Изобретение относится к черной металлургии, в частности, к конструкции трехручьевых сталевыпускных желобов.
Известен сталевынускной желоб, содержащий футерованный огнеупорными материалами корпус с приемной частью и тремя рукавами для слива расплавов в сталеразливочные ковши. При установке у агрегата данный желоб имеет одинаковый уклон лещади приемной части и всех трех рукавов, близкий к уклону выпускного отверстия агрегата. Для равномерного распределения металла средний рукав желоба предложено выполнить в виде затопленного калиброванного отверстия. При работе устройства, во время выпуска расплавоЕ из плавильного агрегата, через это отверстие сходит приблизительно треть плавки, что должно исключить применение распределительных стопоров 1.
Однако практика работы таких желобов в услрвиях металлургического комбината показала, что равномерно распределить металл по ковшам только за счет калиброванного отверстия среднего рукава не удается. Это связано с неравномерным износом калиброванного отверстия желоба и выпускного отверстия агрегата, сложностью установки носков крайних рукавов на одном уровне и др.
Наиболее близким к предлагаемому изобретению является съемный трехручьевой сталевыпускной желоб, содержащий футерованный кожух с тремя рукавами сосливными носками, торцовой стенкой и при емнрй ванной 2.
Износ огнеупорного материала стопора в ходе выпуска плавки ведет к неполному перекрытию сечения рукава, что в ряде случаев затрудняет равномерное распределение металла и шлака по ковшам, а при необходимости внепечной обработки металла в одном или двух ковшах не позволяет отсечь печной шлак. Наряду с этим трудоемки в изготовлении и обслуживании калиброванное отверстие среднего рукава и три распредел ительных стопора.
Цель изобретения - повышение стойкости ковшей, снижение расхода ферросплавов и повышение качества металла посредством повышения точности распределения металла по трем ковшам и отсечки печного шлака в двух из них.
Поставленная цель достигается тем, что съемный трехручьевой сталеплавильный желоб, содержащий футерованный кожух с тремя рукавами со сливными носками, торцовой стенкой и приемной ванной, снабжен механизмом качания желоба относительно продольной оси, а уровень сливных носков крайних рукавов выполнен выше уровня носка среднего рукава, при этом отношение этих уровней, измеренных от лещади ванны, составляет 1,3-2,0.
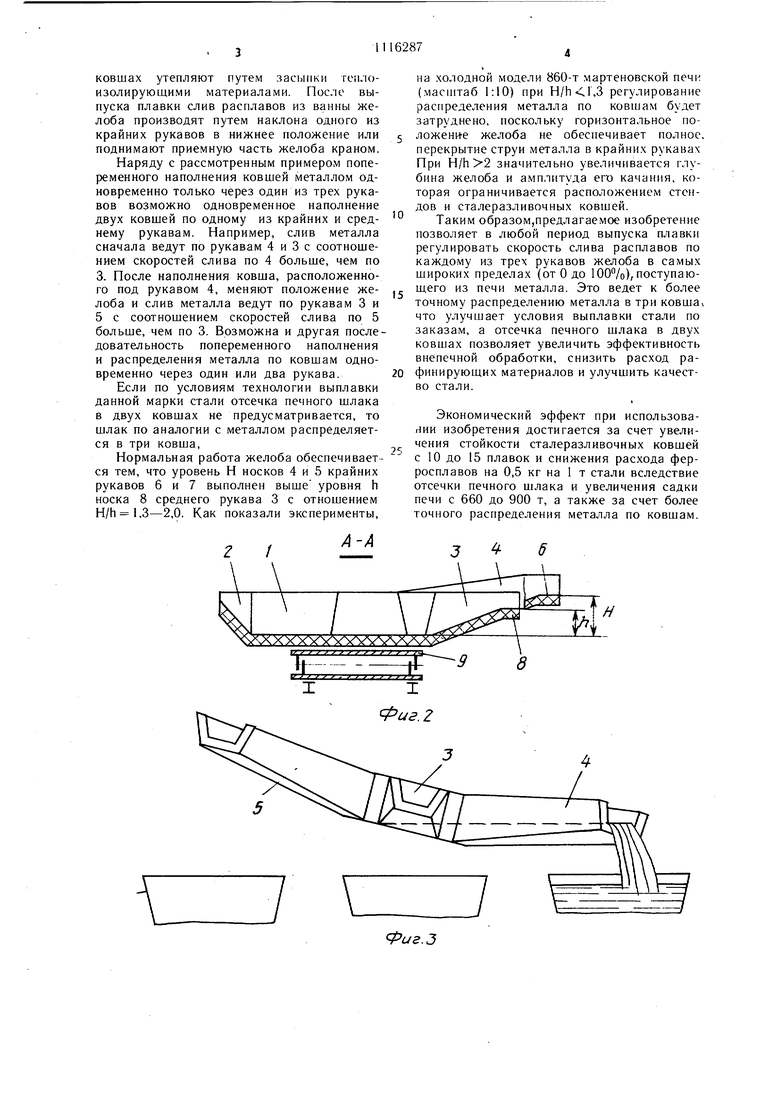
На фиг. 1 схематически изображен т екручьевой желоб; вид в плане; на фиг. 2 - продольный разрез А-А на фиг. 1; на фиг. 3-5 - различное положение желоба в процессе распределения металла по ковшам.
Трехручьевой сталевыпускной желоб имеет в приемной части ванну 1, которая образована с одной стороны торцовой стенкой 2, а с другой - подъемом лещади среднего 3 и крайних 4 и 5 рукавов , при этом уровень Н носков 6 и 7 соответственно крайних рукавов 4 и 5 выполнен выше уровня h носка 8 среднего рукава 3 с отношением H/h 1,3-2,0. Желоб снабжен механизмом его качания относительно продольной оси, выполненным, например, в виде опорно-поворотной плиты 9, на которую уста навливают желоб у печи.
Устройство работает следующим образом
Перед выпуском плавки желоб устанавливается на опорно-поворотную плиту 9,- и она наклоняется на столько, чтобы один из крайних носков, например 6, был опущен к сталеразливочному ковщу до горизонтального положения лещади рукава 4, при этом другой крайний носок 7 наоборот будет поднят над ковшом в верхнее положение (фиг. 3). При таком расположении желоба вытекающий из печи металл не превысит уровня носка 8 среднего рукава 3 и поэтому металл будет сливаться в один из ковшей, только по рукаву 4 (фиг. 3). Исходя из конкретной садки данной плавки по этому рукаву сливают в ковш примено 1/3 (но не более) объема выпускаемого металла, после чего путем качания желоба на опорно-поворотной плите 9 его устанавливают в горизонтальном положении (фиг. 4).
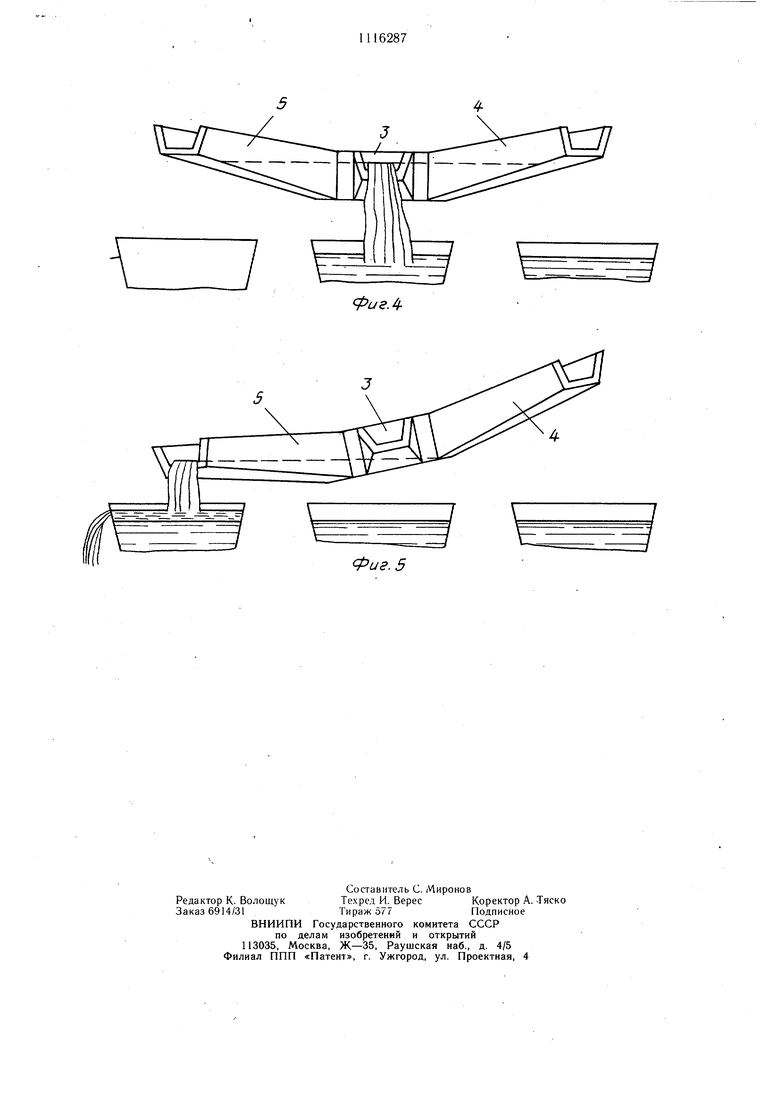
Истечение металла из всех рукавов желоба временно прекратится, пока не наполнится металлом ванна 1, после чего металл по среднему рукаву 3 начнет сливаться во второй ковш. Благодаря превышению уровня носков 6 и 7 над уровнем носка 8 среднего рукава 3 при горизонтальном положении желоба слива металла по крайним рукавам 4 и 5 не происходит (фиг. 4). В ковш под рукавом 3 сливают такой же объем металла, какой был слит в предыдущий ковш из рукава 4, после чего желоб наклоняют на другой крайний рукав 5 и и в третий ковш сливают такой же объем металла, как и в два предыдущих (фиг. 5), Если при этом в печи еще остался металл, то цикл качания желоба повторяют в обратном порядке и путем попеременного слива металла через рукава 5, 3 и 4 доливают ковши. С появлением печного шлака в желобе его по одному из трех рукавов направляют в один из ковшей, при этом избыток шлака из этого ковща стекает в шлаковую, чащу (фиг. 5), а зеркало металла в двух других
ковшах утепляют путем засыпки теплоизолирующими материалами. После выпуска плавки слив расплавов из ванпы желоба производят путем наклона одного из крайних рукавов в нижнее положение или поднимают приемную часть желоба краном.
Наряду с рассмотренным примером попеременного наполнения ковшей металлом одновременно только через один из трех рукавов возможно одновременное наполнение двух ковшей по одному из крайних и среднему рукавам. Например, слив металла сначала ведут по рукавам 4 и 3 с соотношением скоростей слива по 4 больше, чем по 3. После наполнения ковша, расположенного под рукавом 4, меняют положение желоба и слив металла ведут по рукавам 3 и 5 с соотношением скоростей слива по 5 больше, чем по 3. Возможна и другая последовательность попеременного наполнения и распределения металла по ковшам одновременно через один или два рукава.
Если по условиям технологии выплавки данной марки стали отсечка печного шлака в двух ковшах не предусматривается, то шлак по аналогии с металлом распределяется в три ковша.
Нормальная работа желоба обеспечивается тем, что уровень Н носков 4 и 5 крайних рукавов б и 7 выполнен выше уровня h носка 8 среднего рукава 3 с отношением ,3-2,0. Как показали эксперименты.
на холодной модели 860-т мартеновской печи (масштаб 1:10) при ,3 регулирование распределения металла по ковшам будет затруднено, поскольку горизонтальное положени-е желоба не обеспечивает полное, перекрытие струи металла в крайних рукавах При H/h 2 значительно увеличивается глубина желоба и амплитуда его качания, которая ограничивается расположением стендов и сталеразливочных ковшей.
Таким образом,предлагаемое изобретение позволяет в любой период выпуска плавки регулировать скорость слива расплавов по каждому из трех рукавов желоба в самых широких пределах (от О до 100%), поступаюшего из печи металла. Это ведет к более точному распределению металла в три ковша, что улучшает условия выплавки стали по заказам, а отсечка печного шлака в двух ковшах позволяет увеличить эффективность внепечной обработки, снизить расход ра0 финирующих материалов и улучшить качество стали.
Экономический эффект при использовании изобретения достигается за счет увеличения стойкости сталеразливочных ковшей с 10 до 15 плавок и снижения расхода ферросплавов на 0,5 кг на 1 т стали вследствие отсечки печного шлака и увеличения садки печи с 660 до 900 т, а также за счет более точного распределения металла по ковшам.
Фиг.З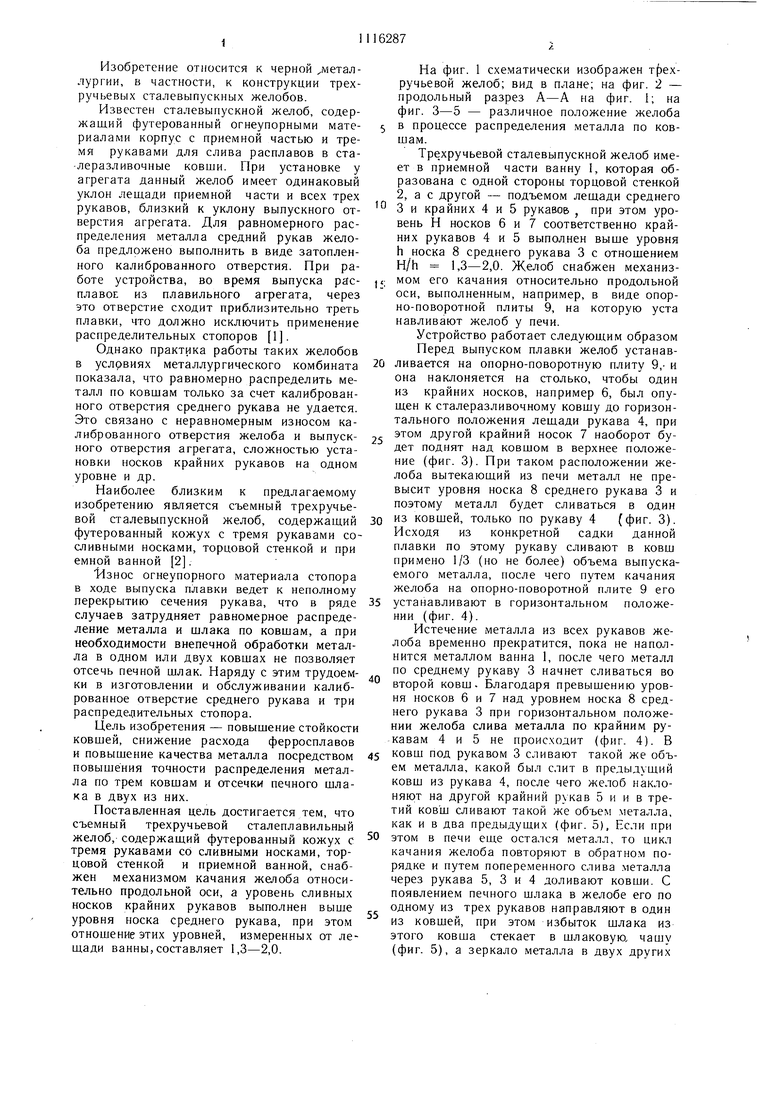
| название | год | авторы | номер документа |
|---|---|---|---|
| Желоб для выпуска металла и отделения печного шлака | 1989 |
|
SU1770712A1 |
| Двухручьевой желоб | 1980 |
|
SU892174A1 |
| Подовый сталеплавильный агрегат | 1979 |
|
SU802762A1 |
| Электродуговая сталеплавильная печь | 1986 |
|
SU1317257A1 |
| СТАЛЕВЫПУСКНОЙ ЖЕЛОБ ДЛЯ СМЕШИВАНИЯ СТАЛИ С РАФИНИРОВОЧНЫМ ШЛАКОМ | 1996 |
|
RU2101125C1 |
| Желоб для выпуска и обработкижидКОгО МЕТАллА | 1979 |
|
SU802376A1 |
| Устройство для выпуска металла из стационарной печи и отсечки шлака | 1987 |
|
SU1575042A1 |
| Способ внепечной обработки стали и мартеновская печь | 1980 |
|
SU910793A1 |
| Способ выпуска расплава из подового сталеплавильного агрегата | 1983 |
|
SU1135766A1 |
| Подовый сталеплавильный агрегат | 1978 |
|
SU752126A1 |
СЪЕМНЫЙ ТРЕХРУЧЬЕВОЙ СТАЛЕВЫПУСКНОЙ ЖЕЛОБ, содержащий футерованный кожух с тремя рукавами со сливными носками, торцовой стенкой и приемной ванной, отличающийся тем, что, с целью повышения стойкости ковшей, снижения расхода ферросплавов и повышения качества металла посредством повышения точности распределения металла по трем ковшам и отсечки печного шлака в двух из них, он снабжен механизмом качания желоба относительно продольной оси, а уровень сливных носков крайних рукавов выполнен выше уровня носка среднего рукава, при этом отношение этих уровней, измеренных от лешади ванны, составляет 1,3-2,0. (Л О5 го 00 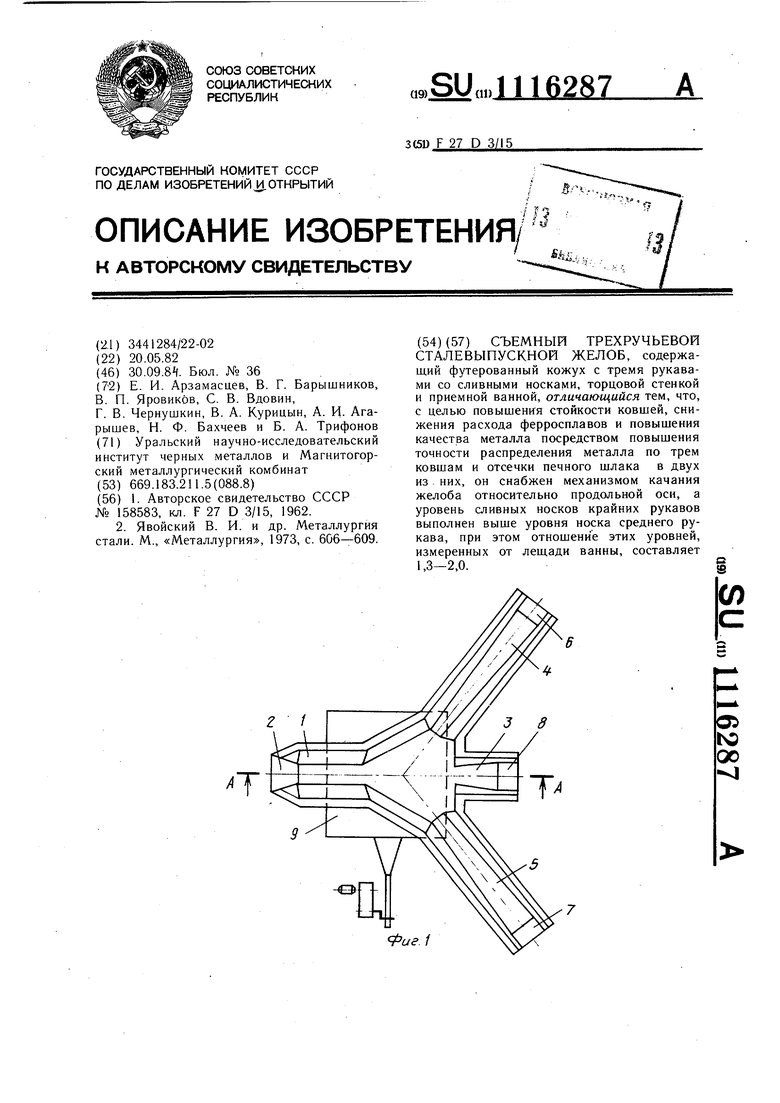
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| 0 |
|
SU158583A1 | |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Явойский В | |||
| И | |||
| и др | |||
| Металлургия стали | |||
| М., «Металлургия, 1973, с | |||
| РАСПРЕДЕЛИТЕЛЬНЫЙ МЕХАНИЗМ ДЛЯ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО ГОРЕНИЯ | 1922 |
|
SU606A1 |
| Z / | |||
