4
сл
tsD
00 сл
оо
Печи фиксируется кодовым датчиком угла 1 поворота. По величине угла в Йлоке 3 определяется номер радиуса Йода печи, на который производится . агрузка металла. Каждому радиусу Йода печи соответствует регистр в локе 7 регистров. Посад каждой заго- foBKH фиксируется блоком 10 фикса- йии момента посада заготовок. После йосада первой заготовки партии ме- галла количество заготовок партии записывается в реверсивный счетчик
5 в блоке 8 определения количества радиусов пода печи, рассчитывается соличество радиусов пода печи, необходимое для их загрузки, а в блоке Л - определение конца партии загото- иок, номер радиуса, на котором будет посажена последняя заготовка партии. При посадке каждой заготовки содержимое счетчика 15 стан€ Т равным 1 и совпадут номер радиуса, на который (эудет посажена последняя заготовка
1А52853
каретки, и номер радиуса, на который будет загружена заготовка новой партии, т.е. когда будет посажена последняя заготовка каретки, злементы 5 и 11 сравнения и элемент 14 И формируют сигнал Конец партии, который записывается в первый регистр блока 7. Когда содержимое счетчика 15 становится равным О, т.е. когда посажена первая заготовка новой пар- тии металла, элемент 6 сравнения формирует сигнал Начало партии, который вместе с информацией о заготовках, хранящейся в блоке 9 хранения наряд - задания, записываются в первый регистр блока 7. Поворот пода печи сопровождается сдвигом содержимого регистров блока 7 и вьщачей информации о параметрах и расположении заготовок в печи на индикацию (блок 2) и в АСУ тепловым режимом зон кольцевой печи. 3 ил.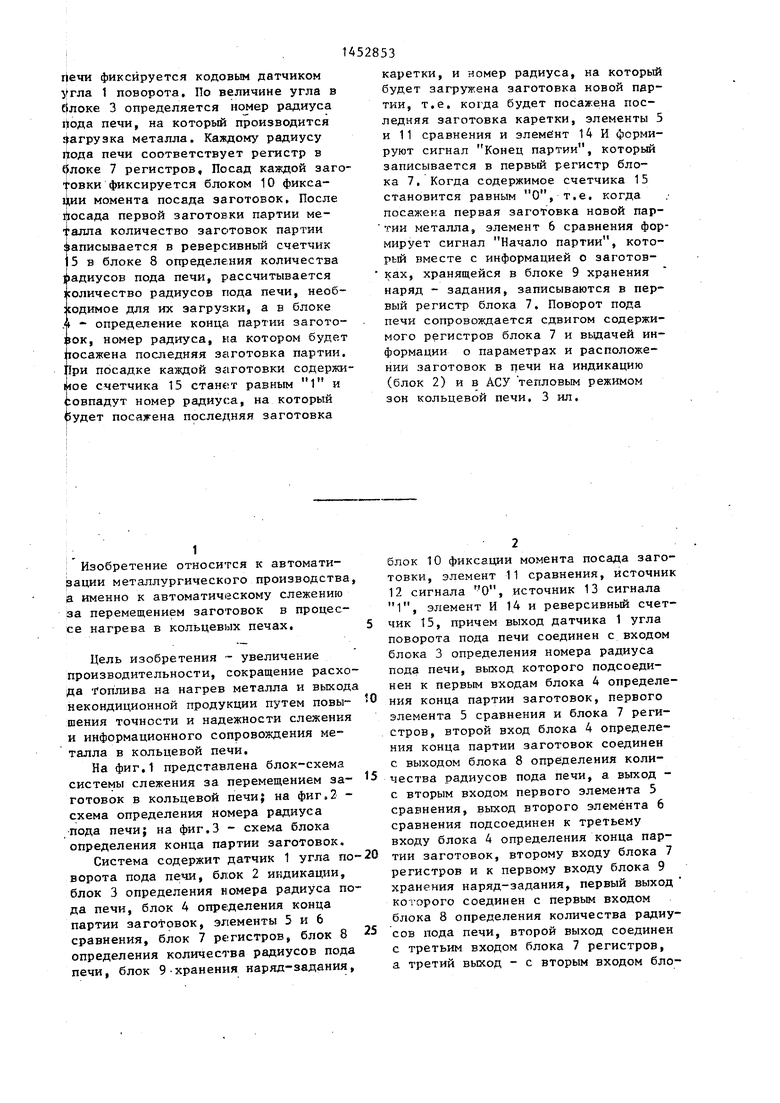
| название | год | авторы | номер документа |
|---|---|---|---|
| Система слежения за перемещением заготовок в кольцевой печи | 1988 |
|
SU1578219A1 |
| Система слежения за перемещением заготовок в кольцевой печи | 1986 |
|
SU1315498A1 |
| Способ управления загрузкой, выгрузкой и перемещением заготовок в кольцевой печи | 1989 |
|
SU1696826A1 |
| Устройство для управления загрузкой, выгрузкой и перемещением заготовок в кольцевой печи | 1989 |
|
SU1721420A1 |
| Устройство для контроля параметров садки в методической кольцевой печи | 1985 |
|
SU1310604A1 |
| Устройство для контроля параметров садки в методических печах | 1982 |
|
SU1055950A1 |
| Устройство для учета перемещаемых изделий | 1985 |
|
SU1324045A1 |
| Устройство для контроля и регистрации заготовок на станах горячей прокатки | 1977 |
|
SU732945A1 |
| Устройство для определения положения заготовок на поде кольцевой нагревательной печи | 1986 |
|
SU1406189A1 |
| Устройство для управления приводом пода кольцевой печи | 1977 |
|
SU723519A1 |
Изобретение относится к автоматизации металлургического производства, а именно к автоматическому слежению за перемещением заготовок в процессе нагрева в кольцевых печах. Цель изобретения - увеличение производительности, сокращение расхода топлива на нагрев металла и выхода некондиционной продукции путем повышения точности и надежности смешения и информационного сопровождения металла в кольцевой печи. Поворот пода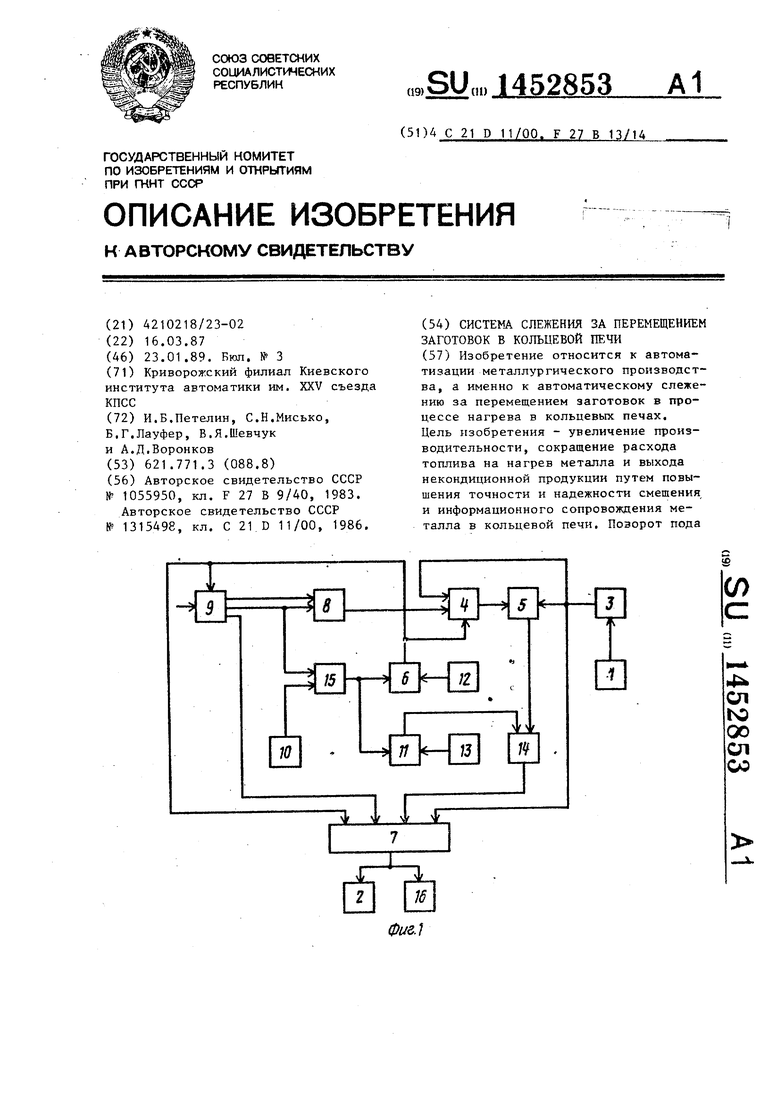
1
Изобретение относится к автомати- Ьации металлургического производства, а именно к автоматическому слежению за перемещением заготовок в процессе нагрева в кольцевых печах.
Цель изобретения - увеличение производительности, сокращение расхода топлива на нагрев металла и выхода
некондиционной продукции путем повышения точности и надежности слежения и информационного сопровождения металла в кольцевой печи.
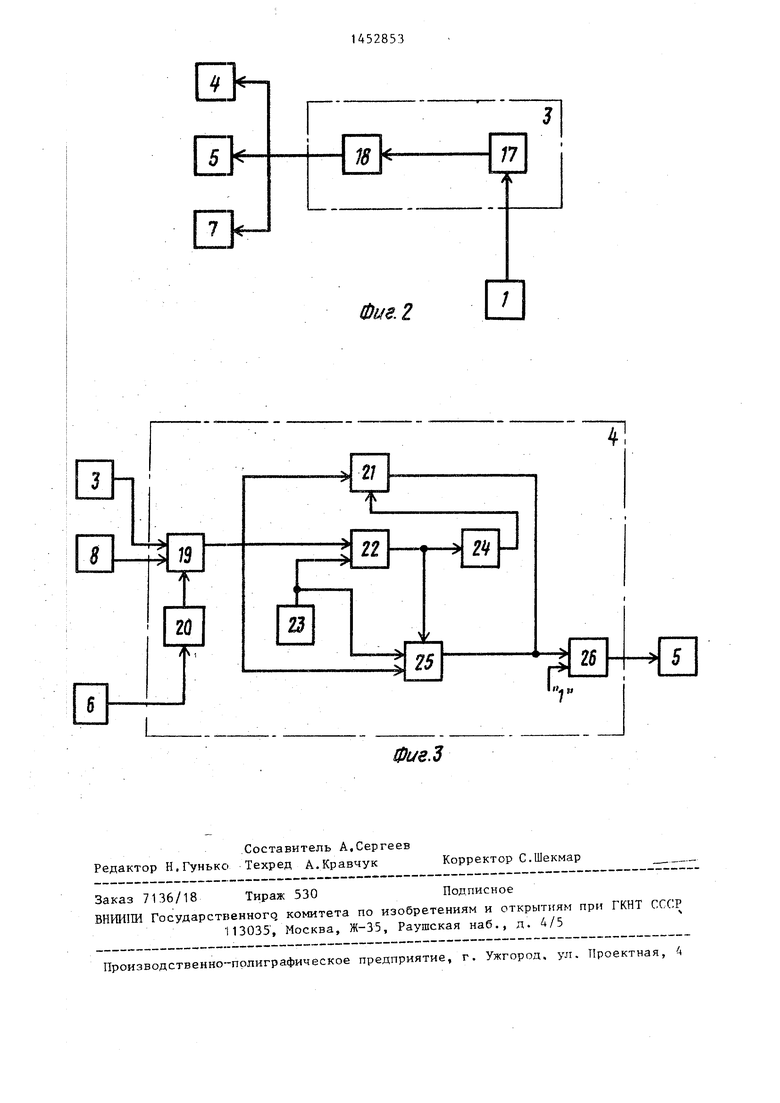
На фиг,1 представлена блок-схема системы слежения за перемещением за- готовок в кольцевой печи; на фиг.2 - схема определения номера радиуса пода печи; на фиг.З - схема блока определения конца партии заготовок.
Система содержит датчик 1 угла поворота пода печи, блок 2 индикации, блок 3 определения номера радиуса пода печи, блок 4 определения конца партии заготовок, элементы 5 и 6 сравнения, блок 7 регистров, блок 8 определения количества радиусов пода печи, блок 9-хранения наряд-задания.
5
0
блок 10 фиксации момента посада заготовки, элемент 11 сравнения, источник 12 сигнала О, источник 13 сигнала 1, элемент И 14 и реверсивный счетчик 15, причем выход датчика 1 угла поворота пода печи соединен с входом блока 3 определения номера радиуса пода печи, выход которого подсоединен к первым входам блока 4 определения конца партии заготовок, первого элемента 5 сравнения и блока 7 регистров, второй вход блока 4 определения конца партии заготовок соединен с выходом блока 8 определения количества радиусов пода печи, а выход - с вторым входом первого элемента 5 сравнения, выход второго элемента 6 сравнения подсоединен к третьему входу блока 4 определения конца партии заготовок, второму входу блока 7 регистров и к первому входу блока 9 хранения наряд-задания, первый выход которого соединен с первым входом блока 8 определения количества радиусов пода печи, второй выход соединен с третьим входом блока 7 регистров, а третий выход - с вторым входом бло10
31452853
ка 8 определения количества радиусов пода печи и с суммирующим входом реверсивного счетчика 15, к вычитающему входу которого подсоединен блок 10 фиксации момента посада заготовки, а к выходу - первые входы элементов 6 и 11 сравнения, к вторым входам которых подсоединены соответственно источник 12 сигнала О и источник 13 сигнала 1, выходы элемента 5 и 11 сравнения соединены соответственно с первым и вторым входами элемента И 14, выход которого соединен с четвертым входом блока 7 регистров, выход которого соединен с блоком 2 индикации и с автоматизированной системой 16 управления тепловым режимом зон кольцевой печи.
В качестве датчика 1 угла поворота JQ используется кодовый датчик (например, КД-4М). Датчик жестко крепится к валу пода кольцевой печи и преобразует угол поворота пода относительно окна загрузки в параллельный двоичный код. При повороте пода на 360° датчик сбрасывается в нулевое состояние.
Блок 2 индикации предназначен для отображения параметров посаженных заготовок в соответствии с их расположением по зонам печи.
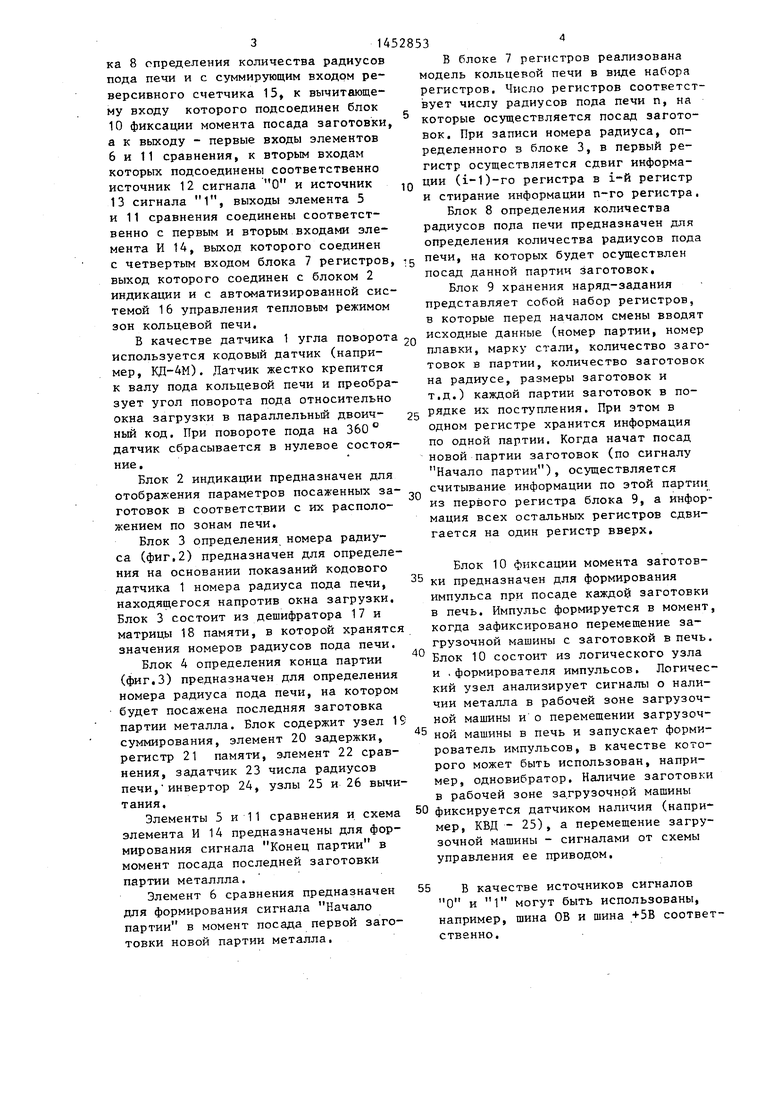
Блок 3 определения номера радиуса (фиг.2) предназначен для определения на основании показаний кодового датчика 1 номера радиуса пода печи, находящегося напротив окна загрузки. Блок 3 состоит из дешифратора 17 и матрицы 18 памяти, в которой хранятся значения номеров радиусов пода печи.
Блок 4 определения конца партии (фиг,3) предназначен для определения номера радиуса пода печи, на котором будет посажена последняя заготовка партии металла. Блок содержит узел 19 суммирования, элемент 20 задержки, регистр 21 памяти, элемент 22 сравнения, задатчик 23 числа радиусов печи,-инвертор 24, узлы 25 и 26 вычитания.
В блоке 7 регистров реализована модель кольцевой печи в виде набора регистров. Число регистров соответствует числу радиусов пода печи п, на которые осуществляется посад заготовок. При записи номера радиуса, определенного в блоке 3, в первый регистр осуществляется сдвиг информации (i-l)-ro регистра в i-й регистр и стирание информации п-го регистра.
Блок 8 определения количества радиусов пода печи предназначен для определения количества радиусов пода печи, на которых будет осуществлен посад данной партии заготовок,
Блок 9 хранения наряд-задания представляет собой набор регистров, в которые перед началом смены вводят исходные данные (номер партии, номер плавки, марку стали, количество заготовок в партии, количество заготовок на радиусе, размеры заготовок и т.д.) каждой партии заготовок в по- 2g рядке их поступления. При этом в одном регистре хранится информация по одной партии. Когда начат посад новой партии заготовок (по сигналу Начало партии), осуществляется считывание информации по этой партии из первого регистра блока 9, а информация всех остальных регистров сдвигается на один регистр вверх.
Блок 10 фиксации момента заготов- 35 ки предназначен для формирования
импульса при посаде каждой заготовки в печь. Импульс формируется в момент, когда зафиксировано перемещение загрузочной машины с заготовкой впечь. Блок 10 состоит из логического узла и .формирователя импульсов. Логический узел анализирует сигналы о наличии металла в рабочей зоне загрузочной машины и о перемещении загрузочной машины в печь и запускает формирователь импульсов, в качестве которого может быть использован, например, одновибратор. Наличие заготовки в рабочей зоне загрузочной машины
30
40
45
эл;«в„™ 5 „и .„и, и схема 50 Ф-с-Р ™- «Г.Г
элемента И 14 предназначены для формирования сигнала Конец партии в момент посада последней заготовки партии металлла.
Элемент 6 сравнения предназначен для формирования сигнала Начало партии в момент посада первой заготовки новой партии металла.
мер, КВД - 25), а перемещение загрузочной машины - сигналами от схемы управления ее приводом.
55 В качестве источников сигналов О и 1 могут быть использованы, например, шина ОВ и шина +5В соответ ственно.
0
JQ
В блоке 7 регистров реализована модель кольцевой печи в виде набора регистров. Число регистров соответствует числу радиусов пода печи п, на которые осуществляется посад заготовок. При записи номера радиуса, определенного в блоке 3, в первый регистр осуществляется сдвиг информации (i-l)-ro регистра в i-й регистр и стирание информации п-го регистра.
Блок 8 определения количества радиусов пода печи предназначен для определения количества радиусов пода печи, на которых будет осуществлен посад данной партии заготовок,
Блок 9 хранения наряд-задания представляет собой набор регистров, в которые перед началом смены вводят исходные данные (номер партии, номер плавки, марку стали, количество заготовок в партии, количество заготовок на радиусе, размеры заготовок и т.д.) каждой партии заготовок в по- 2g рядке их поступления. При этом в одном регистре хранится информация по одной партии. Когда начат посад новой партии заготовок (по сигналу Начало партии), осуществляется считывание информации по этой партии из первого регистра блока 9, а информация всех остальных регистров сдвигается на один регистр вверх.
Блок 10 фиксации момента заготов- 35 ки предназначен для формирования
импульса при посаде каждой заготовки в печь. Импульс формируется в момент, когда зафиксировано перемещение загрузочной машины с заготовкой впечь. Блок 10 состоит из логического узла и .формирователя импульсов. Логический узел анализирует сигналы о наличии металла в рабочей зоне загрузочной машины и о перемещении загрузочной машины в печь и запускает формирователь импульсов, в качестве которого может быть использован, например, одновибратор. Наличие заготовки в рабочей зоне загрузочной машины
30
40
45
50 Ф-с-Р ™- «Г.Г
50 Ф-с-Р ™- «Г.Г
мер, КВД - 25), а перемещение загрузочной машины - сигналами от схемы управления ее приводом.
55 В качестве источников сигналов О и 1 могут быть использованы, например, шина ОВ и шина +5В соответственно.
10
в реверсивный счетчик 15 перед запуском системы заносят код числа
II 4111
Г
Запуск системы осуществляется перёд началом посада первой в соответ- С1ВИИ с наряд-заданием партии заго- тсвок.
Система работает следующим образам.
При вращении пода печи на выходе КС1ДОВОГО датчика 1 формируется значение угла поворота пода, относительно загрузки в виде параллельного Д130ИЧНСГО кода, которое поступает н,1 вход дешифратора 17 блока 3 опре- дгления номера радиуса пода печи. Н а вькоде дешифратора 17 появляется управляющее слово, по которому из матрицы 18 памяти осуществляется выбор соответствующего значения номера радиуса печи N.. Это значение подается на первые входы блока 4 опреде- .л1ения конца партии, первого элемента /5J сравнения и записывается в первый 1 егистр блока 7 регистров. При этом блоке 7 осуществляется сдвиг всей нформадии на один регистр вправо. I В момент посада первой после за- гуска системы заготовки на вькоде блока 10 фиксации момента посада заготовки появляется импульс, поступающий на вычитающий вход реверсивного С четчика 15. При этом содержимое с:четчика 15 становится равным нулю, и на выходе второго элемента 6 срав- . пения, сравнивающего содержимое счет- 15 с нулем, формируется сигнал Начало партии, который записывает- йя в первый регистр блока 7 и подает- 1&я в блоки 9 и 4. По этому сигналу Осуществляется считывание исходных данных о партии заготовок из первого регистра блока 9 в первый регистр блока 7. Значение количества загото- бок в партии К,,, кроме того, записывается в счетчик 15 и подается на второй вход блока 8, а на первый вход этого блока поступает значение Количества заготовок на радиусе К р. . В блоке 8 определяется значение количества радиусов печи, на которых будет осуществлен посад данной партии заготовок Крйдкак отношение Кjn к Кз.р
1452853
уса печи N -, находящегося в данный момент напротив окна загрузки, от блока 3. Узел 19 сумьшрования запускается по сигналу Начало партии, задержанному элементом 20 задержки на время, необходимое для расчета
t5
20
25
30
Кр„(в блоке 8. Полученное значение суммы .+Kp„дЗaпиcывaeтcя в ре- :i гистр 21 и подается на первый вход элемента 22 сравнения, на второй вход которого от задатчика 23 количества радиусов печи поступает зна- чение п. Если S п, то номер радиуса Mj, на котором будет посажена последняя заготовка данной партии металла, определяется узлами 25 и 26 вычитания по формуле N -S-n-l. В противном случае по сигналу от инвертора 24 осуществляется считывание из регистра 21 значения S на вход узла 26 вычитания, в котором N. опре деляется по формуле Nj.S-1 . Рассчитанное значение N поступает на второй вход первого элемента 5 сравнения.
При посаде каждой новой заготовки в печь на выходе блока 10 формируетс импульс, уменьшающий на единицу содержимое счетчика 15.
При подходе к окну загрузки очередного радиуса фактическое значение его номера N- записывается в первый регистр блока 7, вызывая при этом сдвиг всей информации на один регист вправо. Кроме того, N; подается на первые входы блока 4 и первого элемента 5 сравнения. При совпадении N. и N,, т.е. когда к окну загрузки подойдет радиус, на котором будет посажена последняя заготовка парти на выходе первого элемента 5 сравн ния сформируется единичный сигнал, поступающий на первый вход элемента И 14„ После посада последней загото ки партии на радиус NJ в счетчик 15 записывается код числа 1. При это на выходе третьего элемента 11 срав нения сформируется единичный сигнал поступающий на второй вход элемента 50 и 14. Поскольку на оба входа элемен И 14 подаются единичные сигналы, на ее выходе формируется сигнал Ко нец партии. Этот сигнал записывает в первый регистр блока 7, При после
35
,„ tf nnrTv- 55 дующем вращении пода печи сигнал
Рассчитанное значение К.«. посту . ДУЮЩ Р „ снимается, поскол
пает на первый вход узла 19 суммирования блока 4, на второй вход которого поступает значение номера ради Конец партии снимается, поскольку значения , и NJ не совпадают и на выходе первого элемента 5 сравнения
0
уса печи N -, находящегося в данный момент напротив окна загрузки, от блока 3. Узел 19 сумьшрования запускается по сигналу Начало партии, задержанному элементом 20 задержки на время, необходимое для расчета
5
0
25
30
Кр„(в блоке 8. Полученное значение суммы .+Kp„дЗaпиcывaeтcя в ре- :i гистр 21 и подается на первый вход элемента 22 сравнения, на второй вход которого от задатчика 23 количества радиусов печи поступает зна- чение п. Если S п, то номер радиуса Mj, на котором будет посажена последняя заготовка данной партии металла, определяется узлами 25 и 26 вычитания по формуле N -S-n-l. В противном случае по сигналу от инвертора 24 осуществляется считывание из регистра 21 значения S на вход узла 26 вычитания, в котором N. определяется по формуле Nj.S-1 . Рассчитанное значение N поступает на второй вход первого элемента 5 сравнения.
При посаде каждой новой заготовки в печь на выходе блока 10 формируется импульс, уменьшающий на единицу содержимое счетчика 15.
При подходе к окну загрузки очередного радиуса фактическое значение его номера N- записывается в первый регистр блока 7, вызывая при этом сдвиг всей информации на один регистр вправо. Кроме того, N; подается на первые входы блока 4 и первого элемента 5 сравнения. При совпадении N. и N,, т.е. когда к окну загрузки подойдет радиус, на котором будет посажена последняя заготовка партии, на выходе первого элемента 5 сравнения сформируется единичный сигнал, поступающий на первый вход элемента И 14„ После посада последней заготов- ки партии на радиус NJ в счетчик 15 записывается код числа 1. При этом на выходе третьего элемента 11 сравнения сформируется единичный сигнал, поступающий на второй вход элемента 50 и 14. Поскольку на оба входа элемента И 14 подаются единичные сигналы, на ее выходе формируется сигнал Конец партии. Этот сигнал записывается в первый регистр блока 7, При после35
55 дующем вращении пода печи сигнал
дующем вращении пода печи сигнал
ДУЮЩ Р „ снимается, поскол
Конец партии снимается, поскольку значения , и NJ не совпадают и на выходе первого элемента 5 сравнения
(втором входе элемента И1А) будет ноль.
Формирование сигнала Начало партии вторым элементом 6 сравнения для следующей партии металла произойдет после посада ее первой заготовки (т.е., когда содержимое счетчика 15 станет равным нулю) независимо от того, на каком радиусе печи осуществлен посад. По сигналу Начало партии выполняются описанные ранее операции.
Таким образом, в системе не наступают сбои в работе в случаях, когда между двумя смежными партиями заго- товок в печи не загружены один или несколько радиусов, т.е. система обладает более высокой надежностью и точност слежения и информационного сопровождения заготовок в процессе их нагрева в кольцевых печах, что позволит повысить качество нагрева металла, снизить затраты энергетических ресурсов .на нагрев, сократить выход некондиционной продукции.
Формула изобретения
Система слежения за перемещением заготовок в кольцевой печи преимущественно для информационного обеспечения автоматизированной системы управления тепловым режимом зон кольцевой печи, содержащая датчик угла поворота пода печи, блок индикации, блок определения номера радиуса пода печи, блок определения конца партии заготовок, два элемента сравнения, блок регистров, блок определения количества радиусов пода печи и блок хранения наряд-задания, причем выход датчика уг(па поворота пода печи соединен с входом блока определения номера радиуса пода печи, выход которого подсоединен к первым входам блока определения конца партии заготовок, первого элемента сравнения и блока
10
2о
15
528538
регистров, второй вход блока определения конца партии заготовок соединен с выходом блока определения количества радиусов пода печи, а выход - с вторым входом первого элемента сравнения, выход второго элемента сравнения подсоединен к третьему входу блока определения конца партии заготовок, второму входу блока регистров и к входу блока хранения наряд-задания, первый выход которого соединен с первым входом блока определения количества радиусов пода печи, а второй выход - с третьим входом блока регистров, выход которого является выходом системы, отличающаяся тем, что, с целью увеличения производительности, сокращения расхода топлива на нагрев металла и выхода некондиционной продукции путем повышения точности и надежности слежения и информационного сопровождения металла в кольцевой 25 печи, она снабжена блоком фиксации момента посада заготовки, третьим элементом сравнения, источниками сигналов О и 1, элементом И и реверсивным счетчиком, суммирующий вход которого и второй вход блока определения количества радиусов пода печи соединены с третьим выходом блока хранения наряд-задания, вычитающий вход реверсивного счетчика соединен с выходом блока фиксации момента посада заготовки, а выход - с первыми входами второго и третьего элементов сравнения, к вторым входам которых подсоединены соответственно выход источника сигнала О и выход источника сигнала 1, выходы первого и третьего элементов сравнения соединены соответственно с первым и вторым входами элемента И, выход которого соединен с четвертым входом блока
30
35
40
45 регистров, выход которого является выходом системы.
Фиг.д
| Устройство для контроля параметров садки в методических печах | 1982 |
|
SU1055950A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Система слежения за перемещением заготовок в кольцевой печи | 1986 |
|
SU1315498A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
