11315136
Изобретение относится к порошкоой металлургии, в частности к пресс- ормам для формования металлического
уг пу
по пу му па ни ля по но пр щи
порошка, и может быть использовано для получения изделий типа напайных пластин фрез для обработки деревянных деталей оконных блоков.
Целью из.обретения является расширение технологических возможностей пресс-формы за счет получения равно- плотных изделий с плоскопараллельными торцами, выполненными под острым углом к образующим.
На чертеже изображена пресс-форма в положении прессования. Пресс-форма имеет нижний 1 и верхний 2 пуансоны, матрицу 3, компенсируюище- клинья 4 и направляюш е 5 качения. Зеркало матрицы 6, формующие торцы 7 пуансонов 1 и 2, а также опорные плоскости 8 компенсирующих клиньев 4 выполнены под острым углом р к образующим матрицы.
Пресс-форма работает следующим образом.
В матрицу 3 вводится нижний пуансон 1, после чего производится загрука порошка. В матрицу 3 вводится верхний пуансон 2 и к пуансонам через компенсирующие клинья и направляющие качения прикладывается усилие прессования, после чего проводится выпрессовка изделия из полости матрицы 3. Компенсирующие клинья и направляющие качения служат для необходимого в работе пресс-формы изменения на угол с направления усилия. Угол d между усилием прессования и силой реакции формующих торцов пуансонов должен быть менее или равен
ор Г.Волкова 2239/9
Составитель А.Наймушин Техред Л.Олийнык
Кор Под
Тираж 740 ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 11-3035, Москва, Ж-35, Раутлская наб,, д, 4/5
. Производственно-полиг рафическое предприятие, г.Ужгород, ул.Проектная, 4
5
0
5
0
5
0
углу трения покоя Lf между торцами пуансонов и формуемой массой.
Если угол о больше уг ла трения покоя Ч , то при приложении усилия к пуансонам возникает скольжение формуемой массы относительно торцов паунсонов. Это приводит к перемещению массы в направлении, перпендикулярной приложенному усилию, что не позволяет получить равномерную плотность по сечению изделия, а также приводит к появлению расслойных трещин при выпрессовке изделия.
Такое расположение элементов пресс-формы в процессе заполнения и прессования порошка позволяет получить изделие предлагаемой конструкции с равномерной плотностью по сечению .
Формула изобретения
Пресс-форма для формования металлического порошка, включающая матрицу и верхний и нижний пуансоны, о т- личающаяся тем, что, с целью расширения технологических возможностей пресс-формы за счет получения равнопЛотных изделий с плоскопараллельными торцами, выполненными под острым углом к образуюшз м, она снабжена компенсирующими клиньями, установленными посредством направляющих качения на опорные торцы пуансонов, матрица и пуансоны установлены с наклоном относительно опорных поверхностей клиньев, при этом плоскости формующих торцов пуансонов , выполнены под острым углом к образующим матрицы.
Корректор И.Муска Подписное
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для формования изделий с плоскопараллельными торцами, выполненными под острым углом к образующей | 1989 |
|
SU1671409A1 |
| Пресс-форма для формования изделий из порошка | 1980 |
|
SU954182A1 |
| Установка формования заготовок для режущих пластин | 2021 |
|
RU2764451C1 |
| Пресс-форма для прессования порошковых материалов | 1986 |
|
SU1397286A1 |
| СПОСОБ ГОРЯЧЕГО ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКООБРАЗНОГО МАТЕРИАЛА И УСТРОЙСТВО (ВАРИАНТЫ) ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2140355C1 |
| Устройство для формования длинномерных прутков из порошка | 1990 |
|
SU1704923A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЖУЩИХ ПЛАСТИН | 2006 |
|
RU2402407C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ БЛОКОВ ПРЕССОВАНИЕМ, ПРЕСС-ФОРМА И ЛИНИЯ ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 1995 |
|
RU2087307C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ СЛОЖНОГО ПРОФИЛЯ ИЗ ПОРОШКОВ | 2014 |
|
RU2553143C1 |
| Пресс-форма для прессования изделий из порошковых корундомуллитовых смесей с профильными углублениями на боковых поверхностях | 2020 |
|
RU2761899C1 |
Изобретение относится к пресс- формам для формования металлического порошка. Цель изобретения - расширение технологических возможностей пресс-формЬ за счет получения равно- плотных изделий с плоскопараллельны- ми торцами,выполненными под острым углом к образующим. При приложении усилия на компенсирующие клинья 4 последние через направляющие 5 качения изменяют направление усилия прессования и перемещают пуансоны 1 и 2 в матрицу 3 навстречу друг другу под острым углом к опорным торцам клиньев. 1 ил. (Л со СП со О5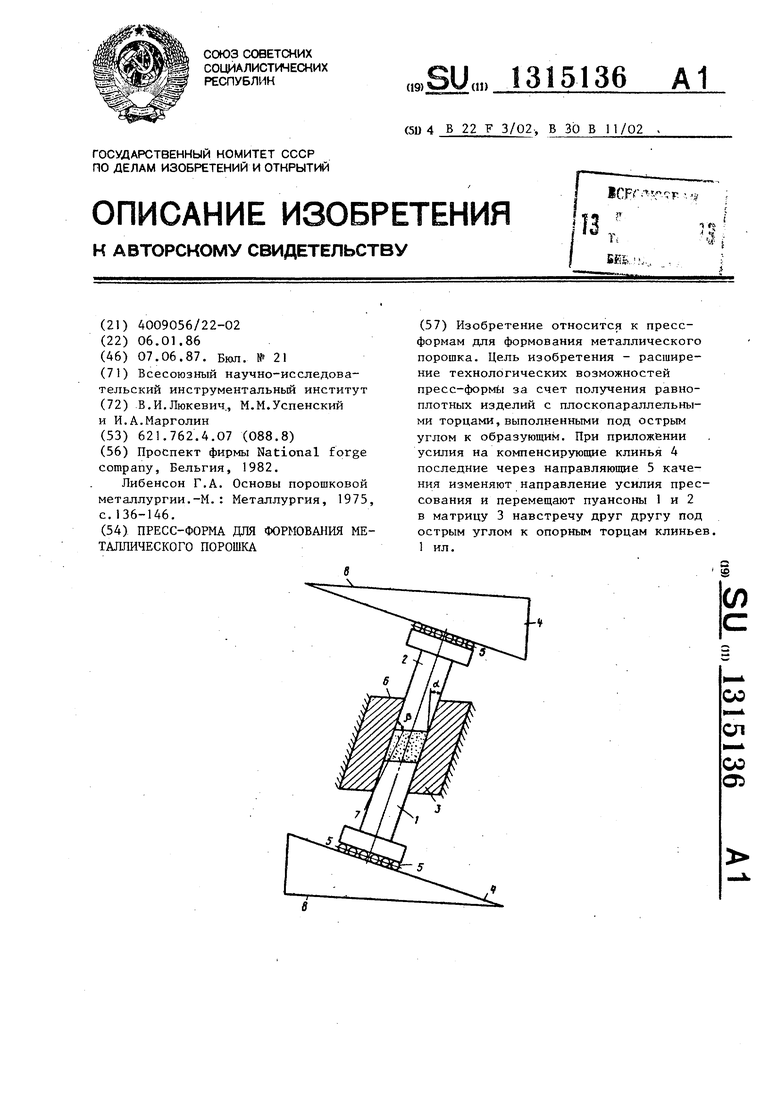
| Проспект фирмы National forge company, Бельгия, 1982 | |||
| Либенсон Г.А | |||
| Основы порошковой металлургии.-М.: Металлургия, 1975, с.136-146. |
