Изобретение относится к термической обработке сварных соединений и может быть использовано для снижения остаточных напряжений после сварки в полевых условиях..
Известен способ термической обработки сварных соединений, который осуществляют с использованием-газопламенного нагрева. Однако при этом способе обеспечивается низкое качество отпуска, происходит окисление поверхности сварного соединения, невозможно автоматизировать процесс, трудно обеспечить необходимую скорость охлаждения.
Известен способ термической обработки сварных соединений индукционным нагревом. Недостатками данного способа являются громоздкость электрооборудования, большой расход электроэнергии, трудность обеспечения необходимой скорости охлаждения сварного соединения без специальной аппаратуры.
Наиболее близким к предлагаемому (прототипом) является способ термической обработки, реализованный в устройстве для термообработки сварных стыков труб, в котором сварное соединение нагревается tr зоне витков нагревателя электрическим током, индуцированным в теле трубы переменным магнитным полем (индукционный нагрев). С целью увеличения срока службы нагреватель размещают в изоляционных керамических блоках и накрывают двумя слоями асбестового полотна, что как-то способствует удержанию тепла у сварного соединения.
Однако эффективность описанного устройства очень невысока, поскольку керамические блоки здесь предназначены для дополнительной теплоизоляции сварного соединения. Эти блоки могут нагреваться только от контакта с нагретым металлом трубы и незначительно от Джоулева тепла, выделяемого проводами сопротивления.
V|
00 ON
Ј Os
Целью изобретения является повышение качества отпуска и упрощение технологии. :.
Поставленная цель достигается тем, что термическую обработку сварного соедине- ния ведут до температуры отпуска с помощью предварительного нагретого электромагнитным полем сверхвысокой частоты теплоизолирующего диэлектрического материала.
Отличием предложенного способа от прототипа является то, что осуществляют нагрев теплоизолирующего диэлектрического материала, расположённого на сварном соединении, а не самого сварного соединения, а нагрев ведут СВЧ-полем, что позволяет признать заявляемое изобретение соответствующим критерию новизна.
В предложенном изобретении возникает новое назначение, а следовательно, и новые свойства изолирующего диэлектрического материала (то же самое - изоляционные керамические блоки) служить теплоносителем для тёрмообрабатываемо- го сварного соединения, что основано на свойстве диэлектрического материала хорошо поглощать СВЧ-электромагнитнре роле и быстро нагреваться. Это все указывает на соответствие заявленного решения критерию существенные отличия..
Способ поясняется чертежом.
Нагреваемые изделия 1 в месте сварного соединения 2 помещают внутри теплоносителя - теплоизолирующего диэлектрического материала 3, к которому по волноводу 4 пода- ется СВЧ-энергия.
Сварное соединение помещают внутри теплоизолирующего диэлектрического материала, один слой которого выбирают определенной толщины, зависящей от параметров СВЧ-излучёния. Затем этот слой подвергают нагреву СВЧ-излучением до температуры, необходимой для отпуска сварного соединения. СВЧ-излучение отключают и происходит медленное остыва- ние сварного соединения в среде теплоизолирующего диэлектрического материала. При необходимости при слишком быстром для отпуска остывании сварного шва можно снова быстро подогреть теплоизоли- рующий диэлектрический материал (теплоноситель) СВЧ-излучением.
П р им е р. Для сравнения механических свойств сварных соединений после отпуска
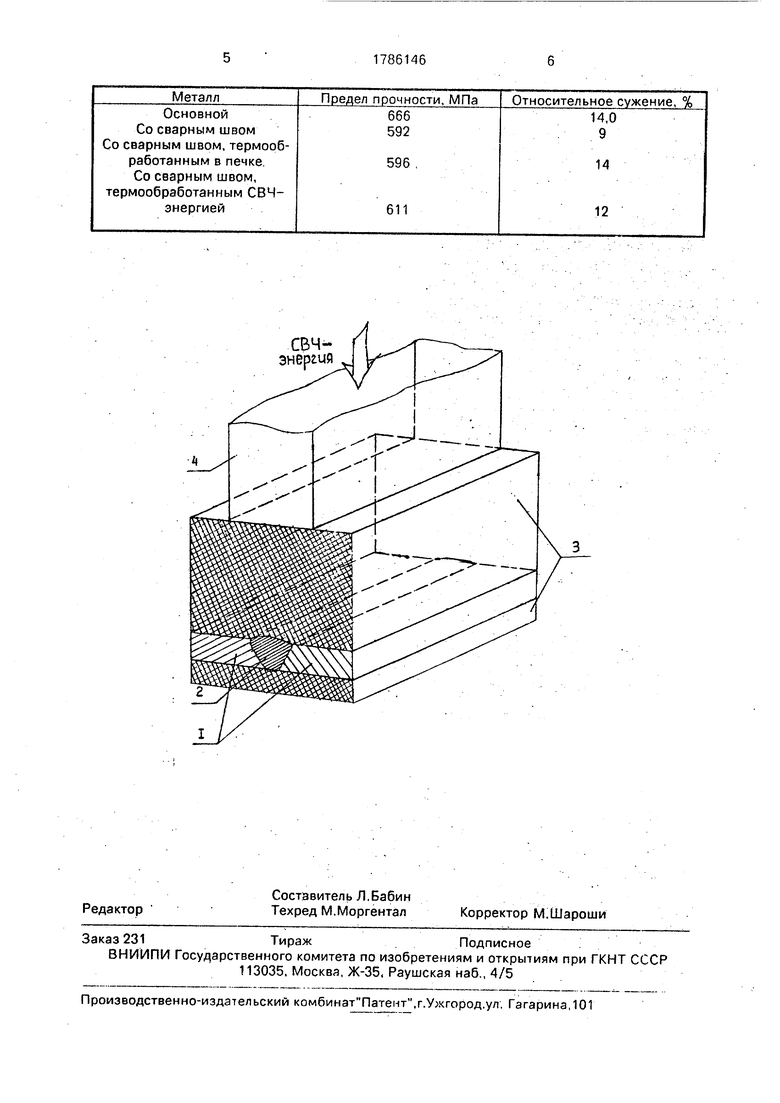
вырезали образцы из сварного стыка, выполненного дуговой сваркой. Были проведены механические испытания по ГОСТ 6996-66 образцов со сварным швом с термообработкой СВЧ-энергией и в муфельной печи и без термообработки, а также из основного металла Х70. Испытывали по 10 образцов. СВЧ-термообработку проводили следующим образом. Образцы заделывались во влажную глину, размером с кирпич, подсушивались естественным образом. Далее кирпичи с образцами помещались в кирпичную кладку на подставке и нагревались на установке КИЗ-2 до 500-520°С, после чего установка отключалась и кирпичи с образцами медленно остывали. Нагрев в муфельной печке моделировал термообработку металла для отпуска. Нагрев проводился до той же температуры. Результаты испытаний представлены в таблице..
Из таблицы видно, что при отпуске в муфельной печи и с помощью СВЧ-энергии получаются одинаковые результаты, что свидетельствует о возможности применения этого метода в полевых условиях с использованием СВЧ-энергии,
Использование предлагаемого способа термической обработки сварного соединения обеспечивает пб сравнению с известными способами следующие преимущества: возможность локального отпуска сварных сбединений различных конфигураций и размеров; возможность дистанционного управ- ления термической обработки и автоматизация этого процесса; обеспечивать необходимые режимы и качество локального отпуска сварного соединения без дополнительных технологических приемов; возможность применения различных типов теплоизолирующих диэлектрических материалов в качестве среды теплоносителя, включая местный минеральный грунт.
Фор мул а и з о б ре т е н и я
Способ термической обработки сварного соединения, включающий размещение теплоизолирующего диэлектрического материала на сварное соединение, нагрев и охлаждение, о т л и ч а ю щ и и с я тем, что, с целью повышения качества и упрощения технологии, нагрев сварного шва ведут до температуры отпуска с помощью предварительно нагретого электромагнитным полем сверхвысокой частоты теплоизолирующего диэлектрического материала.
Металл
Предел прочности, МПа
Относительное сужение. %
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕРМОИЗОЛИРОВАННОЙ ТРУБЫ | 2014 |
|
RU2588927C2 |
| Способ термической обработкиСВАРНыХ ТРуб | 1978 |
|
SU802384A1 |
| Способ термической обработки сварных соединений | 1987 |
|
SU1439134A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СВАРНЫХ ТРУБ | 2011 |
|
RU2484149C1 |
| Способ термической обработки сварного режущего инструмента | 1982 |
|
SU1122716A1 |
| Способ термической обработки сварных соединений рельсов и устройство для осуществления способа | 2018 |
|
RU2705820C1 |
| Способ термической обработки сварного режущего инструмента | 1990 |
|
SU1770402A1 |
| Способ обработки сварных соединений | 1990 |
|
SU1687635A1 |
| КАМЕРНАЯ ТРАНСФОРМИРУЕМАЯ ЭЛЕКТРОПЕЧЬ "ПРЭТТИ" | 1996 |
|
RU2143091C1 |
| ЭЛЕКТРОПЕЧЬ "ПРЭТТИ" | 1996 |
|
RU2147108C1 |
Использование: изобретение относится к термической обработке сварных соединений и может быть использовано для снижения остаточных напряжений после сварки в полевых условиях. Сущность: локальный отпуск сварного соединения проводят в среде теплоносителя - диэлектрического теплоизоляционного материала (возможно - применение местного грунта) путем нагрева теплоносителя СВЧ-энергией, что позволит обеспечить равномерный нагрев и остывание сварного соединения и позволит упростить технологию отпуска, не надо применять различные технические решения для обеспечения теплоизоляции сварного соединения. 1 ил. :.
Основной
Со сварным швом
Со сварным швом, термообработанным в печке.
Со сварным швом,
термообработанным СВЧэнергией
14,0
9
14
611
12
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для нагрева под термообработку | 1982 |
|
SU1054432A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Авторское свидетельство СССР № 743475, кл | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ получения фтористых солей | 1914 |
|
SU1980A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Устройство для термообработки сварных стыков труб | 1977 |
|
SU624941A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
