Изобретение относится к черной металлургии в частности к способам выпуска металла и шлака из подовых сталеплавильных агрегатов, например мартеновских и двухвакных печей.
Известен способ вьгауска расплава из подового сталеплавильного агрегата, в котором с целью разделения металла и шлака под сталевыпускной желаб подводят шлаковый желоб для отвода шлака в чашу ,
Недостатком способа является неудовлетворительное разделение металла и шлака,-потери металла и его низкое качество.
Наиболее близким к предлагаемому по технической сущности и достигаемым результатам является способ выпуска расплава из подового сталеплавильного агрегата, включающий регулирование уровня металла в желобе и разделение металла и шлака по удельному весу 2 .
Недостатком известного способа является неполное разделение металла и шлака, обусловленное истечением расплава открытой струей с относително высокой скоростью, что ведет к раннему подсосу ишака в выпускное отверстие, увеличивает дисперсность пшако-металлической эмульсии и время переходного периода совместного выпуска металла и шлака.
Целью изобретения является увеличение стойкости сталеразливочных ковшей и снижение расхода ферросплавов посредством повышения эффективности разделения металла и шлака.
Поставленная цель достигается тем что согласно способу выпуска расплава из подового сталеплавильного агрегата, включающему регулирование уровня 1четалла в желобе и разделение металла и тхщака по удельному весу, при наполнении, сталеразливочного ков aia металлом не более чем на. 85% поднимают уровень металла в приемной части желоба вьш1е уровня сталевыпускного отверстия и выпуск металла со шлаком производят, затопленной струей, а по окончании поступления металла в сталеразливочньй ковш желоб отделяют от агрегата, его приемную часть поднимают до полного слива металла и слив остального шлака производят открытой струей.
Затопление выходящей из агрегата струи при совместном выпуске металла
и шлака составляет 0,5-2,0 ее калибра.
Регламентируемая степень заполнения ковша определяется максимальным количеством металла (15%), вьшускаемого при совместном выпуске в переходном периоде. При величине затопления в металл струи расплава 0,5 калибра слой металла в желобе отгоняется и недостаточно сдерживает выпуск шлака. При величине затопления струи 2 калибров эффективность разделения металла и шлака незначительно возрастает, однако увеличиваются время выпуска, количество шлака, остающегося в печи, и глубина желоба, что осложняет обслуживание ковша и .разделку сталевыпускного отверстия агрегата.
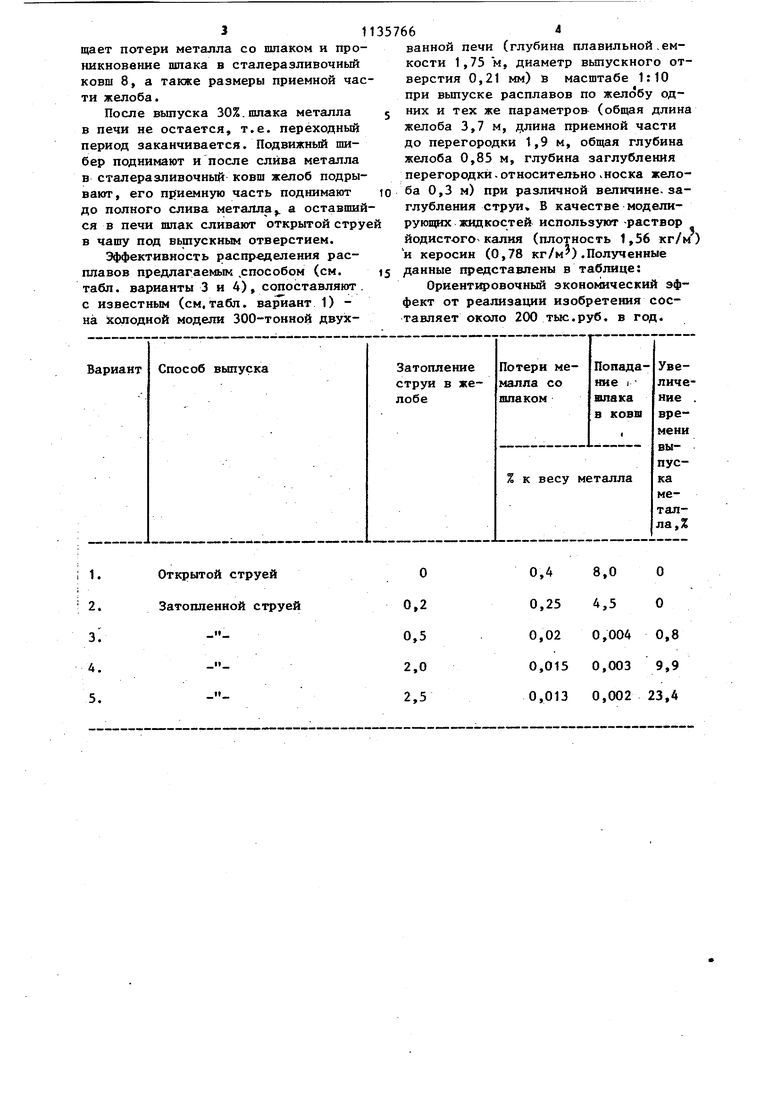
На фиг. 1-3 изображены различные стадии осуществления способа.
Мартеновская печь 1 оборудована сталевыпускным желобом 2. После разделки сталевыпускного отверстия 380-85% металла выпускают открытой струей, после чего подвижный шибер 4 опускают в желоб таким образом, чтобы уровень металла в приемной части желоба затопил выпускное отверстие и поднялся Bbmie него на 0,5-2 d. Скорость истечения металла при этом падает, что сдвигает эмульгирование шлака в вьтускное отверстие на более поздний период и сокращает количество металла и шлака, выпущенных в переходном периоде.
В переходный период дисперсность образующейся в канале выпускного отверстия шлакометаллической эмульсии находится в прямой зависимости от скорости течения расплавов. Поэтому ее снижение при затоплении струи в металл увеличивает размеры капель металла и шлака в эмульсии, что пололсительно сказывается на их разделении в желобе. Наряду с этим, при выходе из печи и в процессе подъема шпака через слой металла в желобе он промывается струями металла, что дополнительно способствует укрупнению и извлечению капель металла из шлакового потока. Появившийся в желобе шлак задерживается перегородкой 5 и сливается в чашу 6 через боковой выем 7. При соблкщении рассмотренных факторов процесс разделения металла и шлака по удельному весу в желобе идет весьма полноj что сокрщает потери металла со шлаком и проникновение шпака в сталеразливочный ковш 8, а также размеры приемной части желоба.
После выпуска 30%.шлака металла в печи не остается, т.е. переходный период заканчивается. Подвижный шибер поднимают и после слива металла в сталеразливочный ковш желоб подрывают, его приемную часть поднимают до полного слива металла а оставшийся в печи шпак сливают открытой струе в чашу под вьшускным отверстием.
Эффективность распределения расплавов предлагаемым .способом (см. табл. варианты 3 и 4), сопоставляют . с известным (см,табл. вариант 1) на холодной модели 300-тонной двухванной печи (глубина плавильной.емкости 1,75 м, диаметр вьшускного отверстия 0,21 мм) и масштабе 1:10 при вьшуске расплавов по желобу одних и тех же параметров (общая длина желоба 3,7 м, длина приемной части до перегородки 1,9 м, общая глубина желоба 0,85 м, глубина заглубления перегородки.относительно .носка желоба 0,3 м) при различной величине, заглубления струи, В качестве моделирующих жидкостей используют -раствор йодистого калия (плотность 1,56 кг/м и керосин (0,78 кг/м).Полученные /данные представлены в таблице:
Оркент1фовочный экономический эффект от реализации изобретения составляет около 200 тыс.руб. в год.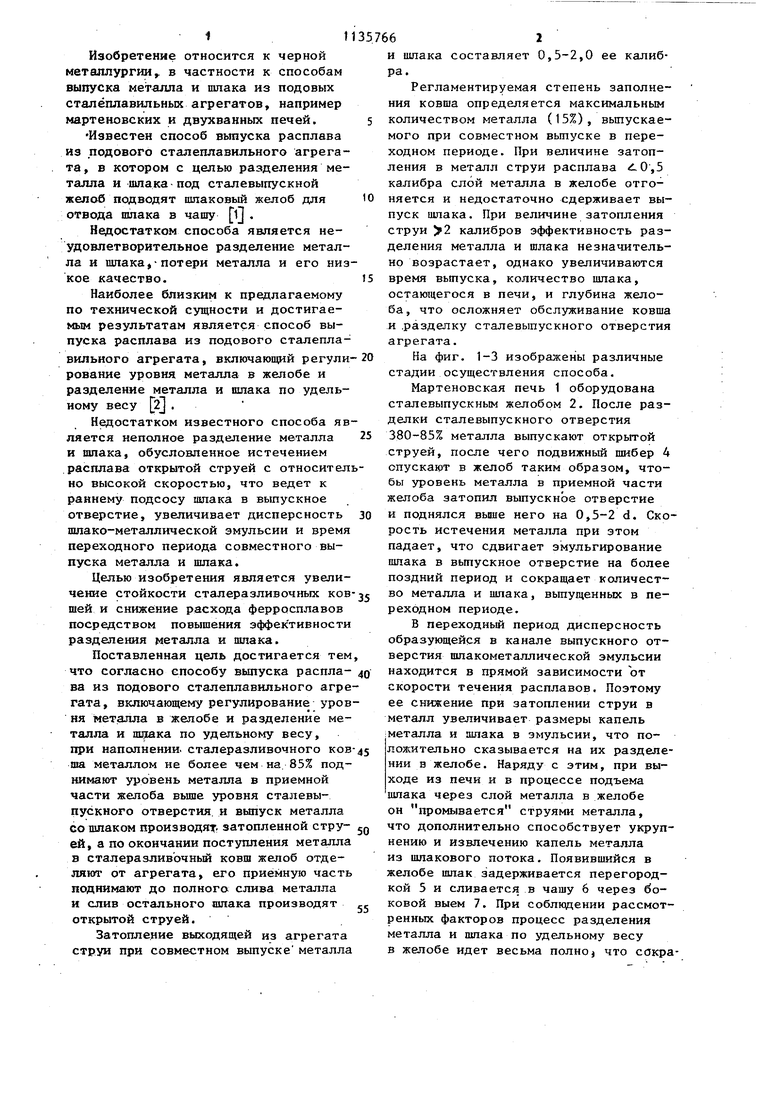
| название | год | авторы | номер документа |
|---|---|---|---|
| Подовый сталеплавильный агрегат | 1979 |
|
SU802762A1 |
| Желоб для выпуска металла и отделения печного шлака | 1989 |
|
SU1770712A1 |
| Съемный трехручьевой сталевыпускной желоб | 1982 |
|
SU1116287A1 |
| Подовый сталеплавильный агрегат | 1980 |
|
SU941825A1 |
| Электродуговая сталеплавильная печь | 1986 |
|
SU1317257A1 |
| Подовый сталеплавильный агрегат | 1978 |
|
SU752126A1 |
| Желоб для выпуска, обработки металла и отделения печного шлака | 1976 |
|
SU600187A1 |
| Подовый сталеплавильный агрегат | 1979 |
|
SU807026A2 |
| Способ выпуска стали из конвертера и устройство для его осуществления | 1982 |
|
SU1118690A1 |
| Желоб для выпуска металла | 1975 |
|
SU530158A1 |
1. СПОСОБ ВШУСКА-РАСПЛАВА ИЗ ПОДОЮГО СТАЖПЛАВИПЬНОГа АГРЕГАТА, включающий регулирование уровня металла в желобе и разделение металла и шлака по удельному весу, о т личающийся тем, что, с целью увеличения стойкости сталеразливочных ковшей.и снижения расхода ферросплавов посредством повышения эффективности разделения металла и опака, при наполнении сталеразливочного ковша металлом не более чем на 85% поднимают уровень металле в приемной части желоба- вьппе уровня сталевыпускного отверстия.и выпуск металла со шлаком производят затопленной струей, а по рконча-ниИ поступления металла в сталеразливочный ковш желоб отделяют от агрегата, его приемную часть поднимают до долного слива металла.и слив остального шлака производят открытой струей. 2. Способ по п. 1, отличающийся тем, что затопление выходящей из агрегата.струи -присовместном выпуске металла и шпака составляет 0,5-2,0 ее калибра.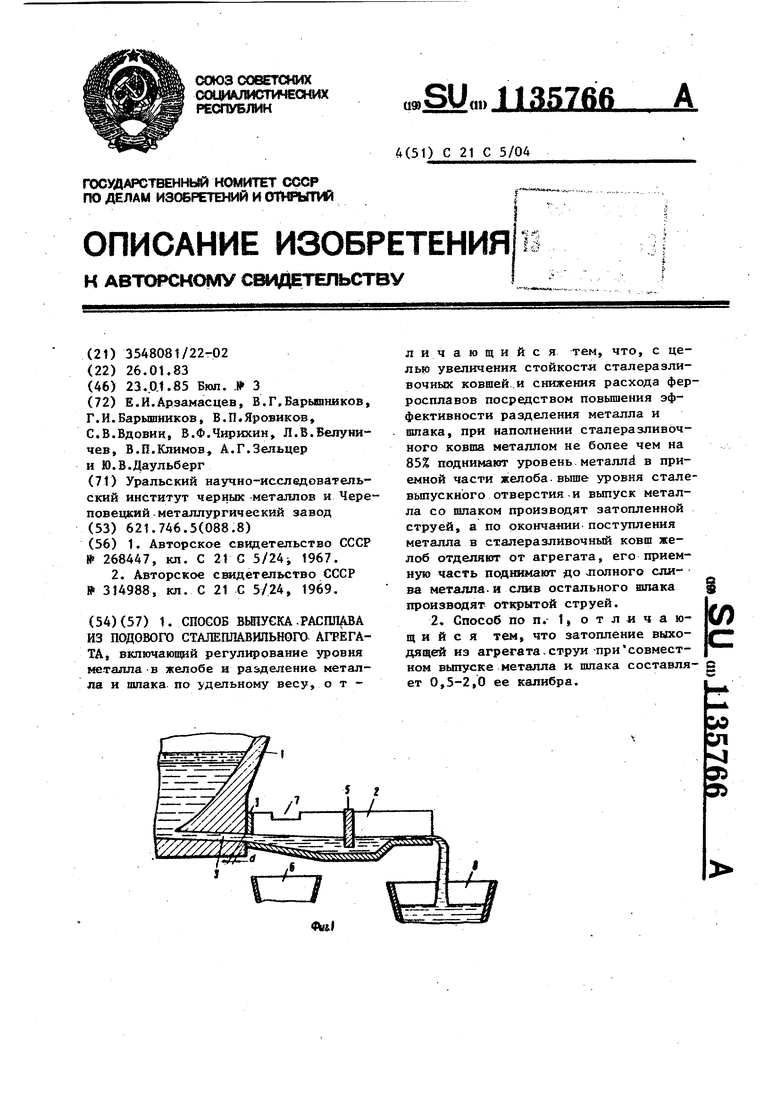
Открытой струей Затопленной струей
||
0,4
8,0О
4,5О
0,25
0,0040,8
0,02
0,0039,9
0,015
0,00223,4
0,013
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| СПОСОБ ОТВОДА ШЛАКА ПРИ ВЫПУСКЕ МЕТАЛЛА ИЗ ПЛАВИЛЬНОЙ ПЕЧИ | 0 |
|
SU268447A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
