113
Изобретение относится к оборудованию для резки волокнистых материалов используемых в текстильной, химической, строительной и других промьшлен ностях.
Цель изобретения - повышение качества резки.
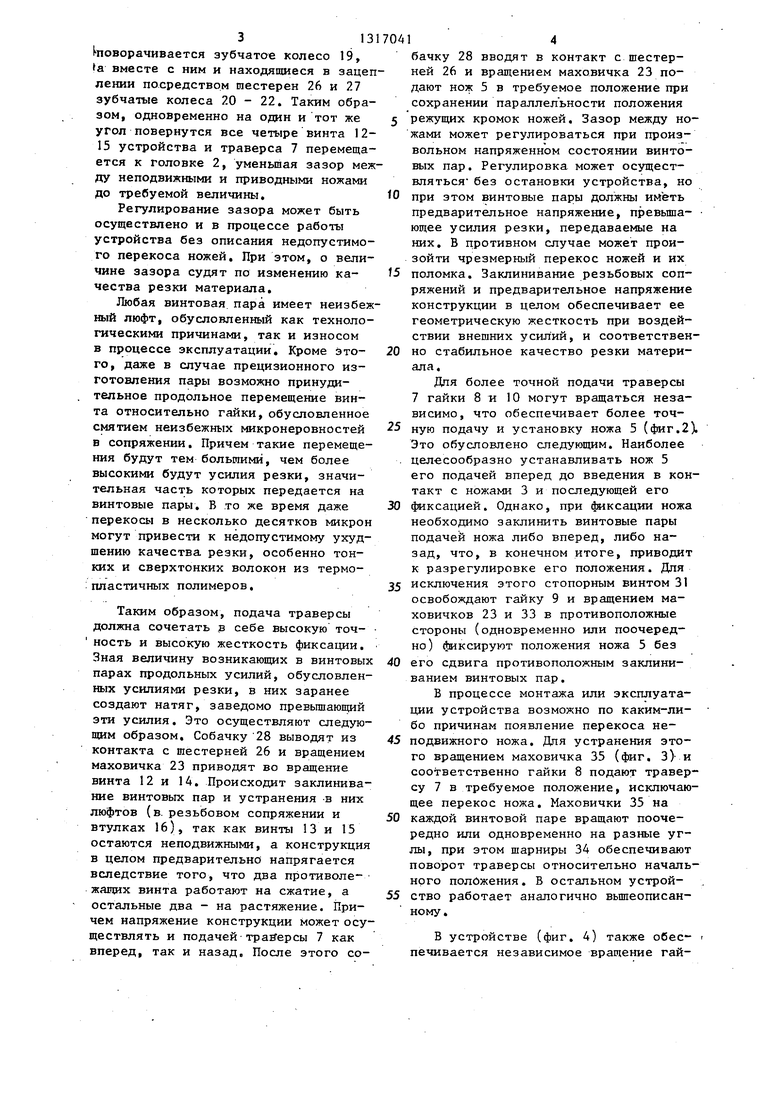
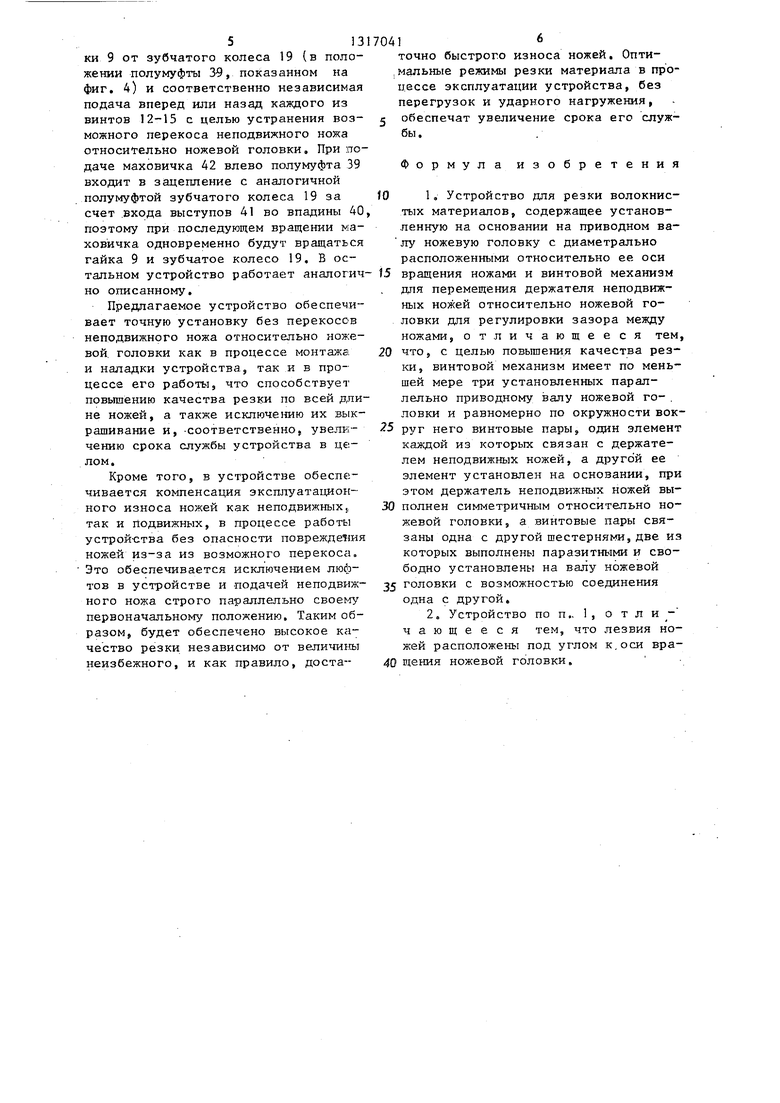
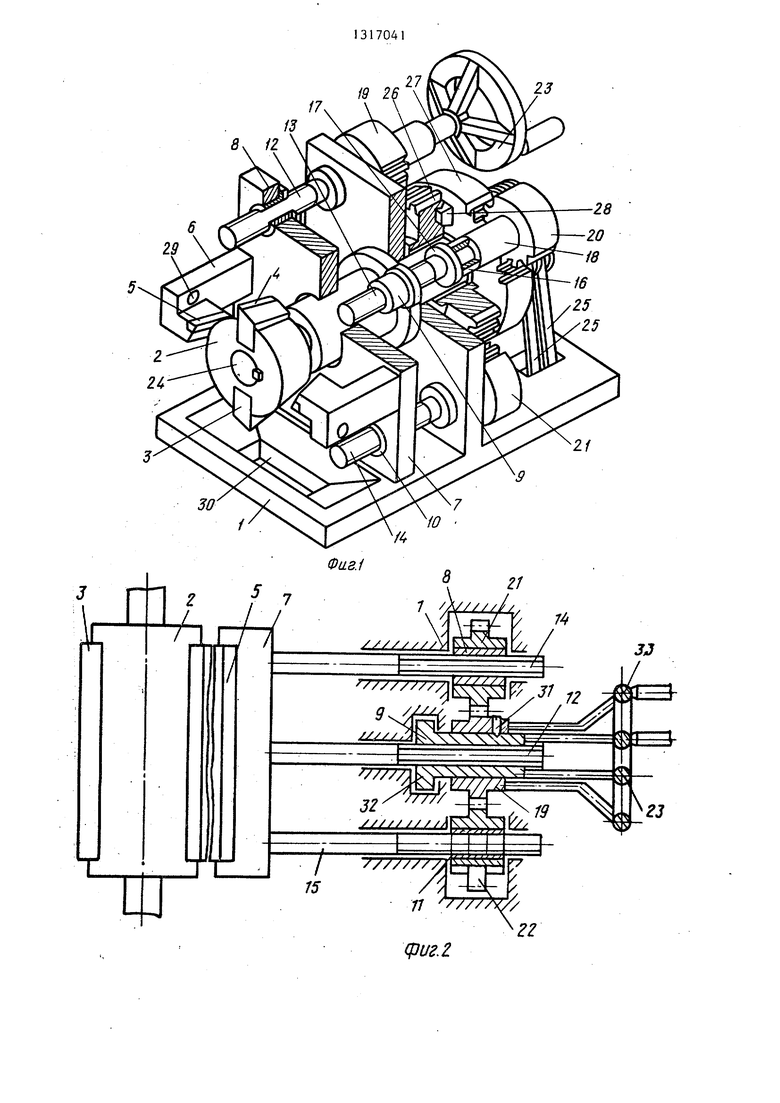
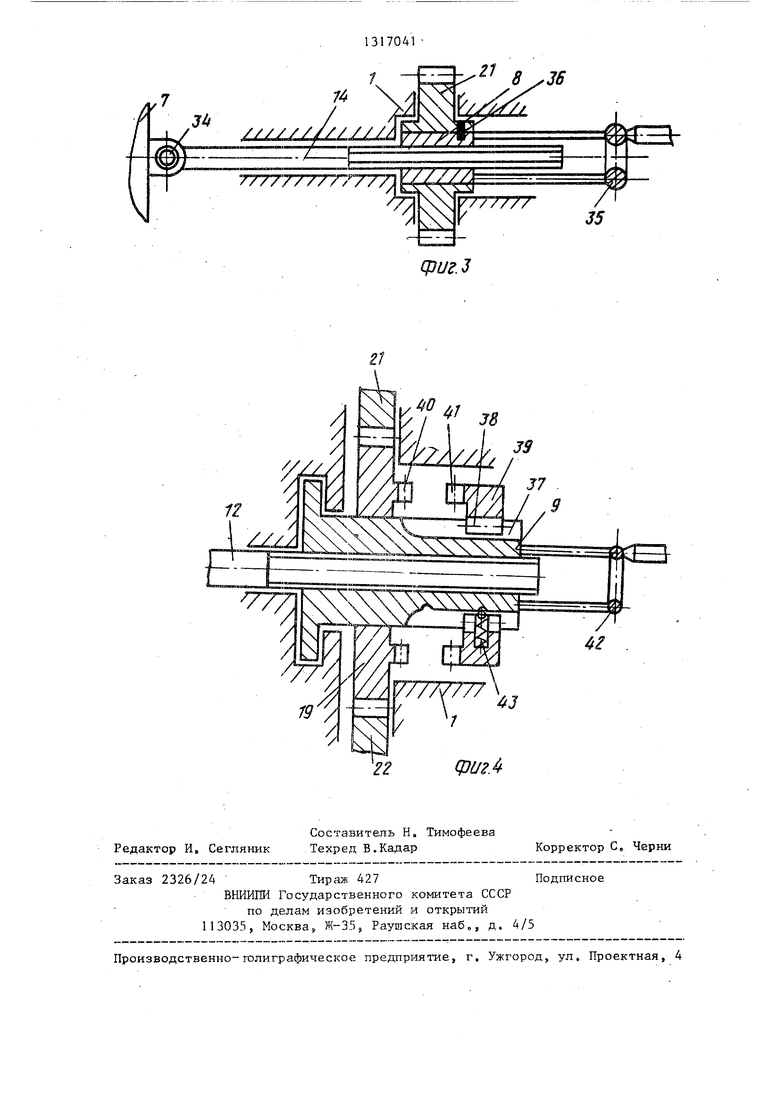
На фиг, 1 изображена общая схема устройства с четырьмя винтовыми парами; на фиг, 2 - то же, с тремя винтовыми парами; на фиг, 3 - выполнение винтовой пары; на фиг, 4 - то же, вариант.
Устройство -содержит установленную на неподвижном основании I приводную ножевую головку 2 с двумя диаметрально расположенными на ней параллельно ее основанию ножами 3, лезвия 4 которых расположены под углом к оси вращения ножевой головки, С диаметрально противоположных сторон ножевой головки расположены неподвижные , закрепленные на держателе 6, выполненном симметрично относительно ножевой головки, и установленные на тра.версе 7, выполненной в виде плиты Плита имеет возможность перемещения относительно основания 1 для регулирования зазора между ножами 3 и 5 посредством винтового механизма, имеющего четыре винтовые пары (фиг, 1),
Вийтовые пары-имеют гайки 8-11 и винты 12- 15 (гайка 11 и винт 15 на фиг, 1 не показаны), установленные параллельно один другому и направлению подачи траверсы 7, в частности параллельно оси вращения ножевой головки 2, Гайки 8-10 запрессованы в траверсу, а винты 12-15 связаны с основанием 1 посредством втулок 16, исключающих продольное смещение винтов и находящихся между буртами 17 винтов и ступицами 18 зубчатых колес 19 - 22 (зубчатое колесо 22 на фиг, 1 не показано), которыми снабжен каждый винт. Зубчатое колесо 19 выполнено приводным за счет связи его с маховичком 23,
Ножевая головка установлена на валу 24, связанном с приводом 25 устройства. На валу 24 свободно установлены два паразитные пшстерни 26 и 27, каждая из которых находится в зацеплении с двумя противолежащими зубчатыми колесами, соответственно 19 и 21, а также 20 и 22, и1естерни 26 и 27 связаны одна с другой собачкой 28, позволяющей при необходимости вра12
щаться либо совместно, либо раздельно независимо одна от другой. Держатели 6 неподвижных ножей 5 имеют отверстия 29 для подачи разрезаемого
жгута волокон, а основание 1 - приемный бункер 30 для удаления продуктов резки,
В устройстве (фиг, 2) винты 12, 14 и 15 жестко связаны с траверсой 7,
а гайка В и 11 связаны соответственно с зубчатыми колесами 21 и 22, Зубчатое колесо 19 установлено на гайке 9 с возможностью вращения относительно нее и имеет стопорный винт 31,
Гайка 9 имеет буртик 32 для ее продольной фиксации относительно основания 1, а также выполнена приводной за счет связи с маховичком 33,
На фиг, 3 показан вариант выполнения винтовой пары, в которой винт 14 связан с траверсой 7 с помощью шарнира 34, а гайка 8 установлена с возможностью вращения относительно, основания 1 и зубчатого колеса 21 и
имеет маховичок 35 и средство фиксации в виде стопорного винта 36, вхо- .дящего в кольцевой паз, выполненный в гайке. Аналогичным образом выполнена каждая из винтовых пар устройства.
Возможен вариант выполнения гайки 9 со шлицевыми пазами 37, в которйе входят выступы 38 полумуфты 39, Зубчатое коле со 19 имеет впадины 40, в
которые входят выступы 41 при опредеенном положении полумуфты 39, Для вращения и продольного перемещения полумуфта 39 соединена с маховичком 42, а для стопорения ее в определенном пoлoжeн iи она имеет фиксатор. 43,
Устройство работает следующим образом.
После наладки устройства (фиг, l) на резку материала заданной длины включают привод 25 ножевой головки 2 и подают разрезаемый материал, например жгут волокон, в отверстие 29 держателя 6, Материал поступает к режущей кромке неподвижного ножа 5, отрезается ножами 3 и удаляется из зоны резки известными способами, например воздушным потоком.
При выработке ресурса работы но- жей увеличивающийся зазор между неподвижными ножами 5 и приводными ножами 3 уменьшают. Для этого поворачивают маховичок 23 на требуемый угол, В результате на такой же угол
313
поворачивается зубчатое колесо 19, а вместе с ним и находящиеся в зацеплении посредством гаестерен 26 и 27 зубчатые колеса 20 - 22. Таким образом, одновременно на один и тот же угол повернутся все четыре винта 12- 15 устройства и траверса 7 перемещается к головке 2, уменьшая зазор между неподвижными и приводными ножами до требуемой величины.
Регулирование зазора может быть осуществлено и в процессе работы устройства без описания недопустимого перекоса ножей. При этом, о величине зазора судят по изменению качества резки материала.
Любая винтовая, пара имеет неизбежный люфт, обусловленный как технологическими причинами, так и износом в процессе эксплуатации. Кроме этого, даже в случае прецизионного изготовления пары возможно принудительное продольное перемещение винта относительно гайки, обусловленное смятием неизбежных микронеровностей в сопряжении. Причем такие перемещения будут тем большими, чем более высокими будут усилия резки, значительная часть которых передается на винтовые пары. В то же время даже перекосы в несколько десятков микрон могут привести к недопустимому ухудшению качества резки, особенно тонких и сверхтонких волокон из термопластичных полимеров.
Таким образом, подача траверсы должна сочетать э себе высокую точ- ность и высокую жесткость фиксации. Зная величину возникающих в винтовых парах продольных усилий, обусловленных усилиями резки, в них заранее создают натяг, заведомо превьппающий эти усилия. Это осуществляют следующим образом. Собачку 28 выводят из контакта с шестерней 26 и вращением маховичка 23 приводят во вращение винта 12 и 14. Происходит заклинивание винтовьпс пар и устранения в них люфтов (в. резьбовом сопряжении и втулках 16), так как винты 13 и 15 остаются неподвижными, а конструкция в целом предварительно напрягается вследствие того, что два противоле- жащих винта работают на сжатие, а остальные два - на растяжение. Причем напряжение конструкции может осуществлять и подачей трай ерсы 7 как вперед, так и назад. После этого со0414
бачку 28 вводят в контакт с шестерней 26 и врап1ением маховичка 23 подают нож 5 в требуемое положение при сохранении параллельности положения
5 режущих кромок ножей. Зазор между ножами может регулироваться при произвольном напряженном состоянии винтовых пар. Регулировка может осуществляться без остановки устройства, но
0 при этом винтовые пары должны иметь предварительное напряжение, превыша- ющее усилия резки, передаваемые на них. В цротивном случае может произойти чрезмерный перекос ножей и их
t5 поломка. Заклинивание резьбовых сопряжений и предварительное напряжение конструкции в целом обеспечивает ее геометрическую жесткость при воздействии внешних усил ий, и соответствен0 но стабильное качество резки материала.
Дпя более точной подачи траверсы 7 гайки 8 и 10 могут вращаться независимо, что обеспечивает более точ5 ную подачу и установку ножа 5 (фиг.2Х
Это обусловлено следующим. Наиболее . целесообразно устанавливать нож 5 его подачей вперед до введения в контакт с ножами 3 и последующей его
30 фиксацией. Однако, при фиксации ножа необходимо заклинить винтовые пары подачей ножа либо вперед, либо назад, что, в конечном итоге, приводит к разрегулировке его положения. Для
35 исключения этого стопорным винтом 31 освобождают гайку 9 и вращением маховичков 23 и 33 в противоположные стороны (одновременно или поочередно) фиксируют положения ножа 5 без
40 его сдвига противоположным заклиниванием винтовых пар.
В процессе монтажа или эксплуатации устройства возможно по каким-либо причинам появление перекоса не45 подвижного ножа. Для устранения этого вращением маховичка 35 (фиг. З)- и соответственно гайки 8 подают траверсу 7 в требуемое положение, исключающее перекос ножа. Маховички 35 на
50 каждой винтовой паре вращают поочередно или одновременно на разные углы, при этом шарниры 34 обеспечивают поворот траверсы относительно начального положения. В остальном устрой55 ство работает аналогично вьшгеописан- ному.
В устройстве (фиг. 4) также обес- t печивается независимое вращение гай513
ки 9 от зубчатого колеса 19 (в положении полумуфты 39, показанном на фиг. 4) и соответственно независимая подача вперед или назад каждого из винтов 12-15 с целью устрашения возможного перекоса неподвижного ножа относительно ножевой головки. При подаче маховичка 42 влево полумуфта 39 входит в зацепление с аналогичной полумуфтой зубчатого колеса 19 за счет .входа выступов 41 во впадины 40 поэтому при последующем вращении маховичка одновременно будут вращаться гайка 9 и зубчатое колесо 19. В остальном устройство работает аналогично описанному.
Предлагаемое устройство обеспечивает точную установку без перекосов неподвижного ножа относительно ножевой, головки как в процессе монтажс и наладки устройства, так и в процессе его работы, что способствует повьппению качества резки по всей длине ножей, а также исключению их выкрашивание и, -соответственно, увеличению срока службы устройства в це;- лом.
Кроме того, в устройстве обеспг;- чивается компенсация эксплуатационного износа ножей как неподвижных,, так и Подвижных, в процессе работы устройства без опасности повреждения ножей из-за из возможного перекоса. Это обеспечивается исключением люфтов в устройстве и -подачей неподвижного ножа строго параллельно своему первоначальному положению. Таким образом, будет обеспечено высокое качество резки независимо от величины неизбежного, и как правило, доста70416
точно быстрого износа ножей. Опти- ,мальные режимы резки материала в процессе эксплуатации устройства, без перегрузок и ударного нагружения, 2 обеспечат увеличение срока его службы.
Формула изобретения
101, Устройство для резки волокнистых материалов, содержащее установленную на основании на приводном ва- лу ножевую головку с диаметрально расположенными относительно ее оси
1.5 вращения ножами и винтовой механизм для перемещения держателя неподвижных ножей относительно ножевой головки для регулировки зазора между ножами, отличающееся тем
20 что, с целью повышения качества резки, винтовой механизм имеет по меньшей мере три установленных параллельно приводному валу ножевой го-. ловки и равномерно по окружности руг него винтовые пары, один элемент каждой из которых связан с держателем неподвижных ножей, а другой ее элемент установлен на основании, при этом держатель неподвижных ножей вы30 полнен симметричным относительно ножевой головки, а винтовые пары связаны одна с другой шестернями, две из которых выполнены паразитными и свободно установлены на валу ножевой
35 головки с возможностью соединения одна с другой,
2. Устройство по п., 1, о т л и - чающееся тем, что лезвия ножей расположены под углом к.оси вра40 щенкя ножевой головки.
17
13
30
23
28
21
7
40
/4
Фи.г.1
Л7
23
гг
сриг.З
| название | год | авторы | номер документа |
|---|---|---|---|
| СУДОВОЙ ПОДЪЕМНИК | 2012 |
|
RU2497743C1 |
| Летучие ножницы | 1983 |
|
SU1117153A1 |
| Устройство для поперечной резки длинномерных материалов | 1980 |
|
SU958523A1 |
| ДИСКОВЫЕ КРОМКООБРЕЗНЫЕ НОЖНИЦЫ | 1999 |
|
RU2223163C2 |
| Устройство для резки волокнистых материалов | 1981 |
|
SU996536A1 |
| Рельсосверлильный станок | 1989 |
|
SU1712517A1 |
| Устройство для возвратно-поступательного перемещения инструмента в двух взаимно перпендикулярных направлениях | 1990 |
|
SU1796392A1 |
| УСТРОЙСТВО ДЛЯ РЕЗАНИЯ ТЕКСТИЛЬНЫХ ОТХОДОВ | 2004 |
|
RU2278189C2 |
| УСТРОЙСТВО ДЛЯ РАСКРОЯ ЛИСТОВЫХ МАТЕРИАЛОВНА ПОЛОСЫ | 1971 |
|
SU291961A1 |
| Устройство для вырезания отверстий в неметаллических трубах | 1983 |
|
SU1299492A3 |
Изобретение относится к оборудованию для резки волокнистых материалов используемых в текстильной, химической, строительной и других промьшшенвостях, и позволяет повы;сить качество резки. На основании устройства на приводном валу установлены ножевая головка с диаметрально расположенными относительно ее оси вращения ножами и винтовой механизм для перемещения держателя неподвижных ножей относительно ножевой головки дпя регулировки зазора методу ножами . Держатель неподвижных ножей выполнен симметричным относительно ножевой головки. Винтовой механизм имеет fio меньшей мере три установленные параллельно приводному валу ножевой головки и равномерно по окружности вокруг него винтовые пары. Один элемент каждой винтовой пары связан с держателем неподвижных ножей, а другой ее элемент установлен на основании. Винтовые пары связаны одна с другой шестернями, две из которых выполнены паразитными и свободно установлены на валу ножевой головки с возможностью соединения одна с другой . 1 3.п. ф-лы, 4 ил. с (Л оо Ы о 
12
в
39
ФтЛ
Редактор И, Сегхсяник
Составитель Н. Тимофеева Техред В.Кадар
Заказ 2326/24Тир;1ж 427Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж--35з Раушская наб, д. 4/5
Производственно-голиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Корректор С, Черни
| Устройство для поперечной резки длинномерных материалов | 1980 |
|
SU958523A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
