Изобретение относится к технологии изготовления химической и нефтяной аппаратуры, а также полых металлических сварных изделий, работающих под давлением и требующих объемного нагрева при различных видах термической обработки, и является усовершенствованием способа по авт. св. № 1002377.
Целью изобретения является повы- шение равномерности нагрева по образующей изд.елия за счет уменьшения тепловых потерь.
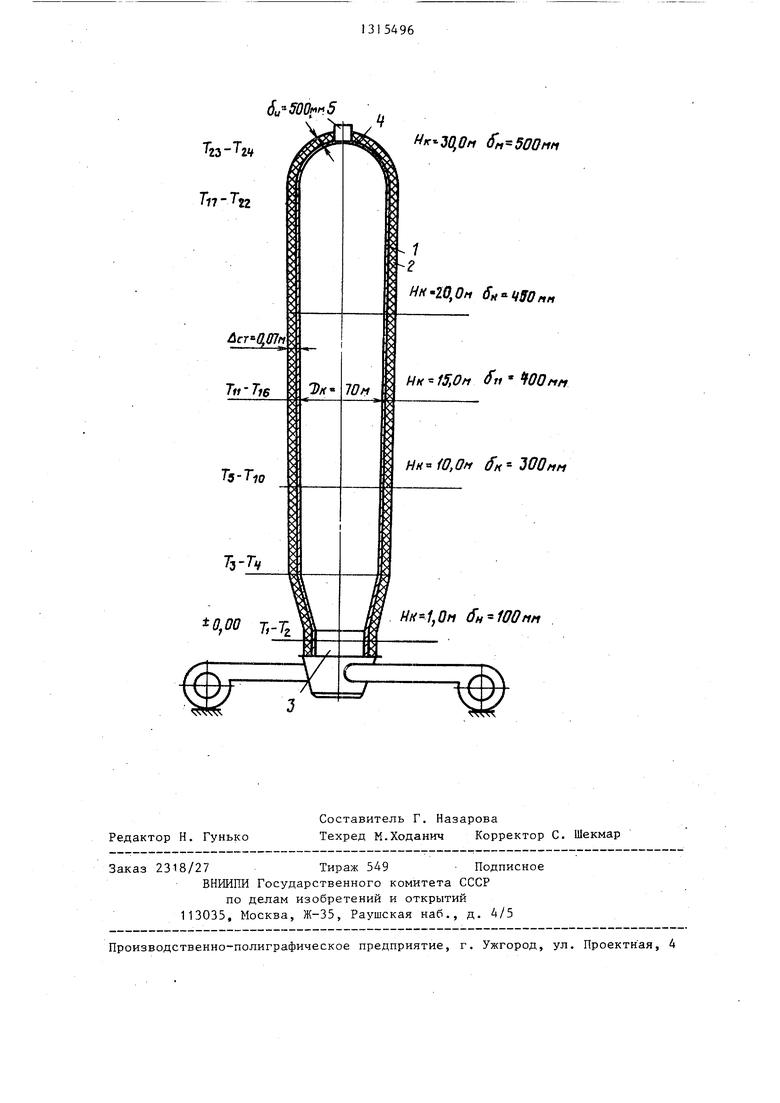
На чертеже-представлено устрой- ство реализующее предлагаемый способ
Способ, осуществляют следующим образом.
На наружную поверхность 1 изделия наносят теплоизоляцию 2. Б зоне З-.на входе в полость изделия, где макси- мальный подвод тепла, теплоизоляцию наносят минимальной толщины. Это свя 1зано с тем, что в этом месте наблюдается наиболее интенсивный теплообмен, поскольку теплоноситель имеет максимальную скорость и температуру, происходит быстрый нагрев стенок изделия.
При удалении от зоны 3 в направлении движения теплоносителя толщину слоя теплоизоляции увеличивают до максимума в зависимости от высоты нагреваемого изделия. Максимальной толщиной слоя теплоизоляцию наносят на свод 4 изделия (верхнее днище) до самого дросселя 5, через который происходит выброс теплоносителя.
Увеличение толщины слоя теплоизоляции необходимо для снижения тепловых потерь, так как по мере движения теплоносителя внутри изделия его скорость и температура снижаются, а следовательно, уменьшается интенсивност нагрева стенок изделия.
Нанесение теплоизоляции перемен- ной толщины на наружную поверхность изделия обеспечивает равномерность нагрева за счет снижения перепадов температуры между верхней частью изделия и нижней и радиального гради- ента.
Пример. Для определения равномерности нагрева по образующей изделия используют две колонны разме- рами 30000x7000x70, которые изготовлены из двухслойной стали.
Термообработку выполняют-в монтажных условиях осенью при температуре
окружающей среды +5°С во время дождя и сильного северо-западного ветра.
На наружную поверхность вертикально установленной колонны 1 наносят теплоизоляцию равномерной толщины слоя 150 мм по всей высоте (длине) колонны из минераловаты.
На наружную поверхность вертикально установленной колонны 2 наносят теплоизоляцию переменной толщины слоя в соответствии с формулой .
SH
На поверхности нагреваемых колонн закрепляют 22 термопары для- снятия показаний температуры нагрева в различных точках.поверхности..
В качестве критерия равномерности нагрева взяты перепады температур по высоте между противолежащими концами колонны (бТр) и по диаметру колонны (йТ.р), противолежащие точки по сечению диаметра.
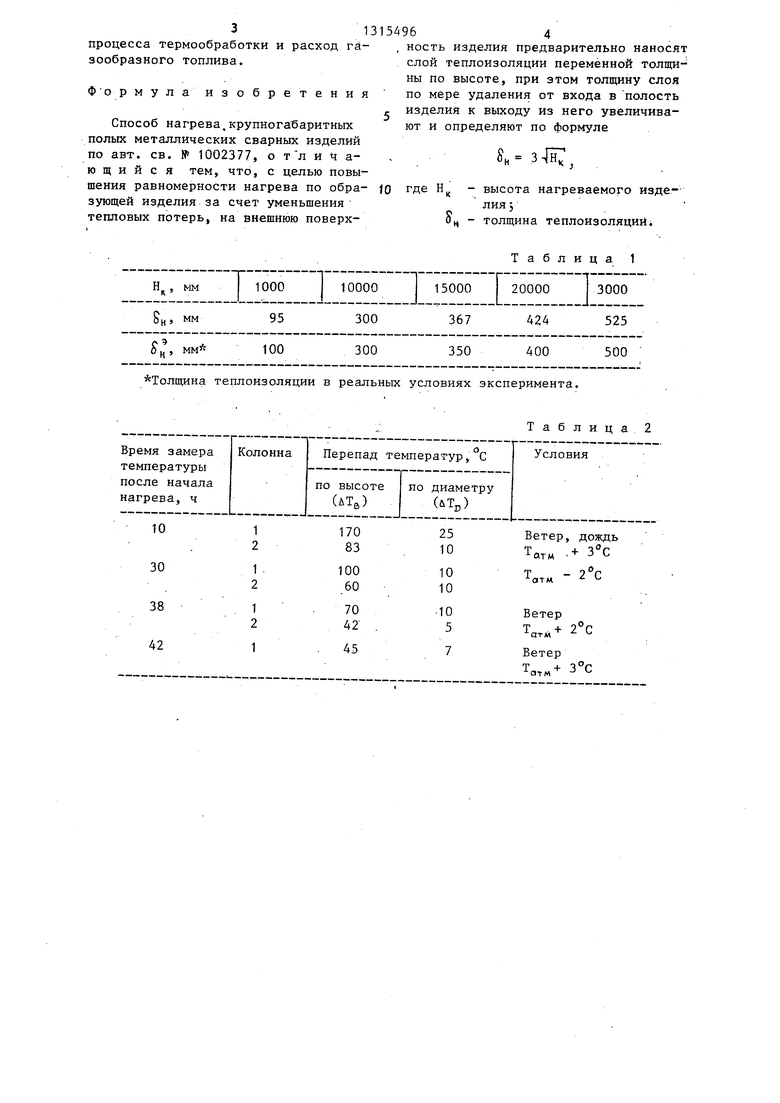
Изменение толщины теплоизоляционного слоя согласно формуле показано в табл. 1.
Толщина теплоизоляции на верхнем
днище колонны 25,. 500 мм и Н
fc(Matr)
30000 мм нанесена до дросселя с частичным обхватом.
Результаты замеров величин й.Тц и ЛТд приведены в табл.2. I
Как видно из табл. 2, применение теплоизоляции переменной толщины приводит к уменьшению неравномерности распределения температуры в -течение всего цикла нагрева. Полученное значение ЛТ на колонне 2 в два раза меньше, чем на колонне 1.. Значительно уменьшается и перепад по диаметру.
Следует отметить, что для получения перепада йТц : 50 С в случае термообработки колонны t необходимо дополнительно увеличить продолжительность выдержки, что потребовало све-рх нормативного расхода газообразного топлива.
Следовательно,для повышения рав- . номерности нагрева при проведении термообработки нагревом изнутри необходимо наносить изоляцию переменной толщины согласно формуле Оц
злЕ.
Использование изобретения позволит сократить время продолжительности
313процесса термообработки и расход газообразного топлива.
Ф ормула изобретения
Способ нагрева,крупногабаритных полых металлических сварных изделий по авт. св. № 1002377, о т л и ч а- ю щ и и с я тем, что, с целью повышения равномерности нагрева по обра- зующей изделия за счет уменьшения тепловых потерь, на внешнюю поверх
Толпщна теплоизоляции в реальных условиях эксперимента.
о где Н
54964
ность изделия предварительно наносят слой теплоизоляции переменной толщины по высоте, при этом толщину слоя по мере удаления от входа в полость
- изделия к выходу из него увеличивают и определяют по формуле
н з4нГ
- высота нагреваемого изделия 5 Ои - толщина теплоизоляцииi
Таблица 1
Т + г -атм -
TZ2- M
Тп-Т.
22
ff,-500tin
Нк-20,0и бц чуонн
И к 15,0и ч fOOfTff
.OM fn JOOftn
,0n бн-ЮОпп
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ нагрева крупногабаритных полых металлических сварных изделий | 1982 |
|
SU1002377A1 |
| Способ термической обработки сварных соединений | 1977 |
|
SU742475A1 |
| Способ местной термической обработки сварных соединений крупногабаритных толстостенных изделий | 2023 |
|
RU2811004C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ПОРИСТОЙ ГРАНУЛИРОВАННОЙ АММИАЧНОЙ СЕЛИТРЫ И СПОСОБ ПОЛУЧЕНИЯ ПОРИСТОЙ ГРАНУЛИРОВАННОЙ АММИАЧНОЙ СЕЛИТРЫ | 2010 |
|
RU2452719C2 |
| СПОСОБ ВНЕПЕЧНОЙ ТЕРМООБРАБОТКИ КОЛЬЦЕВЫХ СВАРНЫХ ШВОВ ПОЛЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2270874C1 |
| СПОСОБ ТЕРМООБРАБОТКИ ЛИФТОВЫХ ТРУБ ТИПА "ТРУБА В ТРУБЕ" | 2012 |
|
RU2479647C1 |
| ТЕРМОВАКУУМНАЯ УСТАНОВКА ДЛЯ ОБРАБОТКИ ИЗДЕЛИЯ(ИЙ) | 2010 |
|
RU2439455C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ИЗДЕЛИЙ С ВНУТРЕННИМИ ПОЛОСТЯМИ СВАРКОЙ ВЗРЫВОМ | 2012 |
|
RU2488469C1 |
| Способ термической обработки сварного соединения | 1990 |
|
SU1786146A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ТЕРМООБРАБОТКИ КРУПНОГАБАРИТНЫХ ПОЛЫХ ИЗДЕЛИЙ | 1992 |
|
RU2049125C1 |
Изобретение относится к технологии .изготовления химической и нефтяной аппаратуры, а также полых метал.лических сварных изделий, работающих под давлением, и является усовершенствованием изобретения по а.с.№ 1002377. Цель изобретения - повьшение равномерности нагрева по образующей изделия за счет уменьшения тепловых потерь. Способ заключается в том, что на наружную поверхность изделия наносят .слой теплоизоляции переменной толщины, при этом на входе в полость изделия на участке максимальной температуры - минимальная толщина, а на выходе из полости издв ЛИЯ - наибольшая толщина слоя теплоизоляции. Толщина &I, слоя теплоизоляции определяется по формуле ц 3-}1Г, . где Нц. - высота изделия, 2 табл., 1 ил. (Л с ел 4:: Х 35 14)
Редактор Н, Гунько
Составитель Г. Назарова
Техред М.Ходанич Корректор С. Шекмар
Заказ 2318/27Тираж 549 Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Способ нагрева крупногабаритных полых металлических сварных изделий | 1982 |
|
SU1002377A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
