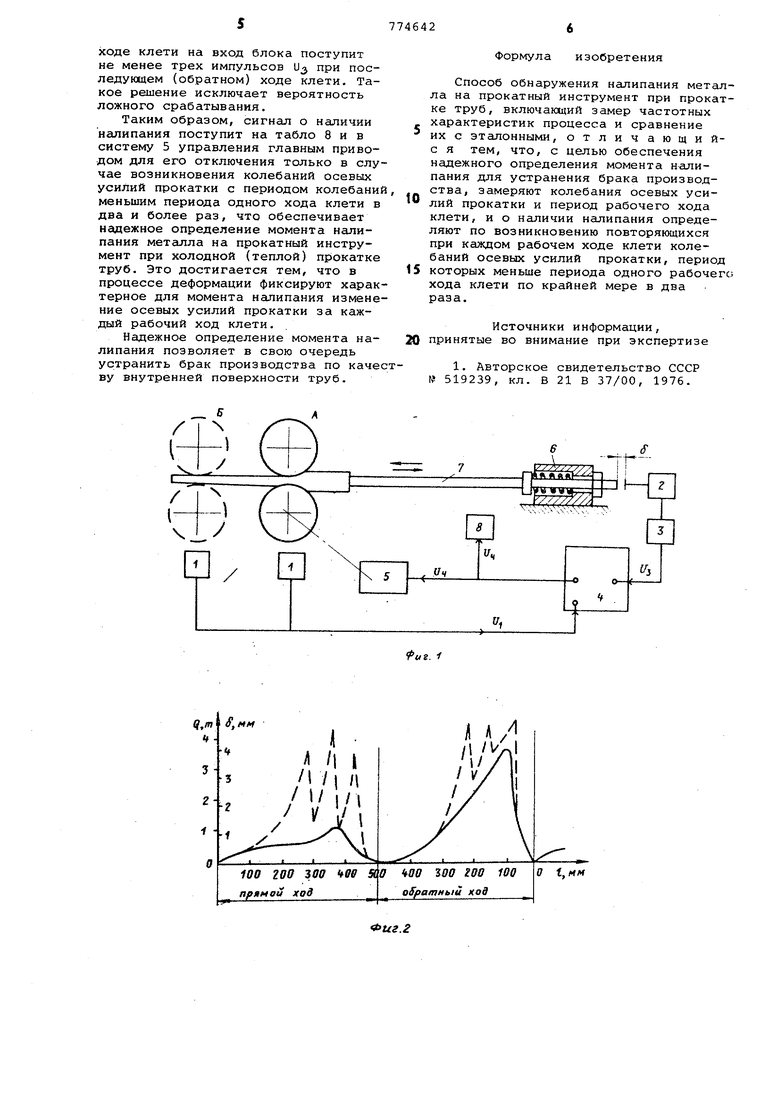
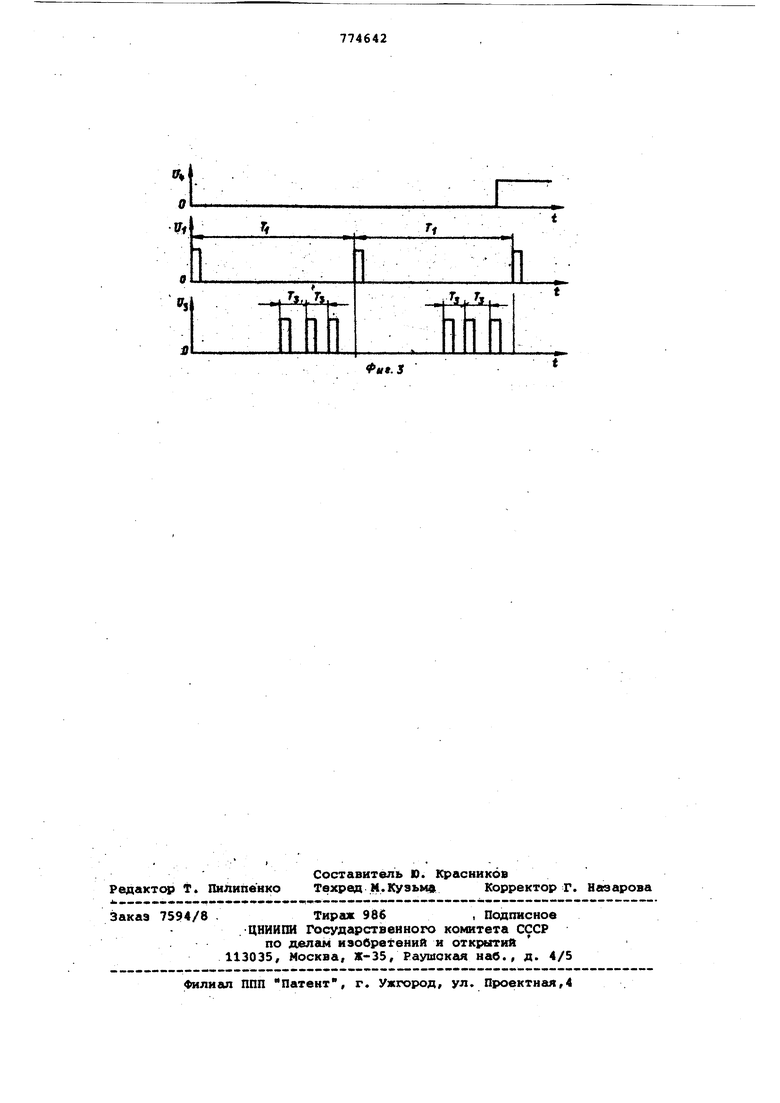
Мсшьных) значений сил трения и соответственно значений осевых усили прокатки. Известно, что увеличение, в результате налипания, сил трения, действующих на прокатываемый металл со стороны оправки и калибров валков, в значительной степени препятствует продольному течению деформируемого металла, в большей мере - со стороны оправки. При налипании оправка со стержнем прокатываекый металл, патрон подачи начингиот колебаться в продольном направлении с частотой колебания осе вых усилий. Как показали наблюдения за один рабочий ход клети происходит более двух .колебаний осевых усил прокатки, т.е. при возникновении налипания частота колебаний осевых уси лий в два и более раза превышает час тоту рабочего хода клети. Целью изобретения является обеспечение надежного определения момент налипания металла на прокатный инстр мент для устранения брака производства по качеству поверхности труб. Для достижения указанной цели в способе обнаружения налипания металла, включающем зг1мер частотных характеристик процесса прокатки и сра нение их с эталонными, в качестве параметра, характеризующего процесс используют колебания осевых усилий прокат4 и и о наличии налипания судят по возникновению повторяющихся при каждом рабочем ходе (прямом, обратном) клети колебаний осевых усилий прокатки с периодом колебаний, меньш периода одного рабочего хода клети (прямого, обратного) в два и более раз. На фиг. 1 приведена блок-схема устройства, с помощью которого может быть реализован способ обнаруже ния налипания металла на прокатный инструмент при холодной (теплой) прокатке труб; на фиг.2 - осциллограмма изменения осевых усилий прока ки и осевых перемещений стержня опр ки за ксоадый рабочий ход клети (пря мой и обратный)-, на фиг. 3 - цикло грамма работы схемы, изображенной на фиг.1. Блок-схема устройства, реализукщего описываемый способ, содержит датчики 1 крайних положени клети (А - крайнее заднее, Б - край нее переднее), датчик 2 осевого перемещения стержня оправки, преобразователь 3 выходного сигнала датчик 2, представляющий собой формирователь импульсов типа триггера Шмидта блок 4 логики, выполняющий счетные логические операции, собранный на базе элементов Логика Т, систему управления главным ..приводом стаНа ХПТ, патрон б стержня оправки, стер жень 7 оправки, табло 8, сигнализиующее вальцовщику о наличии налипаВыходы датчиков 1 подключены на первый вход блока 4. На другой вход этого блока подключен выход преобразователя 3, вход которого соединен с выходом датчика 2 осевого перемицения Стержня 7 оправки. Выход блока 4логики подключен на вход система 5управления и на табло 8. Способ осуществляется следукнцим образом. В процессе деформгщии под воздействием изменяющихся осевых усилий прокатки Q стержень 7 оправки совершает продольные перемещения относительно неподвижного патрона 6 (фиг.1). Частот.у этих перемещений контролируют путем измерения зазора & между торцом стержня и датчиком 2. На выход этого датчика поступает сигнал, характеризующий изменение осевых перемещений стержня. При нормальном процессе прокатки изменение осевых усилий Q и соответственно продольных перемещений стержня оправки лб за один ход клети носит достаточно плавный характер (фит.2 - сплошная линия) - возрастает с нуля в начале хода клети до максимума и убывает до нуля к концу хода клети, т.е. происходит одно колебание. При налипании металла характер изменения d и Л 8 резко меняется (фиг.2 - пунктирная линия). Происходит несколько колебаний в течение времени одного хода клети. Выходной сигнал датчика 2 подают на вход преобразователя 3 (фиг.1). Преобразованный сигнал в виде импульсов, следующих с частотой колебаний стержня оправки, поступает на второй вход блока 4 логики. Одновременно с измерением продольных колебаний стержня оправки фиксируют датчиками 1 крайние положения (АИ Б) клети. С выхода датчиков 1 сигнал и в виде импульсов, следующих с частотой прохождения клетью ее крайних положений, подают на первый вход блока 4 логики. В блоке 4 производят сравнение частоты осевых колебаний стержня оправки с частотой рабочего хода клети. Это сравнение осуществляют- путем просчета количества импульсов Uj за период. времени между двумя последовательными импульсами 1) крайних положений клети. При наличии налипания за время одного хода клети на второй вход блока 4 поступает не менее трех импульсов и. Период следования этих Т2,(фиг.З) в несколько раз импульсов ij,. меньше периода Т одного хода клети. Логика блока 4 предусматривает выдачу сигнала U. о наличии налипания только в том случае, если вслед за поступлением нескольких импульсов Uj, при одном (например, прямом)
ходе клети на вход блока поступит не менее трех импульсов U при последующем (обратном) ходе клети. Такое решение исключает вероятность ложного срабатывания.
Таким образом, сигнал о наличии налипания поступит на табло 8 и в систему 5 управления главным приводом для его отключения только в случае возникновения колебаний осевых усилий прокатки с периодом колебаний меньшим периода одного хода клети в два и более раз, что обеспечивает надежное определение момента налипания металла на прокатный инструмент при холодной (теплой) прокатке труб. Это достигается тем, что в процессе деформации фиксируют характерное для момента нашипания изменение осевых усилий прокатки за каждый рабочий ход клети.
Надежное определение момента налипания позволяет в свою очередь устранить брак производства по качесву внутренней поверхности труб.
Б
/
Формула изобретения
Способ обнаружения налипания металла на прокатный инструмент при прокатке труб, включагаций замер частотных характеристик процесса и сравнение их с эталонными, отлич ающийс я тем, что, с целью обеспечения надежного определения момента налипания для устранения брака производства, замеряют колебания осевых усилий прокатки и период рабочего хода клети, и о наличии налипания определяют по возникновению повторяющихся при каждом рабочем ходе клети колебаний осевых усилий прокатки, период которых меньше периода одного рабочего хода клети по крайней мере в два раза.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 519239, кл. В 21 В 37/00, 1976.
6
ГрЛ«Л 1} j
7 //у/Л
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обнаружения налипания металла на прокатный инструмент | 1981 |
|
SU995943A1 |
| Устройство для обнаружения налипания металла на оправку стана холодной прокатки труб | 1982 |
|
SU1052296A1 |
| Технологический инструмент для холодной прокатки труб | 1978 |
|
SU880524A1 |
| Способ холодной прокатки труб | 1988 |
|
SU1657245A1 |
| Стан пилигримовой прокатки труб | 1987 |
|
SU1405923A1 |
| Способ холодной прокатки труб и стан для его осуществления | 1985 |
|
SU1346282A1 |
| Способ шаговой прокатки | 1988 |
|
SU1727941A1 |
| СПОСОБ ДИАГНОСТИКИ РЕЗОНАНСНОЙ ВИБРАЦИИ И УПРАВЛЕНИЯ МНОГОКЛЕТЬЕВЫМ СТАНОМ ХОЛОДНОЙ ПРОКАТКИ ПОЛОС И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2338609C1 |
| Стан пилигримовой прокатки труб | 1981 |
|
SU1051793A1 |
| Подающее устройство стана холодной прокатки труб | 1981 |
|
SU950456A1 |
f,MM
Q,m
Ч
5 2 1
100 200 300 W прямой ход
Л А /
а i,MM
ttoo ъоо гоо 100
обратный код
.2
tHt.3
