113
Изобретение относится к металлургии i конкретно к конструк дии дуговых электропечей, работаюпщх в одношлако- вом режиме с отсечкой технологического шлака в процессе вьшуска металла из печи.
Цель изобретения - повышение эффективности отделения шпака от металла, снижение угара раскислитеЛей.
Граничные условия параметров определены экспериментально при помощи моделирования. Угол подъема лещади выпускной камеры определен экспериментально при закрытом дополнительном отверстии. Установлено, что изменяя угол наклона лещади выпускной камеры, шлак полностью удерживался за счет заглубления стенки печи в металл, при этом угол наклона лещади составляет 40 для выпускного отверстия круглой формы, а угол наклона лещади, равный 45° - для вьтускного отверстия прямоугольного сечения.
При указанных углах наклона лещади вьшускной камеры из печи сливалось максимальное количество металла, при этом проведенные замеры остающегося металла показали, что в печи остается до 12% от его общего количества. Для слива остатков металла выполнено дополнительное отверстие.
Для предотвращения слива шлака необходимый гидростатический затвор создается за счет того, что дополнительное отверстие вьшолнено меньншм сечением, чем вьтускное отверстие печи. Установлено, что компактность основной струи сохраняется при уменьшении площади поперечного сечения дополнительного отверстия, равного 0,2 площади выпускного отверстия электропечи независимо от его геометрической формы. Дальнейшее уменьшение дополнительного отверстия приводит к неоправданным затратам и трудностям в их обслуживании.
На чертеже изображена предлагаемая электродуговая сталеплавильная печь.
Футерованная плавильная камера 1 печи имеет вьтускное отверстие 2, к которому примыкает выпускная камера 3, лещадь которой 4 имеет подъем 40-45 относительно горизонтали и заканчивается сливным носком 3.. В лещади выпускной камеры 3 вьталнено дополнительное отверстие 6. Выпуск2572
ная камера 3 имеет футерованную крьш- ку 7, которая для удобства обслуживания может выполняться съемной. Металл из печи сливают в стаперазливочньш
ковш 8.
Электродуговая сталеплавильная печь работает следующим образом.
При выпуске стали электродуговую печь наклоняют, при этом металл из
o плавильной камеры 1 перетекает через вьтускное отверстие 2 в вьтускную камеру 3 и начинает истекать в стале- разливочный ковш 8 через дополнительное отверстие 6. Вследствие значи5 тельной разности поперечных сечений выпускного отверстия 2 и дополнительного отверстия 6 металл заполняет выпускную камеру 3 и через сливной носок 5 начинает сливаться в ковш 8,
0 при этом вьшускное отверстие 2 затапливается под уровень металла в выпускной камере 3, что сдвигает начало поступления шлака в ковш на более поздний период вьшуска плавки, при
этом рабочая стенка плавильной камеры 1 образует гидростатический затвор, препятствующий попаданию шпака в выпускную камеру 3. I
Q Наличие сливного носка 5 и выпуск
металла затопленной струей способствует организации плотной отвесно падающей струи, что способствует снижению вторичного окисления металла кислородом воздуха. Вытекающая из дополнительного отверстия 6 струя стали при указанном соотношении площадей попереченых сечений выпускньк отверстий 2 и 6 не нарушает компакт- . ности струи стали, сливающейся через сливной носок 5. Кроме того, интенсивному вторичному окислению металла в вьтускной камере 3 препятствует наличие футерованной крьш1ки 7.
Выполнение лещади 4 под углом 40-45 относительно горизонтали при- . водит к тому, что после слива основной массы металла при наклоне печи f 35° сброс металла со сливного носка 5 прекращается и остатки металла через дополнительное отверстие 6 сливаются в сталеразливочный ковш, при этом гидростатический затвор уменьшается и шлак начинает поступать в выпускную камеру 3 и накапливается в ней. По окончании слива металла шлак сливается в- ковш через дополнительное отверстие 6, йоэтому в момент начала слива шпака из допол45
0
55
313
нительного отверстия 6 печь поднимают, при этом шлак из вьшускной камеры через вьтускное отверстие 2 перетекает S плавильную камеру 1. Малые геометрические размеры дополнительного отверстия 6 способствуют незначительному попаданию шлака в ковш 8. Оставшийся в печи шпак может быть слит через порог завалочного окна путем наклона печи в противоположную сторону, либо на место ковша 8 может быть установлена шлаковая чаша.
Использование вьтускной камеры с резким (40-45°) подъемом лещади обеспечивает при наклоне печи попадание очень малого количества шпака в силу малого геометрического объема вьтускной камеры вблизи вьшускного отверстия плавильной камеры. При необходимости полного недопущения попадания печного шлака в начальный период выпуска плавки выпускное отверстие плавильной камеры может быть выполнено с уклоном в сторону плавильной камеры так, что горловина выпускного отверстия будет расположена ниже уровня пшака в плавильной камере (см. чертеж).
Редактор К.Волощук Заказ 2411/35
Составитель А.Филиппов
Техред Л.ОлийКык. Корректор А. Зимокосов
Тираж 543Подписное
ВНИШИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
172574
Предпагаемое устройство позволит исключить потери металла при выпуске расплава при эффективной отсечке шлака, снизить угар раскислителей за 5 счет уменьшения вторичного окисления металла.
Формула изобретения
Электродуговая сталеплавильная печь, содержащая футерованную плавильную камеру с выпускным отверстием, отличающаяся тем, что, с ца)}ью повьш1ения эффективности отделения шлака от металла, снижения угара раскислителей, печь снабжена футерованной выпускной камерой, примыкающей к выпускному отверстию плавильной камеры, и с углом подъема лещади 40- 45 к горизонтальной плоскости, при этом лещадь выпускной камеры выполнена со сливным носком и отверстием, расположенным на уровне вьшускного отверстия плавильной камеры, причем площадь его поперечного сечения составляет 0,2 площади поперечного се- чения выпускного отверстия плавильной камеры.
| название | год | авторы | номер документа |
|---|---|---|---|
| Подовый сталеплавильный агрегат | 1979 |
|
SU802762A1 |
| Съемный трехручьевой сталевыпускной желоб | 1982 |
|
SU1116287A1 |
| Способ выпуска расплава из подового сталеплавильного агрегата | 1983 |
|
SU1135766A1 |
| Желоб для выпуска и обработкижидКОгО МЕТАллА | 1979 |
|
SU802376A1 |
| Устройство для слива металла | 1983 |
|
SU1118689A1 |
| Дуговая сталеплавильная печь | 1986 |
|
SU1435615A1 |
| Способ раскисления кипящей стали | 1983 |
|
SU1117324A1 |
| Способ производства стали | 1979 |
|
SU817073A1 |
| Подовый сталеплавильный агрегат | 1978 |
|
SU752126A1 |
| Желоб для выпуска металла и отделения печного шлака | 1989 |
|
SU1770712A1 |
Изобретение относится к области металлургии, конкретно к конструкциям дуговых электроплавильных агрегатов. Цель изобретения - повьппение эффективности отделения шлака от металла, снижение угара раскислителей. Выпуск металла из плавильной камеры 1 печи происходит через выпускную камеру 3, примыкающую к выпускному отверстию 2. Лещадь 4 выпускной камеры 3 имеет подъем относительно горизонтали 40-45, что обеспечивает при наклоне печи самопроизвольное прекращение истечения металла со сливного носка 5 после слива основной массы металла при полном удержании технологического шлака в плавильной камере 1. Оставшийся в плавильной 1 и вьтускной 3 камерах металл сливается в ковш через дополнительное отверстие 6 в лещади 4 выпускной камеры 3, при этом площадь поперечного сечения дополнительного отверстия 6 составляет не более 0,2 площади поперечного сечения выпускного отверстия 2. При выпуске последних порций металла в вьшускную камеру 3 начинает поступать шлак. В момент начала схода технологического шлака из дополнительного отверстия 6 печь поднимают в вертикальное положение. 1 ил. (Л С )- ч Ю Р1 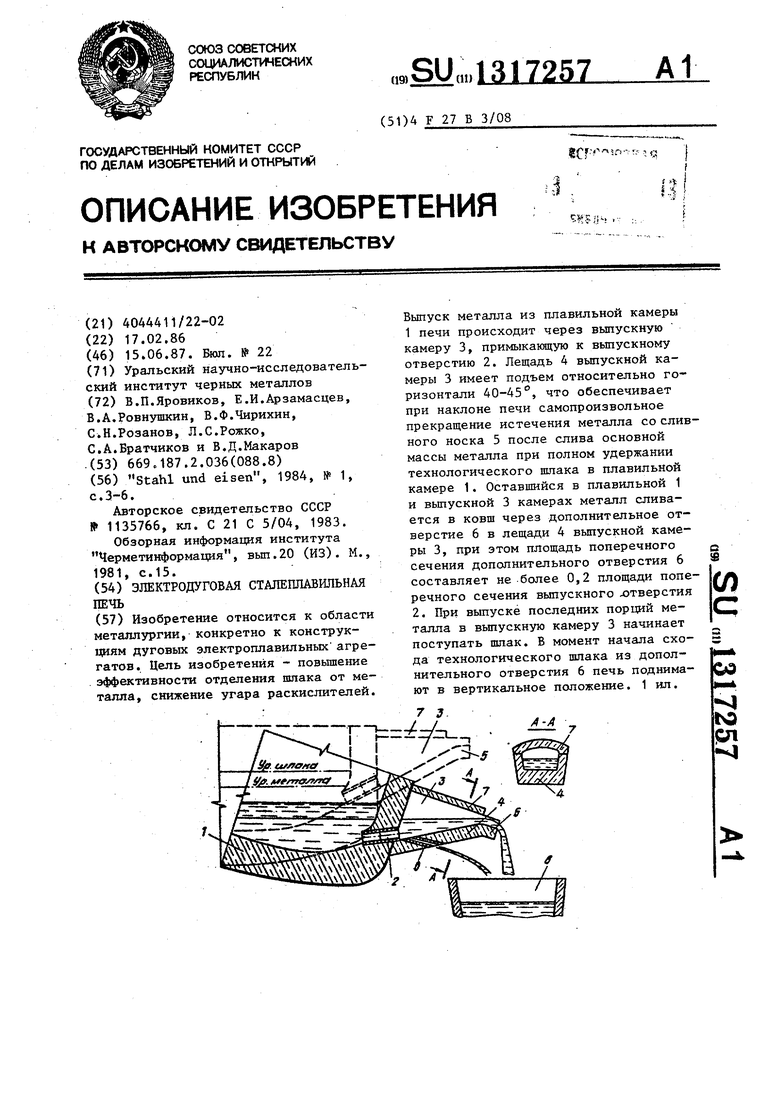
| Stahl und eisen, 1984, № 1, с.3-6 | |||
| Способ выпуска расплава из подового сталеплавильного агрегата | 1983 |
|
SU1135766A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Обзорная информация института Черметинформация, вып.20 (ИЗ) | |||
| М., 1981, с.15. | |||
