,113
Изобретение относится к дуговой сварке в-среде защитного газа неплавящимися электродами.
Цель изобретения - улучшение .качества сварных стыков, собранных под сварку с зазором.
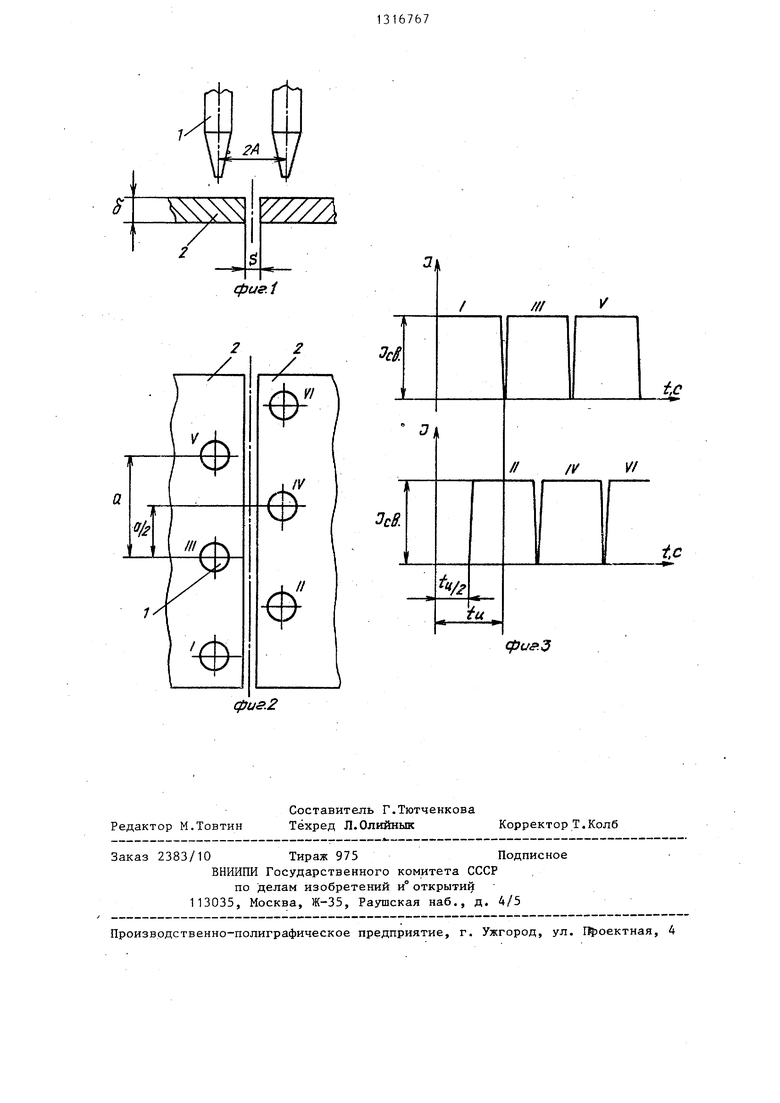
На фиг.1 представлена схема осу- ществЛения предлагаемого способа; на фиг.2 - то же, вид сверху; на фиг.З программа изменения тока на двух рядах электродов.
Способ осуществляют следующим образом.
Неплавящиеся электроды 1 располагают вдоль стыка в два параллельных ряда (фиг.1)5 отстоящих друг от друга на расстоянии А, превышающем в 1,5-3,0 раза ширину S зазора в стыке При этом электроды одного ряда смеще ны относительно электродов другого ряда на половину расстояния а между электродами ряда (фиг.2), а дугу возбуждают на каждом последующем электроде одного ряда по истечении времени, равного половине периода td/2 горения предыдущей дуги на ближайшем электроде другого ряда (фиг.З) Смещение электродов, а также указанная последовательность горения дуг на электродах обеспечивает равномерный нагрев и плавление свариваемых кромок и качественное формирование щва При смещении электродов, отличном от. предлагаембго, не происходит равномерного нагрева свариваемых кромок, на сварном шве образуются участки с несплавлениями, что ухудщает качество соединения При сварке с неподвижным расположением электродов 1 в два ряда над сварИЕш- емыми кромками 2 обеспечивается хорошее качество шва при наличии зазора в стыке, величина которого не должна превыщать значения, равного половине толщины CBapHBaei Mx деталей. Отпадает также необходимость в колебаниях дуги н снижении сварочног тока при прохождении дугой зазора, что упрощает исполнительное оборудо67672
вание. Предложенный способ предполагает также укладку присадочного металла в зазор между кромками в.случае, если его величина превышает знас чвргие, равное..половине толщины свариваемых деталей, что способствует качественному формированию шва.
Предложенны.й способ применяется при сварке стыковых соединений слож10 ного профиля (уголкового, таврового и др,), при изготовлении изделий в монтажных условиях.
П р и м е р. Сваривали детали на стали ВПС-2, собранные с зазором 1 мм.
55 Расстояние меясду рядами электродов 3 мм. Смещение электродов одного ряда относительно электродов другого ряда 1,5 мм. Св..арочный ток - 65 А. Предлагаемый способ позволяет по20 лучить качественное сварное соединение стыков, собранных с зазором, и может быть применено при сварке встык различных соединений при неудовлетворительном качестве сборки.
Формула изобретения
Способ многоэлектродной сварки неплавящимися электродами, расположенными вдоль свариваемого- стыка, собранного с зазором, при йотором последовательно перемещают дугу с электрода на электрод, отличающийся теМэ что, с целью
улучшения качества сварных швоВ) не- плавящиеся электроды располагают с двух сторон вдоль стыка в два параллельных ряда, отстояш 1х друг от друга на расстоянии, превьшхающем в
3,0 раза ширину зазора в стыке, при этом электроды одного ряда смещены относительно электродов другого ряда на половину расстояния между электро- дами,. размещенными в ряду, а дугу
возбуждают на каждом последующем электроде одного ряда по истечении времени, равного половине периода горения предыдущей дуги на ближайшем электроде другого ряда.
фиг.1
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ многоэлектродной сварки | 1984 |
|
SU1316766A1 |
| Способ дуговой сварки | 1984 |
|
SU1225736A1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ АРГОННО-ДУГОВОЙ ИМПУЛЬСНОЙ СВАРКИ СТАЛЬНЫХ ТРУБ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2004 |
|
RU2262424C1 |
| Способ дуговой сварки в узкую разделку с поперечными колебаниями неплавящегося электрода | 1987 |
|
SU1480994A1 |
| Способ дуговой сварки стыковых соединений | 1982 |
|
SU1117168A1 |
| СПОСОБ СВАРКИ ЭЛЕМЕНТОВ С БОЛЬШОЙ РАЗНИЦЕЙ ТОЛЩИН | 2011 |
|
RU2469828C1 |
| Способ дуговой сварки деталей в среде защитных газов | 1985 |
|
SU1318370A1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2017 |
|
RU2650463C1 |
| Способ многодуговой сварки неплавящимся электродом | 1986 |
|
SU1349923A1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
Изобретение относится к области дуговой сварки в среде защитных газов неплавящимся электродом. Целью изобретения является улучшение качества сварных швов. Электроды размещают с двух сторон вдоль стыка, собранного с зазором в два параллельных ряда на расстоянии, превышающем в 1,5-3,0 раза ширину зазора. При этом электроды одного ряда смещены относительно электродов другого ряда на половину расстояния между параллельными рядами электродов. Дугу возбуждают на каждом последующем электроде одного ряда по истечении времени, равного половине периода горения предыдущей дуги на ближайшем электроде другого ряда. Смещение электродов и указанная последовательность горения дуг обеспечивают качественное формирование шва. 3 ил.
Ы
f.c
D
///VV/
3cff.
tc
V/
tu
(.:y
(pus.2
Редактор М.Товтин
Составитель Г.Тютченкова
Техред Л.Олийнык Корректор Т.Колб
Заказ 2383/10 Тираж 975Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и° открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Щ)оектная, 4
| Патент США № 3114829, кл | |||
| Прибор для записи звуковых волн | 1920 |
|
SU219A1 |
