1
Изобретение относится к переработке иластмасс. а именно для изготовления изделий из гкластмасс методом литьеЕЮго ирес- соваиия, н может быть использовано для герметизации в автоматическом режиме ио.лу- нроводниковых приборов в пластмассовых корпусах на отрезках выводных рамок.
Цель изобретения - обеспеченне возможности автоматизации процесса выгрузки оп- рессованного изделия из горячей зоны пресс- формы, в частности с помоп;ью манипуляторов, за счет повышения надежности снятия прибыльной части, нримыкающей к торцовой поверхности нуансона.
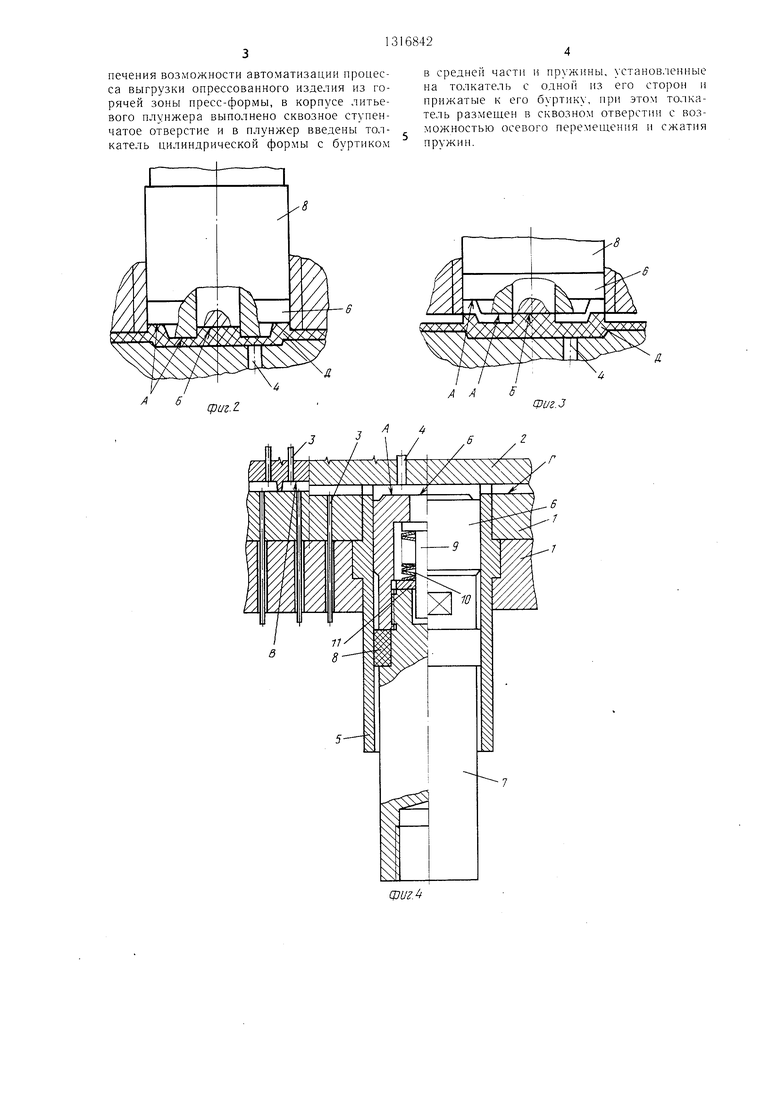
На фиг. 1 схематически изображена предлагаемая нресс-форма с верхней заг1)узочной камерой, частичный разрез; на фиг. 2 - .питьевой плунжер в момент онрессовки; на фиг. 3 - то же, в момент раскрытия пресс- формы; на фиг. 4 - вариант нресс-фор- мы с нижней загрузочной камерой, частичный разрез; на фиг. 5 - опреесованное нзделие (вариант), общий вид; на фиг. 6 -- выносной элемент онрессованного изделия; на фиг. 7 - вариант захвата изделия за ирибыльную часть.
Пресс-форма с верхней загрузочной камерой (фиг. 1) содержит неподвижную 1 и подвижную 2 плиты с ячейками для приборов, собранны.х на отрезках выводных рамок, и .литниками, то.лкатели 3 и 4, загрузочную камеру 5 и .литьевой плунжер цилиндрической формы со сквозным ступенчатым отверстием. Корпус плунжера состоит из рабочей 6 и ирисоедипительной 7 частей, между которыми расположено унлотнение 8. В НО.ЛОЙ части корпуса расно.ложены толкатель 9 цилиндрической формы с буртиком в средней части, нружины 10, установленные на толкатель 9 с одной его стороны и прижатые комненсацноппой плайбой 1 1 и ограничнтельной пробкой 12 к его буртику. Прн этом то.лкатель раз.мещен в сквозном отверстии рабочей части 6 корпуса с возможностью осево о нереме1цения. Пробка 12 закреплена с помощью резьбы в присоединительной частн 7 корпуса и может служить упором д.ля толкателя.
Пресс-форма с нижней загрузочной ка- 1ерой (фиг. 4) от.личается от представленной на фиг. 1 тем, что в .литьевом плунжере отсутствует пробка 12, а иружины, установленные на толкателе 9, прижаты к его буртику компенсационной шайбой 11, опирающейся на присоединительную часть 7 плунжера.
Пресс-форма работает следующим образом.
После укладкн отрезков выводных рамок с приборами на нодвижную нлиту 1, смыкания плит 1 и 2, загрузки пресс-материала в камеру 5 и прогрева его литьевой плунжер, нриводимый в движение нгго- ком цилиндра нресса (не ноказаны), поверхностью А н толкате.ль 9 торцами Б за316842
0
5
0
5
0
5
0
5
0
иолняют расплавленным нресс-материалом по литникам В ячейки Г в нлитах 1 и 2 и | ерметизируют но.л у проводниковые приборы. Под воздействием давления, возникающего в прессуемом материа.ле, толкатель смещается относительно новерхности А плунжера, сжимая пружипы 10. Расплавленный преес-ма- териа.л заполняет внутреннюю полость рабочей чаети 6 плунжера до тех нор, пока не будут ypaBHOBeineiibi силы, создаваемые давлением в прессуемом материале и нро- тиводействием пружины (фиг. 2).
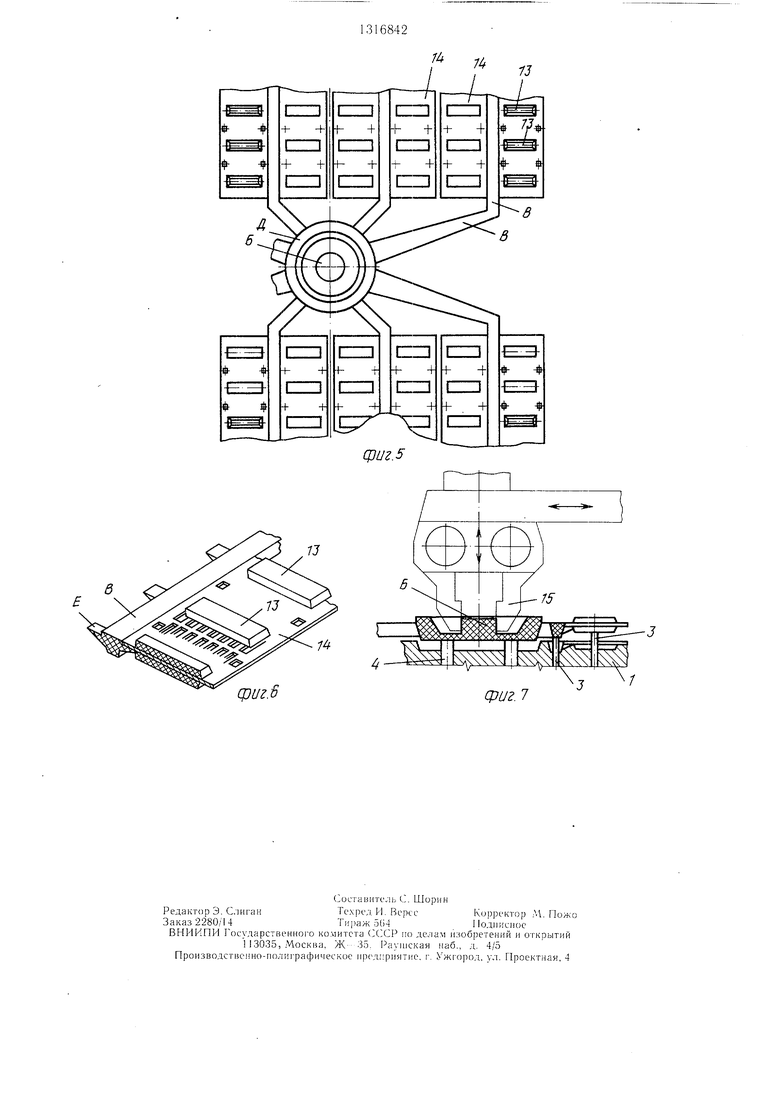
При ноли.меризации реактонласта в но- лостях пресс-формы образуетея опреесованное изделие (фиг. 5), подлежащее выталкиванию и состоящее из корнуеов 13 приборов, собранных па выводных рамках 14, и литниковой системы, включающей нрибыль ную часть Д, разводящие В и виускные Е л ггники, при этом в прибы.льной части оформляется выступ Б. По окончании процесса полимеризации реактопласта преее-форма раскрывается, и в момент опускания подвижной плиты 1 проиеходит выталкивание этого изделия из полостей неподвижной плиты 2, при этом корпуса приборов выталкиваются принудительно толкателями 3, а при- б 1льная часть Д снимается с поверхностей А литьевого нлунжера л олкателем 9 нод дейст- внем возвратного усилия иружин 10 (фиг. 3). В конце хода подвижной п.литы 1 происходит окончател1 ное выталкивание из ее полостей опреесованного изделия, остающегося нриподняты.м на то.лкателях 3 и 4 (фиг. 7).
Такое конструктивное решение выталкивания прнбы;1ьной части, литников и загерметизированных приборов из полостей пресс-формы позволяет надежно получить не раснадающееся при раскрытии преес-формы опрессовапное изделие, которое зате.м .можно взять за высл уп Б прибыльной части схватами 15 механизмов, манипуляторов, нромьнп- .ленных роботов и выгрузить из горячей зоны нресса.
Работа па пресс-форме (фиг. 4) с нижней загрузочной камерой отличается от указанной вьине следующим. Укладка ириборов осу- пдеетвляется на неподвижную плитч 2, затем производится загрузка пресс-материала в камеру 5 и подвижной плиты 1 с плитой 2. Такой порядок загрузки пресс-материала может быть осуществлен и на пресс-форме с верхпей загрузочной камерой, если иснользуется герметизирующий материал в виде таблеток. В этом случае таблетки уетанавливаются в углубление подвижной п.литы 1 (фиг. 1).
Формула изобретения
Преес-форма .литьевого ирессования изделий из пластмасс, содержащая две разъемные п.литы с ячейками, систему толкателей, загрузочиую ка.меру и литьевой плунжер в виде разл: емной конструкции с унлотнени- ev, отличающаяся тем, что, с це.лью обеспечения возможности автоматизации процесса выгрузки опрессованного изделия из горячей зоны пресс-формы, в корпусе литьевого плунжера выполнено сквозное ступенчатое отверстие и в плунжер введены толкатель цилиндрической формы с буртиком
в средней частп и пружпны, установленные на толкатель е одной из его сторон и прижатые к его буртику, при этом толкатель размещен в сквозном отверстии с возможностью осевого перемещения и сжатия пружин.
А
(риг.2.
А Аб
VL/z.J
Г
сриг.6
фиг. 7
| название | год | авторы | номер документа |
|---|---|---|---|
| Универсальный блок для литьевого прессования изделий из полимеров | 1977 |
|
SU639720A1 |
| Литьевая пресс-форма для изготовления изделий из полимерных материалов | 1978 |
|
SU701818A1 |
| Пресс-форма для изготовления полимерных изделий с арматурой | 1982 |
|
SU1047723A1 |
| ЛИТЬЕВАЯ ПРЕСС-ФОРМА | 1993 |
|
RU2085379C1 |
| ЛИТЬЕВАЯ ПРЕСС-ФОРМА | 1993 |
|
RU2085378C1 |
| Устройство для литья изделий из реактопластов | 1982 |
|
SU1024286A1 |
| Универсальный блок литьевого прессования | 1980 |
|
SU927511A1 |
| Устройство для литьевого прессования резиновых изделий | 1981 |
|
SU1004144A1 |
| Устройство для изготовления резиновых изделий | 1983 |
|
SU1147581A1 |
| Литьевая пресс-форма | 1976 |
|
SU553118A1 |
Изобретение относится к области пе- реработки пластмасс методом литьевого прессования и может быть использовано для герметизации полупроводниковых приборов в платмассовых корпусах. Цель изобретения - обеспечение возможности автоматизации процесса вь,1грузки изделий из формы. Пресс-форма содержит две разъемные плиты 1 и 2 с ячейками, систему толкателей 3 и 4 и загрузочную камеру 5. В загрузочной камере перемещается литьевой и.чун- жер 7. В корпусе плунжера выполнено сквозное ступенчатое отверстие. В плунжер введены толкатель 9 и пружины 10. Прибыльная часть снимается с поверхности плунжера толкателем. 7 ил. S сл 72 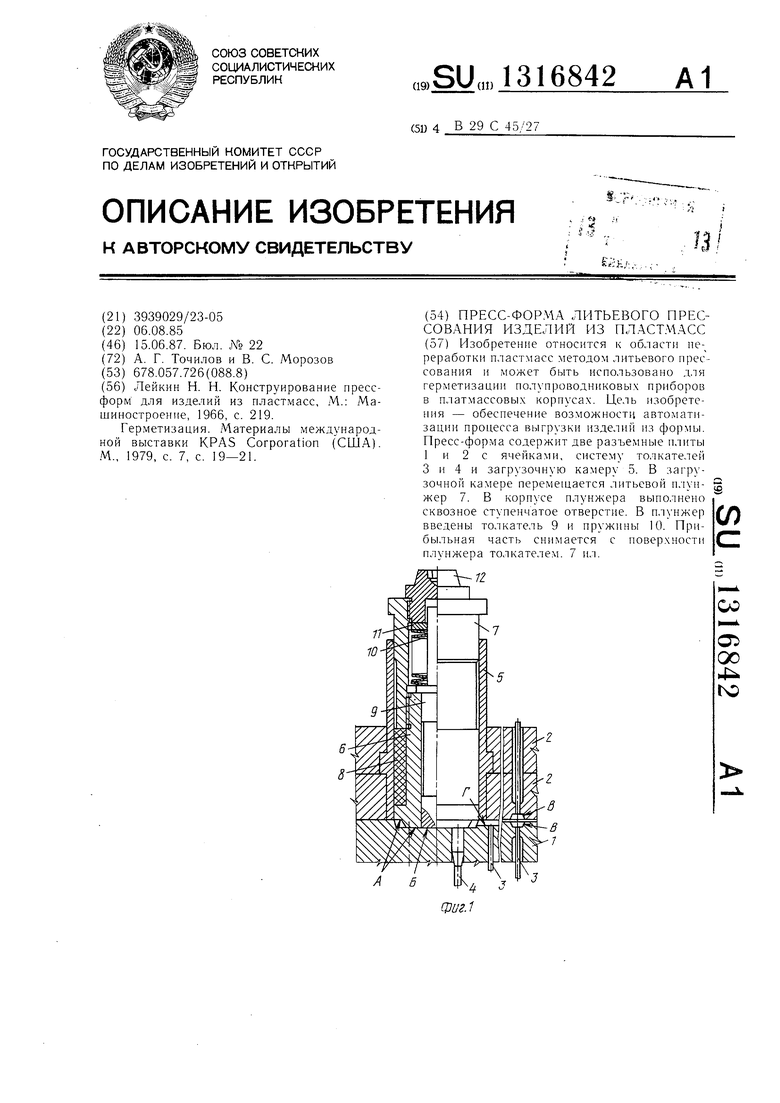
| Лейкин Н | |||
| Н | |||
| Конструирование пресс- форм для изделий из пластмасс, М.: Машиностроение, 1966, с | |||
| Прибор для записи звуковых волн | 1920 |
|
SU219A1 |
| Герметизация | |||
| Материалы международной выставки KPAS Corporation (США) | |||
| .(П., 1979, с | |||
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| Способ изготовления электрических сопротивлений посредством осаждения слоя проводника на поверхности изолятора | 1921 |
|
SU19A1 |
