Изобретение относится к сварке и может быть применено в различных отраслях промьшленности при изготов - лении особотонкосте ных труб, например сильфонов, оболочек и других изделий .
Цель изобретения - повьшение качества сварного соединения при сварке особотонкостенных труб путем устранения вздутия кромок перед дугой.
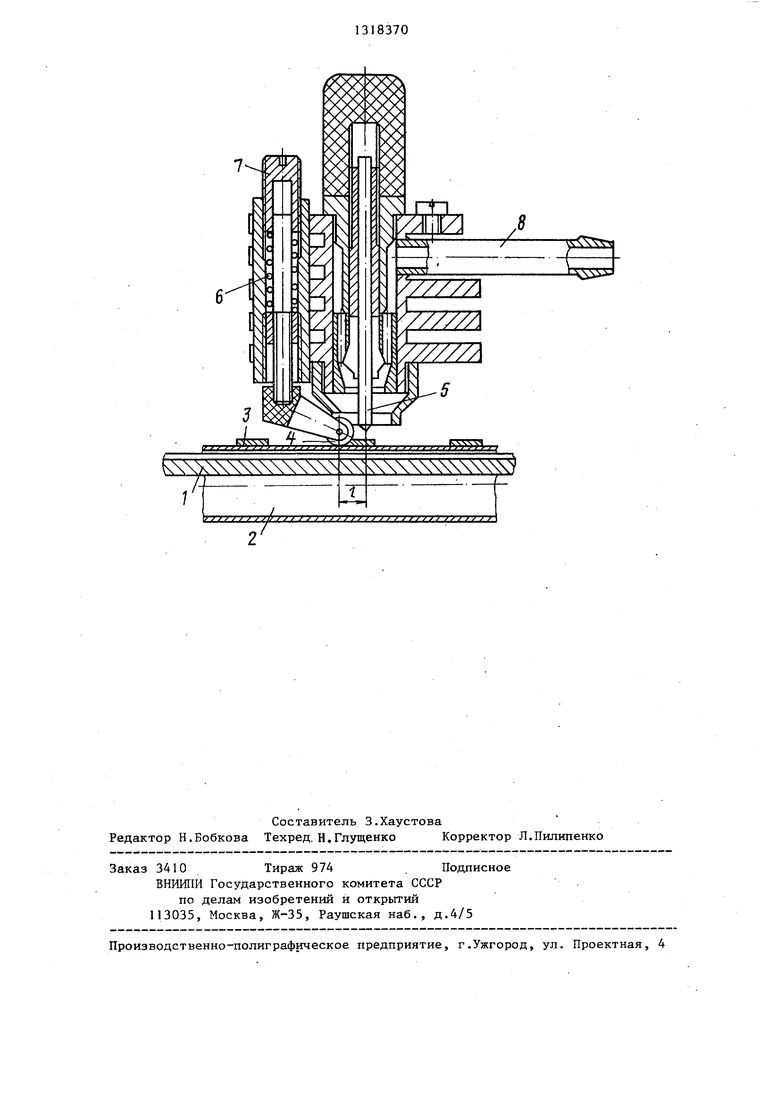
На чертеже представлена схема осуществления способа.
Способ осуществляют следующим образом.
На ложемент 1 (штангу) устанавливают трубную заготовку 2, прижимают свариваемые кромки клавишными прижимами 3 до ликвидации зазоров в стыке (при сварке свариваемых толщин 0,15-0,5 мм делается нахлестка 0,2- 0,3 мм). Подводится сварочная горелка, устанавливается расстояние Р
1 . , 6 0,2 мм;
12-15 м/ч; 2. й 0,5 мм;
и ев 12-15 м/ч;
Диаметр ролика, как показывают эксперименты, выбирается из условия dp (20-30)6. Для экспериментов ролик установлен диаметром 5 мм.
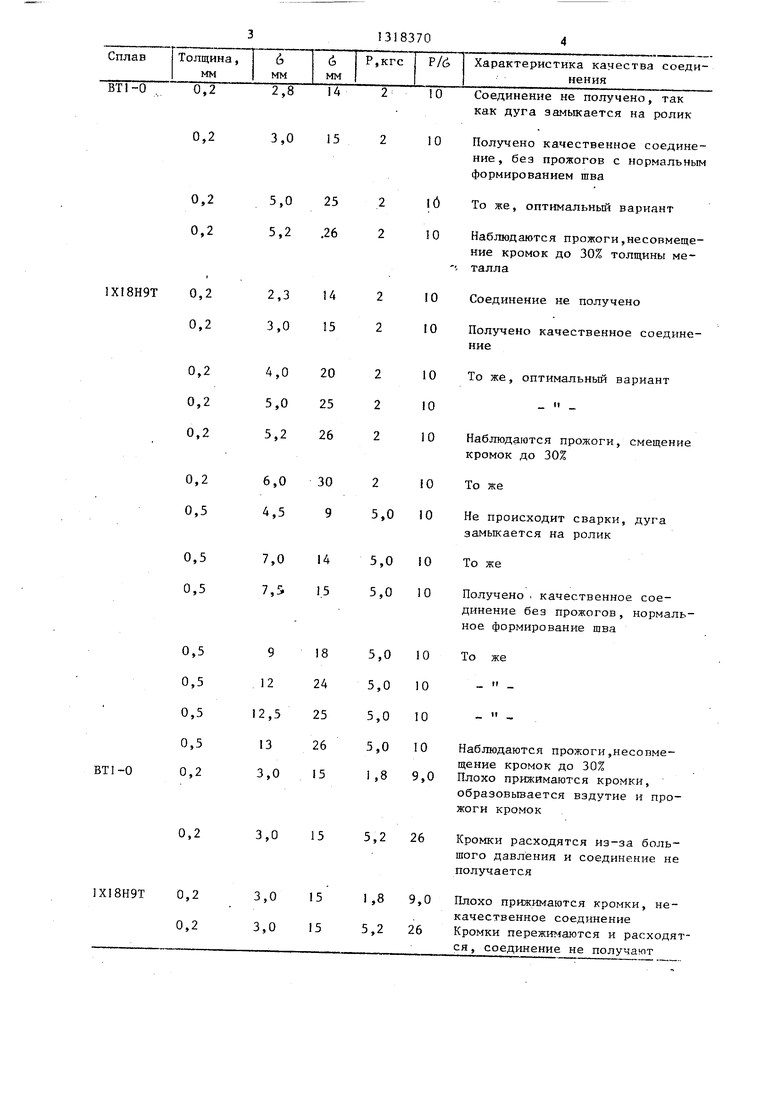
Результаты проведенных экспериментов приведены в таблице.
Анализ полученных данных показывает, что при малом расстоянии , когда вольфрам близко подходит к ролику, возможно замыкание дуги йа ролик и нарушение процесса сварки. При расстоянии I 25 & поджатие кромок неэффективно, происходит подъем кромок (вздутие ) перед сварочно дугой и наблюдают прожоги и несовмещние кромок.
При расстоянии (15-25) ( процесс сварки оптимальный, получают качественное соединение без прожогов с нормальным формированием металла шва.
Определенное расстояние, как показывают зкспериметы, находится на расстоянии 4-6 мм от передней кромки сварочной ванны для толщин металла 0,15-0,8 мм. Исходя из этого выбраны следующие соотношения: любой диаметр без ограничения соотношения диаметра с толщиной стенки, т.е. закон
между осью ролика 4 и электродом 5, составляющим 15-25 толщины сваривае- мого металла, поджимают роликом 4 в месте стыка и нагружают усилием
величиной 10-25 толщины материала- посредством пружины 6 при помощи винта 7. Устанавливают электрод по стыку и подают аргон через трубку 8, зажигают дугу и включают механизм
перемещения (не показан) горелки
вдоль стыка и сваривают трубную заготовку.
Сварное соединение не имеет прожогов, непроваров, остаточных деформаций..
Пример. Сваривают трубы из сплава ВТ1-0 толщиной 0,2 мм, длиной 400 мм и диаметром 80 мм и из стали 1Х18Н9Т толщиной 0,2 и 0,5 мм, диаметром 200 мм и длиной 500 мм. Сварку проводят по режимам:
15-20 А; и. 7-8 В:.
d,
1,0 мм;
С6
30-40 А;
и 8-10 В;
, 30
40
35
cY, не обязателен; расстояние
45
50
55
1 ,0 мм, 6 1
л
I должно быть в пределах (l5-25)(ii давление (усилие прижатия) на ролик соответствует соотношению (10-25)6.
Диаметр ролика выбирается d р (20-30)6.
Таким образом, способ позволил выполнить качественные соединения на особотонкостенных трубопроводах из титановых сплавов и других материалов без ограничения по диаметру.
Формула изобретения
Способ дуговой сварки деталей в среде защитных газов, включающий поджатие свариваемых кромок и их последующую сварку неплавящимся электродом на подкладке, отличающий с я тем, что, с целью повьппе-- ния качества сварки особотонкостенных труб путем устранения вздутия кромок перед дугой, усилие поджатия свариваемых кромок прикладьшают на расстоянии от оси электрода (15- 25)4, мм и величиной Р . К- , кгс, где и толщина свариваемого материала, мм, К (10-25) КГС/1-1М - переводной коэффициент.
ВТ 1-0
0,2
2,8
14
0,2
3,0
15
0,2 3,0 15 5,2 26
1Х18Н9Т 0,2 3,0 15 1,8 9,0 0,2 3,0 15 5,2 26
Соединение не получено, так как дуга замыкается на ролик
Получено качественное соединение , без прожогов с нормальньм формированием шва
То же, оптимальный вариант
Наблюдаются прожоги,несовмещение кромок до 30% толщины металла
Соединение не получено
Получено качественное соединение
То же, оптимальный вариант
Наблюдаются прожоги, смещение кромок до 30%
То же
Не происходит сварки, дуга замьжается на ролик
То же
Получено . качественное соединение без прожогов, нормальное формирование шва
То же
Наблюдаются прожоги ,несопме- щение кромок до 30% Плохо прижимаются кромки, образовывается вздутие и прожоги кромок
Кромки расходятся из-за большого давления и соединение не получается
Плохо прижимаются кромки, некачественное соединение Кромки пережш-1аются и расходяся , соединение не получают
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дуговой сварки | 1984 |
|
SU1225736A1 |
| Способ сварки плазменной проникающей дугой | 1985 |
|
SU1328106A1 |
| Способ сварки трехфазной дугой | 1990 |
|
SU1712093A1 |
| Способ регулирования процесса дуговой сварки (его варианты) | 1983 |
|
SU1116615A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОШОВНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА | 1996 |
|
RU2119836C1 |
| Способ многоэлектродной сварки | 1984 |
|
SU1316766A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ СТЫКОВЫХ СОЕДИНЕНИЙ | 1990 |
|
SU1755486A1 |
| СПОСОБ СВАРКИ ЭЛЕМЕНТОВ С БОЛЬШОЙ РАЗНИЦЕЙ ТОЛЩИН | 2011 |
|
RU2469828C1 |
| Способ изготовления сварных тонкостенных труб | 1979 |
|
SU990364A1 |
| Способ дуговой сварки стыковых соединений | 1982 |
|
SU1117168A1 |
Изобретение касается сварки. в частности способов дуговой сварки деталей в среде защитных газов, и может найти применение в различных отраслях машиностроения. Целью изобретения является повышение качества сваркн особотонкостенных труб. Данный способ заключается в поджатии свариваемых кромок с усилием 10- 25 толщины материала на расстоянии 15-25 толщины свариваемого металла от оси электрода до оси ролика. Такой режим позволяет предотвратить вздутие кромок перед дугой, что ведет к получению качественного соединения конструкций из титановых сплавов и других материалов. I ил., 1 табл. г (Л со 00 со vj о
| СПОСОБ СВАРКИ ТОНКОЛИСТОВЫХ МАТЕРИАЛОВ | 0 |
|
SU134782A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Дудко Д.А | |||
| и др | |||
| Сварка особо- тонкостенных труб | |||
| - Машиностроение, 1977, с.35,57 | |||
| Устройство для сварки | 1977 |
|
SU692711A1 |
