Изобретение oTHocntCH к неразрушающему контролю и является усовершенствованием основного изобретения по авт.св. № 1161869,
Целью изобретения является расши- тов 2Г кулачков 19 и пружину 24, подрение технологических возможностей контроля в различных пространственных положениях за счет применения эластичного пористого материала для дозирования под ультразвуковой преобразователь иммерсионной жидкости.
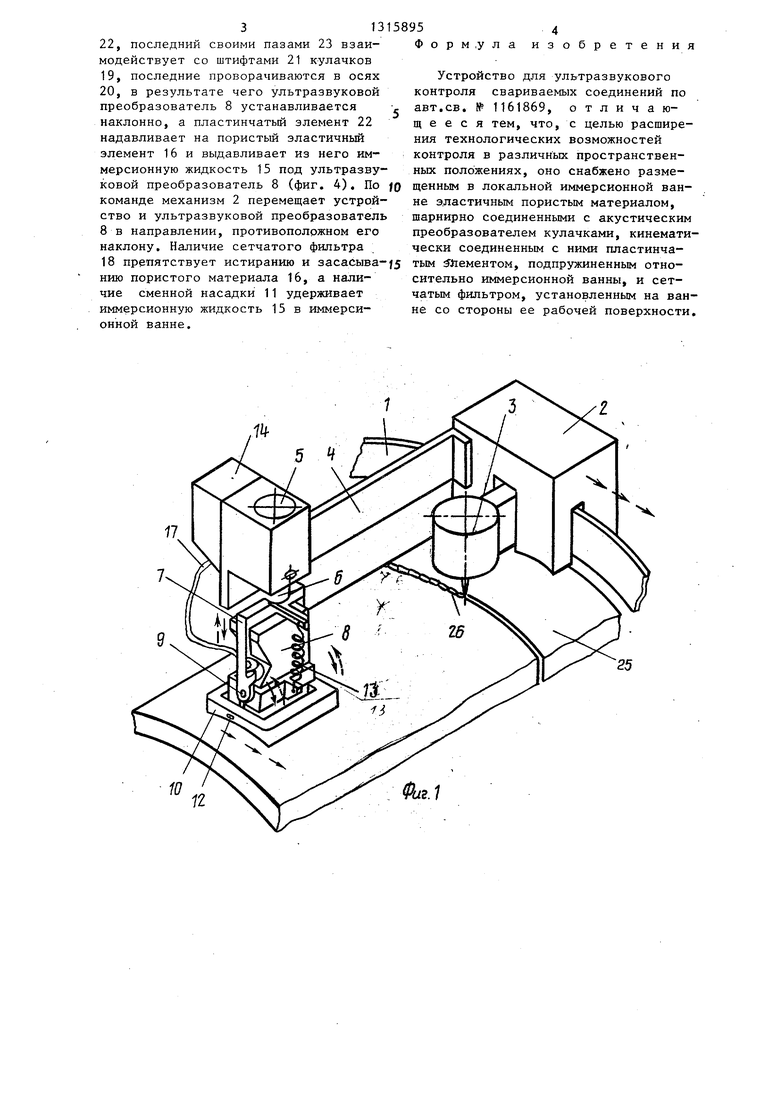
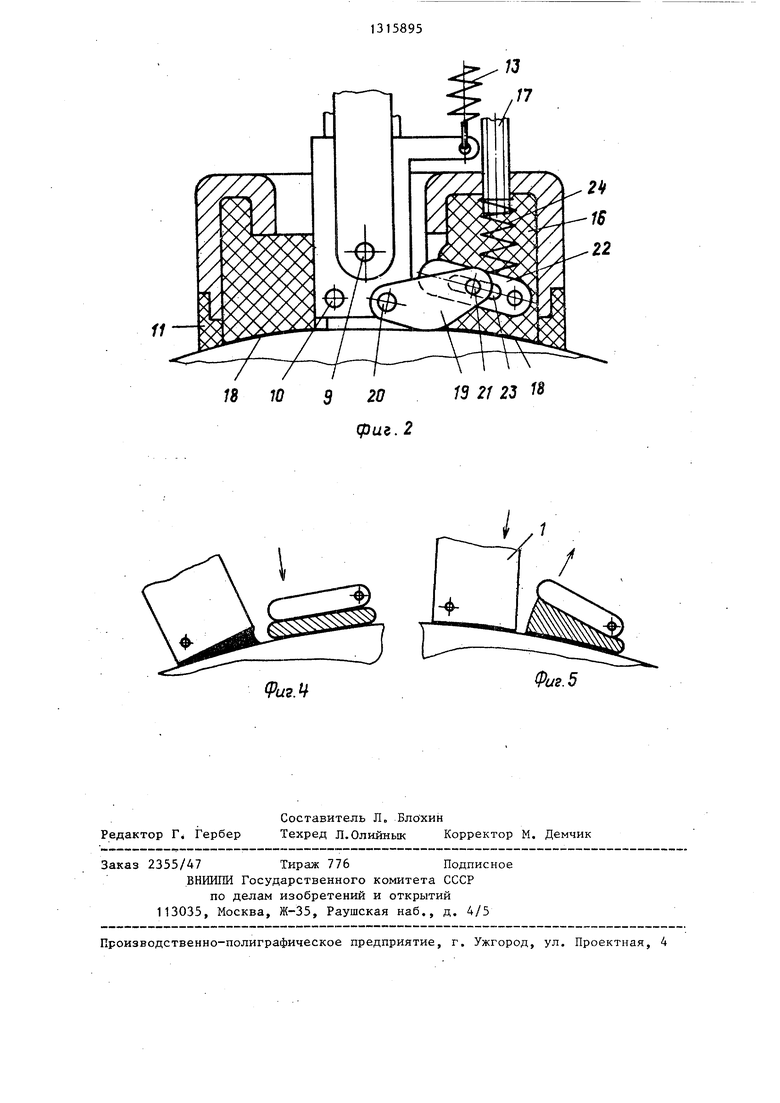
На фиг. 1 приведено устройство для ультразвукового контроля свариваемых соединений, общий вид; на фиг. 2 - размер иммерсионной волны в плоскости симметрии размещения кулачков в рабочем положении ультразвукового преобразователя; на фиг, 3 - то же, в положении перемещения ультразвукового преобразователя; на фиг.4 - положение пластинчатого элемента и ультразвукового преобразователя в положении перемещения последнего; на фиг. 5 - то же,в процессе контроля.
Устройство для ультразвукового контроля свариваемых соединений содержит основание 1 в виде направляющей, подвижно установленный на нем механизм 2 дискретного перемещения.
пружинивающую пластинчатый элемент 22 относительно локальной иммерсионной ванны 10,
На контролируемом изделии 25 име10 ется сварной шов 26.
Устройство для ультразвукового контроля свариваемых .соединений работает следующим образом.
Перед началом контроля устройство
15 своим основанием 1, выполненным в виде направляющей, закрепляется на контролируемом изделии 25, одновременно на последнее устанавливается локальная иммерсионная ванна.10.
20 С началом сварки включается в работу сварочная головка 3 и электромагнитный привод 5, который включает в работу электромагнитный сердечник 6. Последний воздействует на жестко
25 соединенную с ним подвеску 7 и шарнирно при помощи оси 9 соединенньй с ним ультразвуковой преобразователь 8, поджимая последний к контролируемому изделию 25 о Одновременно по
соединенную с ним сварочную головку 30 трубке 17 контактная иммерсионная 3, жестко соединенный с механизмом жидкость 15 из дозатора 14 подается 2 кронштейн 4, размещенный на нем g пористый эластичный материал 16, привод 5 электромагнитного сердечни- ка 6, жестко соединенную с последней подвеску 7, шарнирно соединенный с ним ультразвуковой преобразователь 8, ось 9 крепления ультразвукового преобразователя 8 к подвеске 7, шар- нирно соединенную с ультразвуковым
преоб разователем 8 локальную иммерси- д жение, приведенное на фиг. 5. онную ванну 10 со сменной насадкой д, проплавления сварочного 11, ось 12 шарнирного крепления иммерсионной ванны 10 к ультразвуковому преобразователю 8, прулсину 13 притяа от дефектоскопа (не показан) на ультразвуковой преобразователь 8 по- 35 дают ультразвуковые колебания. В про цессе контроля ультразвуковой преобразователь 8 прижат к контролируемому изделию 25, а кулачки 19 приподни мают пластинчатый элемент 22 в полощва 26 следят за амплитудой эхо-сигнала на экране дефектоскопа (не пока зан) , который подает сигнал на перем
жения ультразвукового преобразователя щение сварочной головки 3 с помощью
8 к подвеске 7, жестко соединенньй с кронштейном 4 дозатор 14 с размещенной в нем иммерсионной жидкостью 15, размещенный в иммерсионной ванне 10 эластичный пористый материал 16,труб-,Q ку 17 подачи иммерсионной жидкости 15 от дозатора 14 в эластичный пористый материал 16, соединенный с рабочей поверхностью последнего сетчатый
механизма 2 дискретного перемещения только после полного проплавления (снижение амплитуды отраженного сигнала до.заданного уровня).
При появлении такого сигнала выключается, привод 5 поджима ультразву кового преобразователя 8, электромаг нитный сердечник 6 втягивается в кронштейн 4, а пружина 13 проворачифильтр 18, шарнирно соединенные с вает ультразвуковой преобразователь ультразвуковым преобразователем 8 ку- 8 в осях 9 и 12 и наклоняет его отно- лачки 19, -ось 20 шарнирного соедине- сительно нормали к контролируемому НИЛ кулачков 19 с ультразвуковым пре- изделию 25. Одновременно пружина 24 образователем, жестко закрепленные на воздействует на пластинчатый элемент
кулачках 19 штифты 21, шарнирно соединенные с локальной иммерсионной ванной 10 пластинчатый элемент 22 с пазами 23 для размещения в них штифпружинивающую пластинчатый элемент 22 относительно локальной иммерсионной ванны 10,
На контролируемом изделии 25 имеется сварной шов 26.
Устройство для ультразвукового контроля свариваемых .соединений работает следующим образом.
Перед началом контроля устройство
своим основанием 1, выполненным в виде направляющей, закрепляется на контролируемом изделии 25, одновременно на последнее устанавливается локальная иммерсионная ванна.10.
С началом сварки включается в работу сварочная головка 3 и электромагнитный привод 5, который включает в работу электромагнитный сердечник 6. Последний воздействует на жестко
соединенную с ним подвеску 7 и шарнирно при помощи оси 9 соединенньй с ним ультразвуковой преобразователь 8, поджимая последний к контролируемому изделию 25 о Одновременно по
30 трубке 17 контактная иммерсионная жидкость 15 из дозатора 14 подается g пористый эластичный материал 16,
д жение, приведенное на фиг. 5. д, проплавления сварочного
а от дефектоскопа (не показан) на ультразвуковой преобразователь 8 по- 35 дают ультразвуковые колебания. В процессе контроля ультразвуковой преобразователь 8 прижат к контролируемому изделию 25, а кулачки 19 приподнимают пластинчатый элемент 22 в положение, приведенное на фиг. 5. д, проплавления сварочного
щва 26 следят за амплитудой эхо-сигнала на экране дефектоскопа (не показан) , который подает сигнал на перемещение сварочной головки 3 с помощью
механизма 2 дискретного перемещения только после полного проплавления (снижение амплитуды отраженного сигнала до.заданного уровня).
При появлении такого сигнала выключается, привод 5 поджима ультразвукового преобразователя 8, электромагнитный сердечник 6 втягивается в кронштейн 4, а пружина 13 проворачи313
22, последний своими пазами 23 взаи- модействует со штифтами 21 кулачков
19,последние проворачиваются в осях
20,в результате чего ультразвуковой преобразователь 8 устанавливается наклонно, а пластинчатый элемент 22 надавливает на пористый эластичный элемент 16 и выдавливает из него иммерсионную жидкость 15 под ультразвуковой преобразователь 8 (фиг. 4). По команде механизм 2 перемещает устройство и ультразвуковой преобразователь
8 в направлении, противоположном его наклону. Наличие сетчатого фильтра ;
18 препятствует истиранию и засасыва-}5 тым элементом, подпружиненным отнонию пористого материала 16, а наличие сменной насадки 11 удерживает иммерсионную жидкость 15 в иммерсионной ванне.
сительно иммерсионной ванны, и сетчатым фильтром, установленным на ван не со стороны ее рабочей поверхности
м ,у л а
4 3 о
бретения
Устройство для ультразвукового контроля свариваемых соединений по авт.св. № 1161869, отличающееся тем, что, с целью расширения технологических возможностей контроля в различных пространственных положениях, оно снабжено размещенным в локальной иммерсионной ванне эластичным пористым материалом, шарнирно соединенными с акустическим преобразователем кулачками, кинематически соединенным с ними пластинчасительно иммерсионной ванны, и сетчатым фильтром, установленным на ванне со стороны ее рабочей поверхности.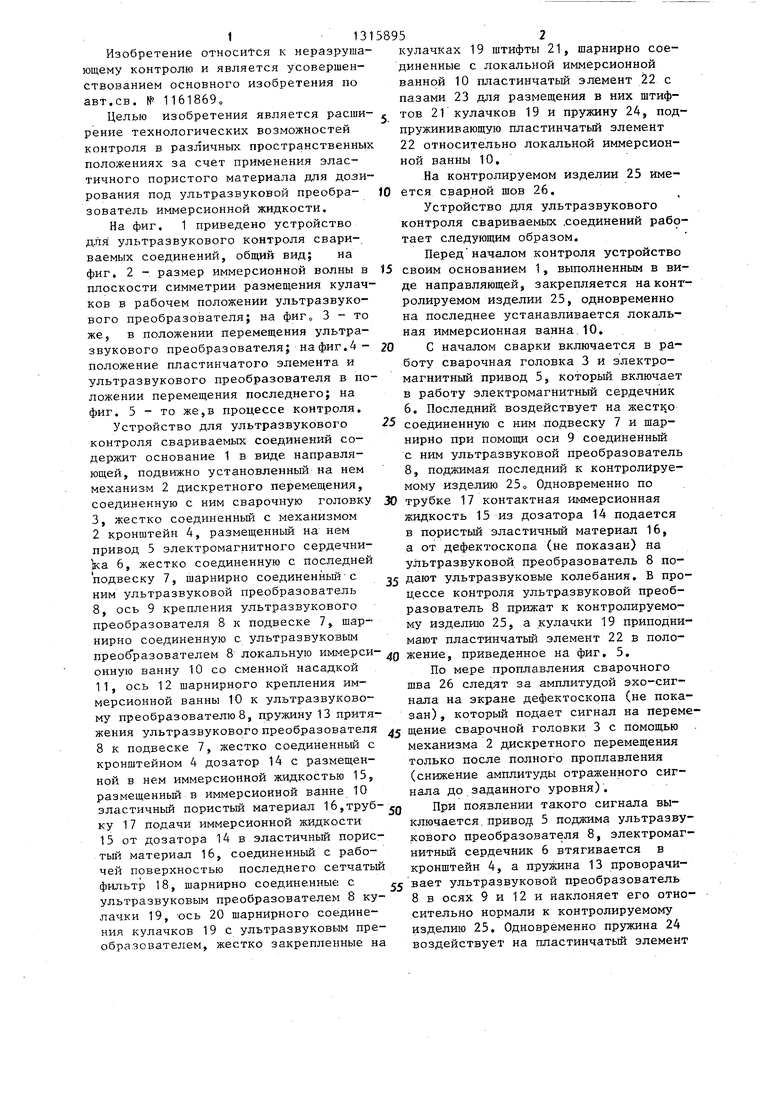
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ультразвукового контроля свариваемых соединений | 1984 |
|
SU1161869A1 |
| Устройство для ультразвукового контроля изделий | 1982 |
|
SU1237966A1 |
| Устройство для ультразвукового контроля труб | 1985 |
|
SU1296927A1 |
| Ультразвуковой преобразователь | 1984 |
|
SU1359736A1 |
| Искатель к ультразвуковому дефекто-СКОпу | 1978 |
|
SU819700A1 |
| Устройство для ультразвукового контроля изделий | 1984 |
|
SU1180788A1 |
| Сканирующее устройство к дефектоскопу | 1982 |
|
SU1033961A2 |
| АВТОМАТИЗИРОВАННОЕ УСТРОЙСТВО УЛЬТРАЗВУКОВОГО КОНТРОЛЯ КАЧЕСТВА ТРУБ | 2001 |
|
RU2209426C2 |
| Устройство ультразвукового контроля цилиндрических изделий | 1982 |
|
SU1083106A1 |
| Способ внутритрубной диагностики и устройство для его осуществления (варианты) | 2021 |
|
RU2766370C1 |
Изобретение относится к неразрушающему контролю качества свариваемых соединений технологических трубопроводов и является усовершенствованием основного изобретения по авт.св. № 1161869. Цель дополнительного изобретения состоит в расширении технологических, возможностей за счет заполнения иммерсионной ванны 10 эластичным пористьгм материалом 16, в который помещают пластинчатый элемент 22, воздействующий на эластичный материал 16, выдавливая из него контактную жидкость 15 под преобразователь 8 и на контролируемую поверхность через сетчатый фильтр 18„ 5 ил с (Л 10 / 3 iS 20 .3 f3 СО СП сх со ел м
Л
11
10
п
25
г.1
fPu2.4
Фиг. 5
Редактор Г Гербер
Составитель Л„ Блохин
Техред Л.Олийнык Корректор М. Демчик
Заказ 2355/47 Тираж 776Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Устройство для ультразвукового контроля свариваемых соединений | 1984 |
|
SU1161869A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
