Изобретение относится к станкостроению и может быть использовано для настройки станков с ЧПУ.
Цель изобретения - повьппение точности настройки за счет использования бесконтактного метода измерения.
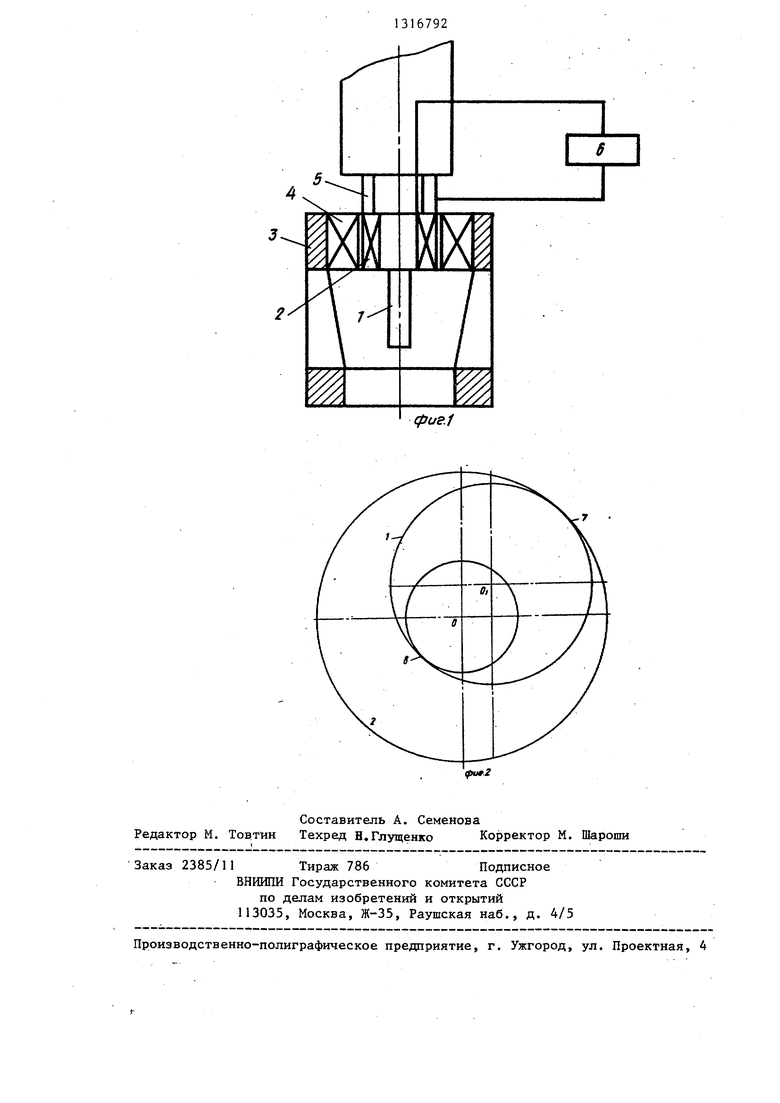
На фиг. 1 изображена блок-схема устройства для реализации способа; на фиг. 2 - принцип работы устройства.,
Способуосуществляется следующим
образом.
В шпиндель станка вставляется оправка 1, на которой размещены обмотки ротора 2 электрической машины. В исходной точке О станка, от которой ведется отсчет к.оординат при обработке детали, устанавливается основание 3 с обмотками статора 4. На оправке, кроме рбмоток ротора, размещается также датчик 5 углового полвжения. Расчет величины смещения оси вращения шпинделя станка от исходной точки определяется с помощью ЭВМ 6, управляющей станком,
Для определения величины смещения оси вращения щпинделя относительно исходной точки необходимо ввести ротор, помещенный в шпиндель станка, в статор, размещенный в исходной точке, на столе станка. Придав шпинделю обороты, синхронные с оборотами вращающегося электромагнитного поля, создаваемого в статоре, по индуктируемой ЭДС в обмотках ротора можно определить величину смещения ротора относительно статора. В точке 7 скорость вращения электромагнитного поля больше скорости вращения ротора, а в точке 8 меньше. Значит, в этих точках в обмотках ротора будет наводиться ЭДС. Для определения величины смещения оси вращения шпинделя относительно исходной в память ЭВМ вводятся значения ЭДС, наводимые в роторе, через определенные промежутки времени. Одновременно с этим в память ЭВМ вводят значения углов . поворота ротора. Угол поворота ротора определяется с помощью датчика 5 углового положения. В память ЭВМ зна- чения углов поворота ротора и наводимых в его обмотках ЭДС закладываются
в виде функциональной зависимости. Каждому значению ЭДС соответствует угол поворота. Затем методом сравнения управляющая ЭВМ определяет максимальное значение ЭДС, наводимую в обмотках ротора, и соответствующее ей значение угла поворота ротора. По величине ЭДС определяют величину смещения оси вращения шпинделя относительно исходной точки. Датчик 5 углового положения вьшолнен в виде трансформатора. Каждому значению напряжения, снимаемому с его. обмоток, соответствует определенный угол поворота ротора. Напряжение с обмоток трансформатора снимается с помощью ролика.
В результате вьш1е перечисленных операций определяется положение оси вращения шпинделя относительно исходной точки в полярной системе коорди- нат. Затем с помощью ЭВМ, производится пересчет этого значения в прямоугольной системе координат. После чего управляющая станком ЭВМ дает команду
управляющим органам станка на коррекцию положения оси вращения шпинделя.
Формула изобретения
35 Способ настройки станка с ЧПУ, включающий измерение смещения оси шпинделя от нулевой точки и введение коррекции в положение шпинделя, о т- личающийся тем, что, с це40 лью повьш1ения точности, имеряют ЭДС, индуцируемую в заданных угловых положениях в обмотках ротора электрической машины, установленного в шпиндель станка, при его вращении относительно
45 статора, устанавливаемого на столе станка, сравнивают измеренные значения с номинальными для каждого углового положения и по полученной разности вычисляют величину и направле50 ние смещения оси шпинделя.
LZJ
cpue.l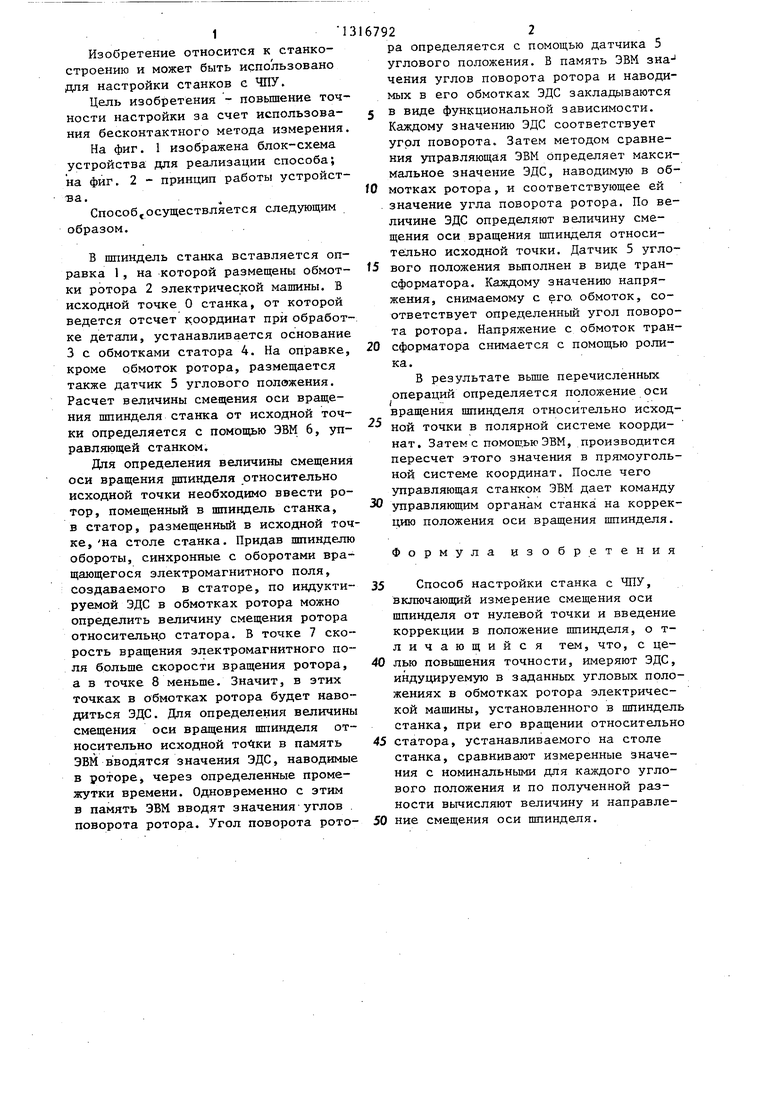
| название | год | авторы | номер документа |
|---|---|---|---|
| СИНХРОННО-АСИНХРОННЫЙ ЭЛЕКТРОДВИГАТЕЛЬ С КОРОТКОЗАМКНУТОЙ ОБМОТКОЙ РОТОРА | 1997 |
|
RU2153755C2 |
| СПОСОБ ИЗМЕРЕНИЯ ХАРАКТЕРИСТИКИ ВОЗДУШНЫХ ЗАЗОРОВ В ЭЛЕКТРИЧЕСКИХ МАШИНАХ | 2000 |
|
RU2192701C2 |
| Электрический преобразователь для весов с циферблатным указателем | 1982 |
|
SU1048329A1 |
| Способ контроля опор электродвигателя | 1989 |
|
SU1677560A1 |
| Способ обнаружения короткого замыкания вращающегося диода @ -фазного выпрямителя трехфазной синхронной машины | 1989 |
|
SU1764000A1 |
| Датчик перемещений | 1978 |
|
SU817893A1 |
| Способ проверки кинематической точности зубофрезерных станков | 1957 |
|
SU125894A1 |
| ДАТЧИК УГЛОВОГО ПОЛОЖЕНИЯ ВАЛА | 2000 |
|
RU2180096C2 |
| Способ контроля подшипников трехфазной электрической машины | 1983 |
|
SU1117750A1 |
| Способ косвенного контроля неравномерности воздушного зазора асинхронного двигателя | 1981 |
|
SU1043574A1 |
Изобретение относится к области станкостроения и может быть использовано для настройки станков с ЧЛУ. Цель изобретения - повышение точности настройки за счет использования бесконтактного метода измерения. Для этого необходимо ввести ротор, помещенный в шпиндель станка, в статор, размещенный в исходной точке на столе, станка. Придав шпинделю обороты, синхронные с оборотами вращающегося электромагнитного поля, создаваемого в статоре, по индуктируемой ЭДС в обмотках ротора можно определить величину смещения ротора относительно статора. В память ЭВМ вводятся значения ЭДС, наводимые в роторе, через определенные промежутки времени. Од- новременно с этим в память ЭВМ вводят значения углов поворота ротора. Угол поворота ротора определяется с помощью датчика углового положения. Каждому значению ЭДС соответствует угол поворота. Затем методом сравнения управляющая ЭВМ определяет максимальное значение ЭДС, наводимую в обмотках ротора, и соответствующее ей значение угла поворота ротора. По величине ЭДС определяют величину смещения оси вращения шпинделя относительно исходной точки. Датчик углового положения вьтолнен в виде трансформатора. Каждому значению напряжения , снимаемому с его обмоток, соответствует определенный угол поворота ротора. В результате определяется положение оси вращения шпинделя относительно исходной точки в полярной системе координат. Затем с помощью ЭВМ производится пересчет этого значения в прямоугольной системе координат, после чего управляющая станком ЭВМ дает команду управляющим органам станка на коррекцию положения оси вращения шпинделя. 2 ил. i (Л со 35 |
ifur-Z
Составитель A. Семенова
Редактор М. Товтин Техред Н.Глущенко Корректор М. Шароши
I
Заказ 2385/11 Тираж 786Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Соломенцев Ю.М | |||
| Автоматизация размерной настройки и переналадки металлорежущих станков | |||
| - М | |||
| :- Машиностроение, 1980, с | |||
| Коридорная многокамерная вагонеточная углевыжигательная печь | 1921 |
|
SU36A1 |
