113
Изобретение относится к автоматизации металлургического производства а именно к автоматическому слежен Ж1 за перемещением заготовок в процессе нагрева в кольцевых печах.
Цель изобретения - увеличение производительности прокатного стана, сокращение расхода топлива на нагрев металла и выхода некондиционной продукции путем повышения точности и надежности слежения и информационного сопровождения металла в кольцевой печи.
На фиг.1 представлена блок-схема системы слежения за перемещением заготовок в кольцевой печи на фиг.2- схема блока определения номера радиуса; на фиг.З - то же, начала и конца партии.
Система содержит датчик 1 угла поворота, блок 2 индикации, блок 3 определения номера радиуса, блок 4 определение начала и конца, партии, схемы 5 и 6 сравнения, блок 7 регистров, блок 8 определения количества радиусов и блок 9 хранения наряд-задания, причем выход датчика 1 угла поворота соединен с входом блока 3 определения номера радиуса, выход которого подсоединен к первым входам блока 4 определения начала и конца партии, схем 5 и 6 сравнения и блока 7 регистров, второй вход блока 4 определения начала и конца партии соединен с выходом блока 8 определения количества радиусов, а первый и вто- .рой выходы - с вторыми входами соответственно схем 5 и 6 сравнения, выход схемы 5 уравнения подсоединен к второму входу блока 7 регистров, а вход схемы 6 сравнения - к тpeтьиlvl входам блока 4 определения начала и конца партии и блока 7 регистров и к входу блока 9 хранения наряд-задания, первый выход которого соединен с входом блока 8 определения количества радиусов, а второй выход - с четвертым входом блока 7 регистров, выход которого соединен с блоком 2 индикации и автоматизированной системой управления тепловым режимом зон кольцевой печи.
В качестве датчика 1 угла поворота используют кодовый датчик. Датчик соединен с валом пода методической печи и преобразует.угол поворота пода относительно окна загрузки в цифровой параллельный двоичный код. При
82
повороте печи на 360° датчик сбрасывается в нулевое состояние.
Блок 2 индикации предназначен для отображения параметров посаженных
заготовок в соответствии с их расположением по зонам печи.
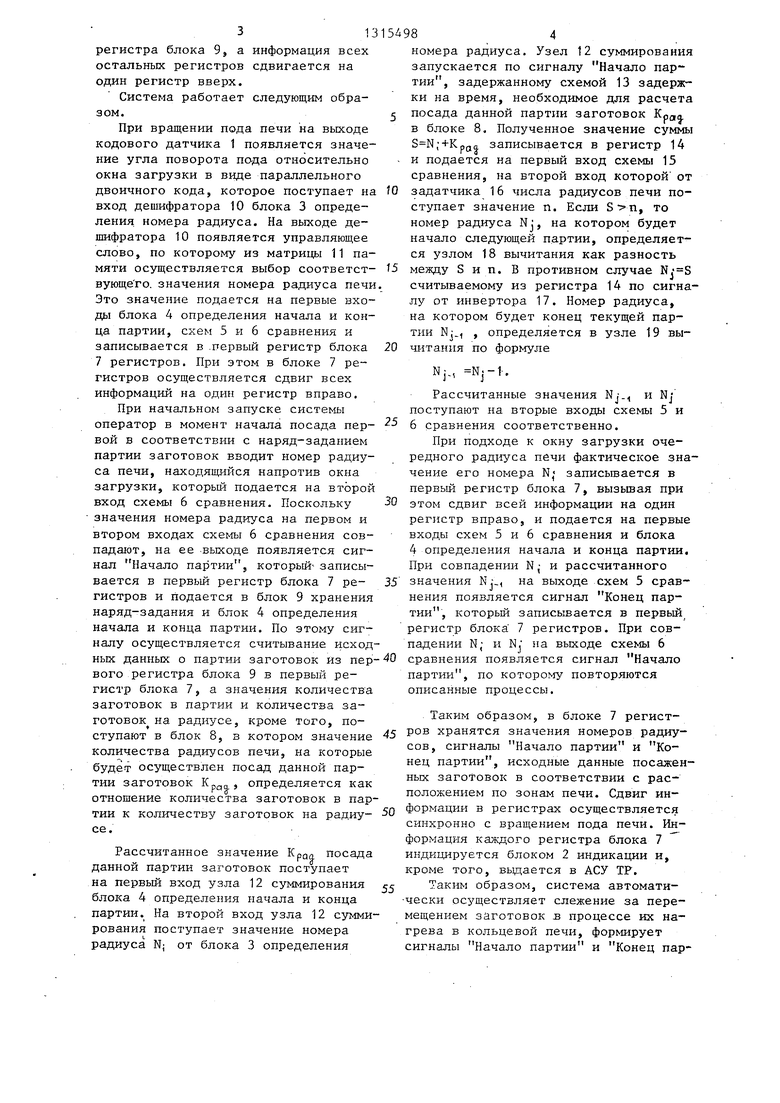
Блок 3 определения номера радиуса (фиг.2) предйазначен для определения на основании показаний кодового
датчика 1 номера радиуса пода печи Nj, находящегося напротив окна за- . грузки, и состоит из депшфратора 10 и матрицы 11 памяти, в которой хранятся значения номеров радиусов печи.
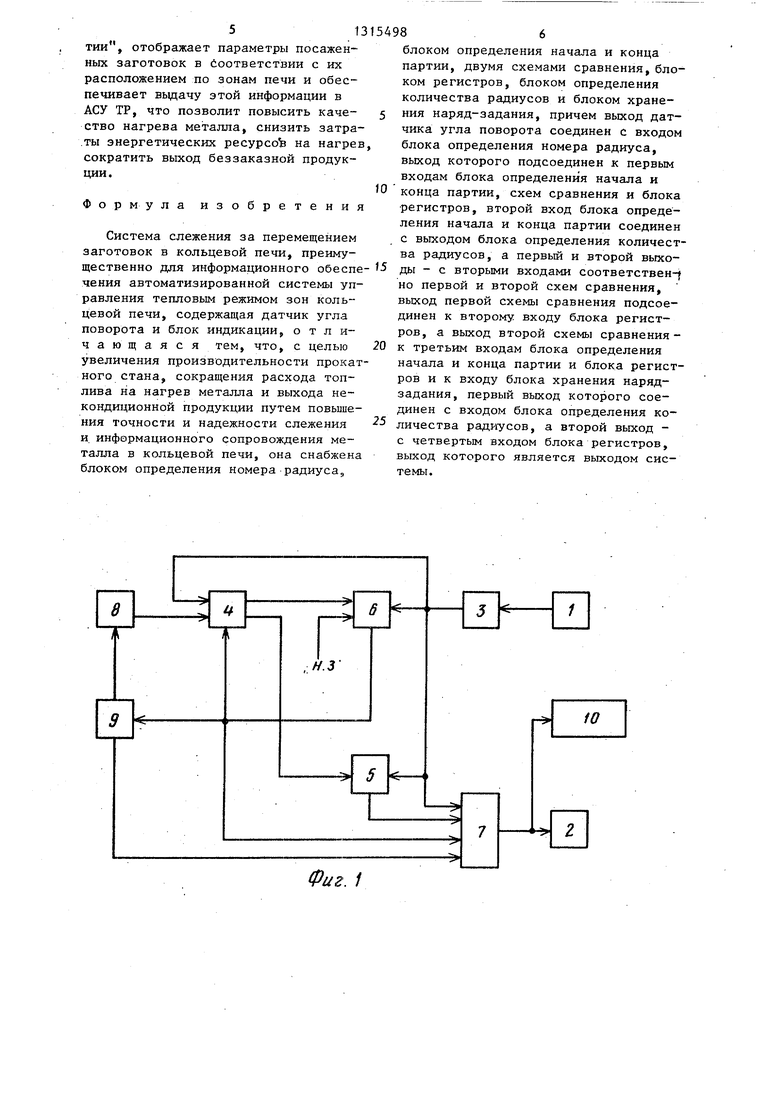
Блок 4 определения начйла и конца партии (фиг.З) предназначен для определения номеров радиусов печи, на которых будет конец предыдущей и начало последующей партий заготовок,
и содержит узел 12 суммирования, схему 13 задержки, регистр 14 памяти, схему 15 сравнения, задатчик 16 числа радиусов печи, инвертор 17, узлы 18 и 19 вычитания.
Схемы 5 и 6 сравнения предназна- , чены для формирования сигналов Ко-) нец партии и Начало партии соответственно при совпадении значений номера радиуса, находящегося напротив
окна загрузки печи, и номеров радиусов, рассчитанных в блоке 4.
В блоке 7 регистров реализована модель кольцевой печи в виде набора регистров, число которых равно числу
35 радиусов печи п. При записи номера радиуса в первый регистр блока осуществляется сдвиг информации (i-1)- го регистра в i-й регистр () и стирание информации п-го регистра.
40 Блок 8 определения количества радиусов предназначен для определения количества радиусов печи, на которых осуществляется посад данной партии заготовок,
45
Блок 9 хранения наряд-задания
представляет собой набор регистров, в которые перед началом смены вводят исходные данные (номер партии, номер
0 плавки, марку стали, количество заготовок в партии, количество заготовок на радиусе, размеры заготовок и т.д.) каждой партии заготовок в порядке их поступления. При этом в одном регист ре хранится информация по одной партии. Когда начинается посад новой партии заготовок (по сигналу Начало партии), осуществляется считывание информации по этой партии из первого
регистра блока 9, а информация всех остальных регистров сдвигается на один регистр вверх.
Система работает следующим образом.
При вращении пода печи на выходе кодового датчика 1 появляется значение угла поворота пада относительно окна загрузки в виде параллельного двоичного кода, которое поступает на вход дешифратора 10 блока 3 определения номера радиуса. На выходе дешифратора 10 появляется управляющее слово, по которому из матрицы 11 памяти осуществляется выбор соответст- вующе го. значения номера радиуса печи Это значение подается на первые входы блока 4 определения начала и конца партии, схем 5 и 6 сравнения и записывается в .первый регистр блока 7 регистров. При этом в блоке 7 регистров осуществляется сдвиг всех информации на один регистр вправо.
При начальном запуске системы оператор в момент начала посада пер- вой в соответствии с наряд-заданием партии заготовок вводит номер радиуса печи, находящийся напротив окна загрузки, который подается на второй вход схемы 6 сравнения. Поскольку значения номера радиуса на первом и втором входах схемы 6 сравнения совпадают, на ее -выходе появляется сигнал Начало партии, который записывается в первый регистр блока 7 ре- гистров и подается в блок 9 хранения наряд-задания и блок 4 определения начала и конца партии. По этому сигналу осуществляется считывание исходных данных о партии заготовок из пер вого регистра блока 9 в первый регистр блока 7, а значения количества заготовок в партии и количества заготовок на радиусе, кроме того, поступают в блок 8, в котором значение количества радиусов печи, на которые будет осуществлен посад данной партии заготовок Крд , определяется как отношение количества заготовок в партии к количеству заготовок на радиу- се.
Рассчитанное значение KpQ посада данной партии заготово.к поступает на первый вход узла 12 суммирования блока 4 определения начала и конца партии. На второй вход узла 12 суммирования поступает значение номера радиуса N; от блока 3 определения
номера радиуса. Узел 12 суммирования запускается по сигналу Начало партии, задержанному схемой 13 задержки на время, необходимое для расчета посада данной партии заготовок Кода, в блоке 8. Полученное значение суммы S N;- -Kpga записывается в регистр 14 и подается на первый вход схемы 15 сравнения, на второй вход которой от задатчика 16 числа радиусов печи поступает значение п. Если , то номер радиуса Nj, на котором будет начало следующей партии, определяется узлом 18 вычитания как разность между S и п. В противном случае считываемому из регистра 14 по сигналу от инвертора 17. Номер радиуса, на котором будет конец текущей партии Nj, , определяется в узле 19 вычитания по формуле
N|., Nj-|.
Рассчитанные значения NJ., и Nj поступают на вторые входы схемы 5 и 6 сравнения соответственно.
При подходе к окну загрузки очередного радиуса печи фактическое значение его номера N записывается в первый регистр блока 7, вызьшая при этом сдвиг всей информации на один регистр вправо, и подается на первые входы схем 5 и 6 сравнения и блока 4 определения начала и конца партии. При совпадении N , и рассчитанного значения Nj, на выходе схем 5 сравнения появляется сигнал Конец партии, который записывается в первый регистр блока 7 регистров. При совпадении N; и NJ на выходе схемы 6 сравнения появляется сигнал Начало партии, по которому повторяются описанные процессы.
Таким образом, в блоке 7 регистров хранятся значения номеров радиусов, сигналы Начало партии и Конец партии, исходные данные посаженных заготовок в соответствии с расположением по зонам печи. Сдвиг информации в регистрах осуществляется синхронно с вращением пода печи. Информация каждого регистра блока 7 индицируется блоком 2 индикации и, кроме того, выдается в АСУ TF.
Таким образом, система автомати- чески осуществляет слежение за перемещением заготовок в процессе их нагрева в кольцевой печи, формирует сигналы Начало партии и Конец партии, отображает параметры посаженных заготовок в йоответствии с их расположением по зонам печи и обеспечивает выдачу этой информации в АСУ ТР, что позволит повысить качество нагрева металла, снизить затра- .ты энергетических ресурсов на нагрев сократить выход беззаказной продукции.
Формула изобретения
Система слежения за перемещением заготовок в кольцевой печи, преим у- щественно для информационного обеспе чения автоматизированной системы управления тепловым режимом зон кольцевой печи, содержащая датчик угла поворота и блок индикации, отличающаяся тем, что, с целью увеличения производительности прокатного стана, сокращения расхода топлива на нагрев металла и выхода некондиционной продукции путем повьше- ния точности и надежности слежения и. информационного сопровождения металла в кольцевой печи, она снабжена блоком определения номера радиуса,,
0
-5 0
блоком определения начала и конца партии, двумя схемами сравнения, блоком регистров, блоком определения количества радиусов и блоком хранения наряд-задания, причем выход датчика угла поворота соединен с входом блока определения номера радиуса, выход которого подсоединен к первым входам блока определения начала и конца партии, схем сравнения и блока регистров, второй вход блока определения начала и конца партии соединен с выходом блока определения количества радиусов, а первый и второй выходы - с вторыми входами соответствен-f но первой и второй схем сравнения, выход первой схемы сравнения подсоединен к второму входу блока регистров, а выход второй схемы сравнения- к третьим входам блока определения начала и конца партии и блока регистров и к входу блока хранения наряд- задания, первый выход которого соединен с входом блока определения количества радиусов, а второй выход - с четвертым входом блока регистров, выход которого является выходом системы.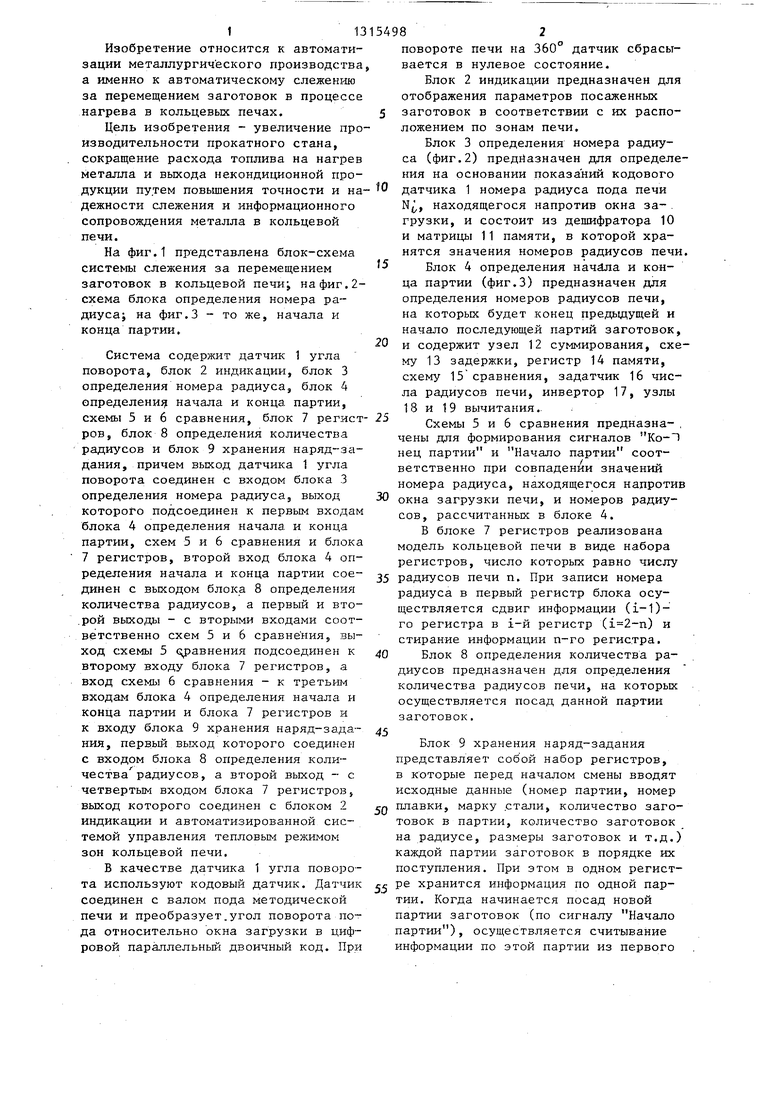
| название | год | авторы | номер документа |
|---|---|---|---|
| Система слежения за перемещением заготовок в кольцевой печи | 1987 |
|
SU1452853A1 |
| Система слежения за перемещением заготовок в кольцевой печи | 1988 |
|
SU1578219A1 |
| Способ управления загрузкой, выгрузкой и перемещением заготовок в кольцевой печи | 1989 |
|
SU1696826A1 |
| Устройство для управления загрузкой, выгрузкой и перемещением заготовок в кольцевой печи | 1989 |
|
SU1721420A1 |
| Устройство для контроля параметров садки в методических печах | 1982 |
|
SU1055950A1 |
| Устройство для управления приводом пода кольцевой печи | 1977 |
|
SU723519A1 |
| Устройство для контроля параметров садки в методической кольцевой печи | 1985 |
|
SU1310604A1 |
| Система управления механизмами участка кольцевой нагревательной печи | 1980 |
|
SU907513A1 |
| Устройство для контроля и регистрации заготовок на станах горячей прокатки | 1977 |
|
SU732945A1 |
| Система управления механизмами участка кольцевой нагревательной печи | 1986 |
|
SU1357922A1 |
Изобретение относится к автоматизации металлургического производства и может использоваться для слежения за перемещением заготовок в процессе нагрева в кольцевых печах. Цель изобретения - увеличение производительности прокатного стана, сокращение расхода топлива на нагрев металла и выхода некондиционной продукции путем повьщ1ения точности и надежности слежения и информационного сопровождения металла в кольцевой печи. Цель достигается за счет учета номера радиуса, начала и конца партии, количества радиусов и исходных данных (номер партии, номер плавки, марка стали, количество заготовок на радиусе, размеры заготовок) каждой партии заготовок в порядке их поступления. Считывание информации производится из одного из регистров блока хранения наряд-задания по сигналу Начало партии, при этом информация всех остальных регистров сдвигается на один регистр вверх. 3 ил. С б (Л 00 ел 4 СО 00
г. 1
Редактор Н.Гунько
Составитель А.Сергеев
Техред М.Ходанич Корректор С.Шекмар
Заказ 2318/27Тираж 549Подписное
БНИИПИ Государственного комитета СССР по делам изобретений и- открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная,4
Фиг.:з
| Устройство для контроля параметров садки в методических печах | 1982 |
|
SU1055950A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Григорьев В.Н | |||
| Кольцевые печи для нагрева металла | |||
| - М | |||
| : Металлург- издат, 1958, с.81. | |||
