Изобретение относится к способам калибровки длинномерных изделий и может быть использовано для устранения дефектов свивки проволочных, в частности кабельных, изделий,
Целью изобретения является повышение качества изделия путем обеспечения равномерного воздействия на его поверхность, инструмента, устраняющего дефекты свивки.
Указанная цель достигается тем, что в качестве инструмента используют по меньшей мере одну бесконечную ленту с регулируемым натяжением, а воздействие на поверхность изделия осуществляют, обкатывая по ней ленту, по винтовой линии.
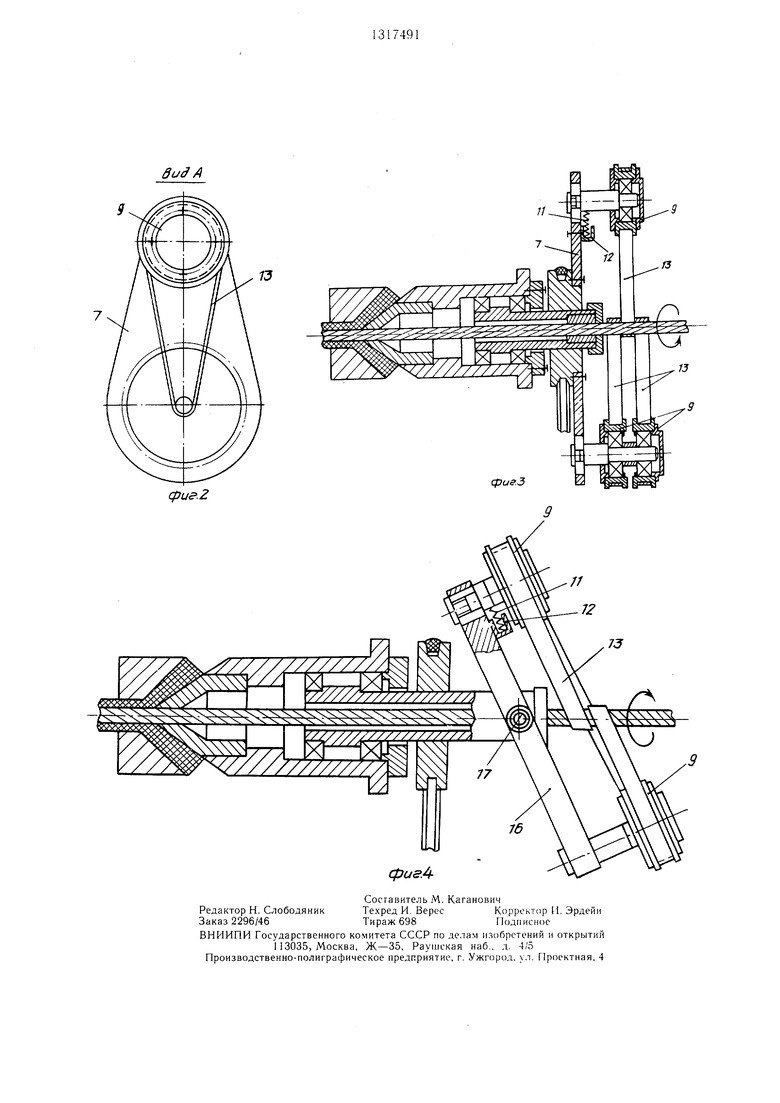
На фиг. 1 показан вариант устройства для реализации способа с использованием одной бесконечной ленты; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - вариант устройства с тремя бесконечными лентами; на фиг. 4 - то же, с бесконечной лентой, охватывающей изделие одним оборотом и накинутой на два диаметрально расположенных ролика.
. Устройство (фиг. 1) содержит матрицу 1, дорн 2 с дорнодержателем 3, во внутренней полости которого соосно с дорном 2 установлена втулка 4 на шарикоподшипниках 5, вращаемая электроприводом через шкив 6. На последнем установлена кулиса 7 с ползуном 8 и роликом 9, установленным на шарикоподщипнике 10. Ползун 8 подпружинен пружиной 11 относительно регулировочного упора 12. На ролик 9 наброшена бесконечная лента 13. На конце вращаемой втулки 4 установлена гайка 14 и направляющая втулка 15 ориентации изделия в дорн 2.
Два диаметрально расположенных ролика 9 закреплены на кулисе 16 параллельно друг другу (фиг. 4). Кулиса 16 закреплена на втулке 4 при помощи полуосей 17 с возможностью стопорения под углом к оси движения изделия, соответствующим углу наматывания ленты 13 на изделие данного диаметра с отрицательным перекрытие.м.
Способ реализуется следующим образом.
Заготовку диаметром 12 .мм с оплеткой плотностью бО Уо, выполненной из пяти мягких медных проволок диаметром 0,15 мм перед поступлением в экструзионную голов- ку, вводят в петлю бесконечной стальной ленты 13 и далее через направляющую втулку 15 в дорн 2. Затем ленту 13 прижимают к поверхности оплетенного сердечника путем смещения ползуна 8 по кулисе 7 и заQ креплением регулировочного упора 12. Включением привода кулисы 7 приводят во вращение ролик 9 с наброшенной на него лентой 13. При этом лента 13 обматывается по ролику 9 и по спирали вокруг изделия, движущегося в осевом направлении. В про цессе обмотки изделия лента 13 заглаживает оборванные концы проволок оплетки сердечника (изделия), движущегося в дорн 2 и матрицу 1, где происходит наложение на него изоляции.
Q В случаях, изображенных на фиг. 3 и 4, инструмент, направляющий дефекты внещ- него повива проволок или оплетки, работает аналогичным образом. При этом инструмент, выполненный согласно фиг. 3, позволяет обрабатывать гибкие изделия при урав- новешивании сил натяжения гибких лент, охватывающих изделие, а инструмент, выполненный согласно фиг. 4, распределяет усилие заглаживания по всему пери.метру изделия, чем повыщает качество выполнения
Q этой технологической операции.
Таким образом, достигается повыщение качества изделий путем заглаживания концов оборванных проволок без деформации изделия по периметру.
35
Формула изобретения
Способ калибровки витого проволочного изделия, включающий воздействие на его поверхность инструмента, устраняющего дефекты свивки, отличающийся тем, что, с целью повышения качества изделия путем обеспечения равномерного воздействия на его поверхность, в качестве инструмента используют по меньшей мере одну бесконечную ленту с регулируемым натяжением, а 5 воздействие на поверхность изделия осуществляют, обкатывая по ней ленту, по винтовой линии.
dud А
фиг.
Составитель М. Каганович
Редактор Н. СлободяникТехред И. ВересКорректор 11. Эрдейм
Заказ 2296/46Тираж 698Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для скручивания изделий | 1977 |
|
SU726241A1 |
| Экструзионная головка для наложения изоляционных оболочек на токопроводящие многопроволочные скрученные жилы | 1989 |
|
SU1628095A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНЫХ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2133670C1 |
| УСТРОЙСТВО для НАНЕСЕНИЯ ОПЛЕТКИ ГИБКИЙ ТРУБОПРОВОД | 1973 |
|
SU405798A1 |
| Головка экструдера для наложения оболочек на токопроводящие гибкие жилы | 1982 |
|
SU1046773A1 |
| МЕТАЛЛОКОРД С УЛУЧШЕННОЙ ФИКСАЦИЕЙ ПРОВОЛОК СЕРДЕЧНИКА | 2003 |
|
RU2237766C1 |
| Рабочий орган заглаживающего устройства | 1975 |
|
SU583261A1 |
| Способ изготовления металлических канатов | 1981 |
|
SU1041610A2 |
| СПОСОБ НЕПРЕРЫВНОЙ ВУЛКАНИЗАЦИИ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2077424C1 |
| УСТРОЙСТВО ДЛЯ ЗАГЛАЖИВАНИЯ НЕЗАТВЕРДЕВШИХ БЕТОННЫХ ПОВЕРХНОСТЕЙ | 1973 |
|
SU387070A1 |
Изобретение оть осится к электротехнике, в частности к технологии изготовления кабельных изделий. Цель изобретения - повышение качества изделия путем обеспечения равномерного воздействия на его поверхность. Заготовку вводят в петлю бесконечной стальной ленты 13 и через направляющую втулку 15 в дорн 2. Затем ленту 13 прижимают к поверхности заготовки (оплетенного сердечника). Включением привода кулисы 7 приводят во вращение ролик 9 с наброшенной на него лентой 13. Лента 13 обматывается по ролику 9 и по спирали вокруг заготовки. В процессе обмотки лента 13 заглаживает оборванные концы проволок. 4 ил. i (Л оо со фиеЛ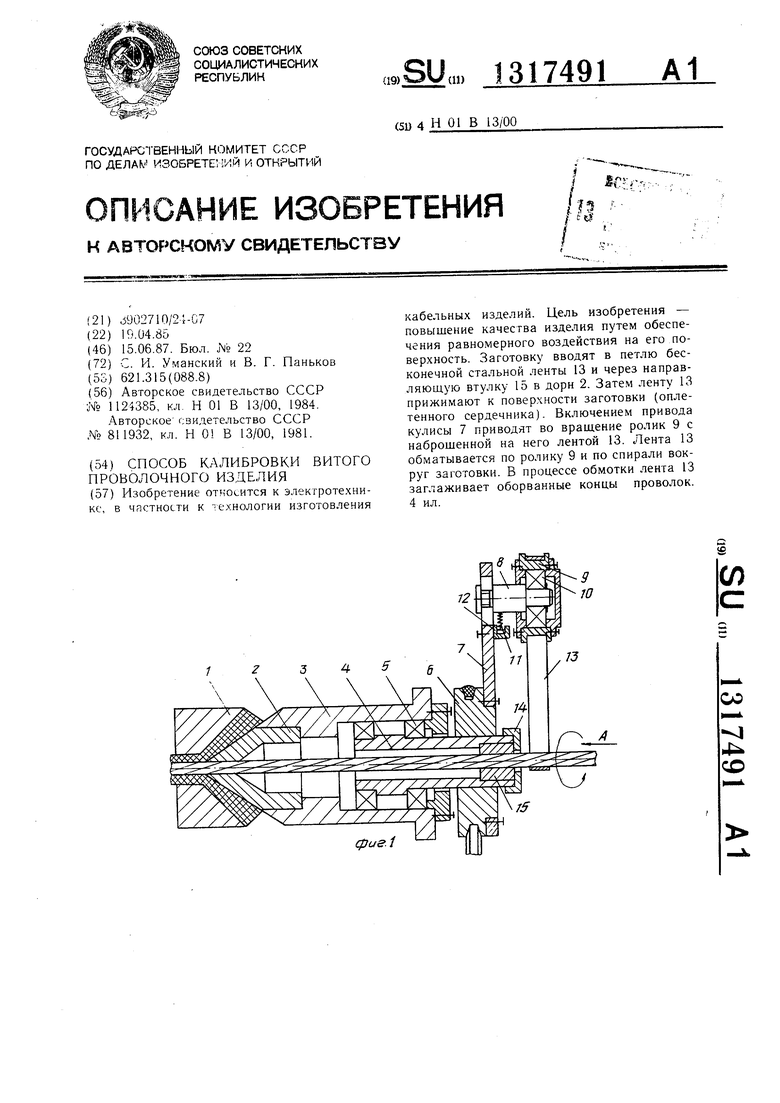
| Устройство для уплотнения скрученных кабельных жил | 1983 |
|
SU1124385A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПЛОСКОПАРАЛЛЕЛЬНОСТИ РАБОЧЕЙ ПОВЕРХНОСТИ КОЛЬЦА ТОРЦОВОГО УПЛОТНЕНИЯ | 1977 |
|
SU811932A1 |
| Насос | 1917 |
|
SU13A1 |
