113
Изобретение относится к способам управления процессом сгущения пульпы и может быть использовано в глиноземном производстве для разделения пульп на твердую и жидкую фазы методом отстаивания.
Цель изобретения - улучшение качества сгущения пульпы за счет снижения количества жидкой фазы в выгружаемом из аппарата шламе.
На фиг,1 представлена принципиальная схема системы управления, реализующей способ; на фиг.2 и 3 - графики изменения во времени потоков выгружаемого шлама при применении известного и предлагаемого способа соответственно.
Способ управления процессом сгущения пульпы осуществляется следующим образом,
В сгустительный аппарат 1 по трубопроводу 2 поступает пульпа красного шлама, Алюминатный раствор по трубопроводу 3 сливается через перелив- ной порог аппарата 1 и шлам 4 выпускается через разгрузочные патрубки 5 Лопасти 6 перемешивающего устройства 7 с валом и двигателем непрерывно подгребают шлам к разгрузочным патрубкам 5,
Плотность пульпы питания измеряют плотномером 8. Величину нагрузочного момента на валу перемешивающего устройства 7 измеряют силоизмеритель- ным датчиком 9. Скорость вращения перемешивающего устройства 7 измеряют с помощью тахогенератора 10.
. Информация о значениях измеренных параметров поступает в вычислительный блок-регулятор 11, который рассчитывает величины длительности цикла, значения минимального и макси
мального управляющего воздействия и вырабатывает сигнал, пропорциональный необходимой в каждый данный момент степени открытия запорного элемента 12 разгрузочного патрубка 5. Алгоритм работы вычислительного блок-регулятора 11 реализован программой обработки входных данных и расчета управляющих воздействий
Q(t) Q
/ Т
t;
мин
к.
f
5
0
5
Т
где Q(t) - сигнал, пропорциональный необходимой степени открытия запорного элемента в момент времени t от начала очередного цикла, пропорциональный потоку шлама в момент времени t; - соответственно минимальное и максимальное значение потока выгружаемого шлама;
J - плотность пульпы питания;
N - величина нагрузочного момента на валу перемешивающего уст-, ройства;
W - скорость вращения перемешивающего устройства;
Т - длительность (частота) циклов изменения потока шлама; Kj - настроечные коэффициенты.
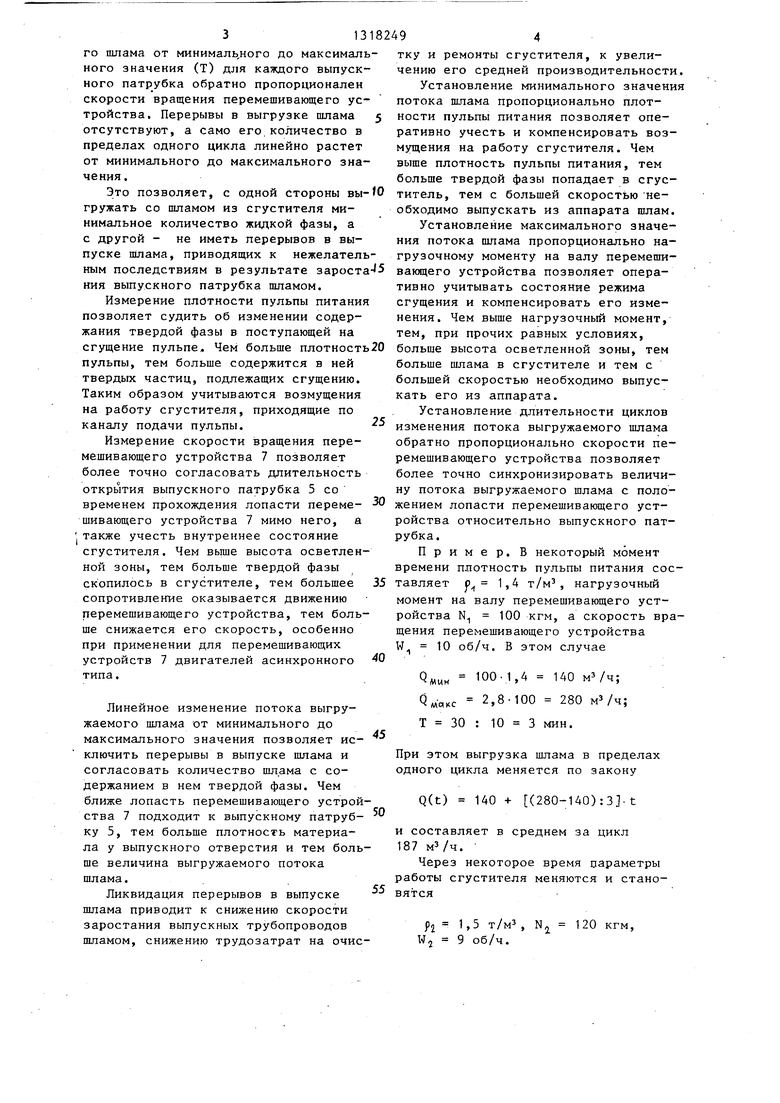
В случае применения известного способа моменты открытия запирающего устройства выпускаемого патрубка (t) соответствуют моментам времени, ког- 5 да нагрузочный момент на валу перемешивающего устройства N достигает
0
К,, к
1
максимального значения N
М«КС
моменты
закрытия запирающего устройства (tj) соответствуют моментам времени, ког- 40 да нагрузочный момент N достигает
минимального значения N.
(фиг.2).
Периодичность открытия-закрытия выпускного патрубка (интервалы времени Т., и Tj) и длительность нахождения
45 его в закрытом состоянии (Т,) непостоянны, что приводит к усиленному его зарастанию оставшимся шламом,снижению производительности аппарата и повышенным трудозатратам на его чист50 ку.
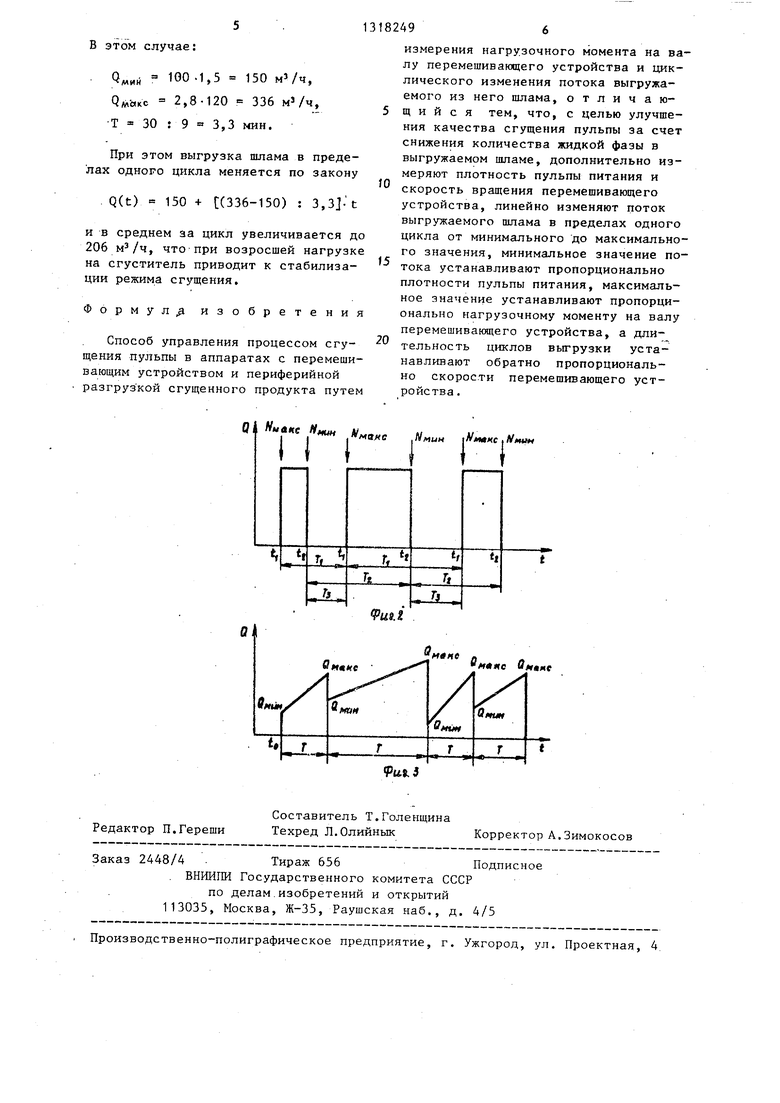
В случае применения известного способа (фиг.З) момент времени t начала изменения степени открытия каждого выпускного патрубка синхронизиро55 ван при включении системы с моментом прохождения лопасти перемешивающего устройства мимо данного патрубка.Период изменения количества выгружаемого шлама от минимального до максимального значения (Т) для каждого выпускного патрубка обратно пропорционален скорости вращения перемешивающего устройства. Перерывы в выгрузке шлама 5 отсутствуют, а само его.количество в пределах одного цикла линейно растет от минимального до максимального значения.
Это позволяет, с одной стороны вы- О титель, тем с большей скоростью не
гружать со шламом из сгустителя минимальное количество жидкой фазы, а с другой - не иметь перерывов в выпуске пшама, приводящих к нежелательным последствиям в результате зароста ния выпускного патрубка шламом.
Измерение плотности пульпы питания позволяет судить об изменении содержания твердой фазы в поступающей на сгущение пульпе Чем больше плотность пульпы, тем больше содержится в ней твердых частиц, подлежащих сгущению. Таким образом учитываются возмущения на работу сгустителя, приходящие по каналу подачи пульпы.
Измерение скорости вращения перемешивающего устройства 7 позволяет более точно согласовать длительность открытия выпускного патрубка 5 со временем прохождения лопасти перемешивающего устройства 7 мимо него, а также учесть внутреннее состояние сгустителя. Чем выше высота осветленной зоны, тем больше твердой фазы скопилось в сгустителе, тем большее сопротивление оказывается движению перемешивающего устройства, тем больше снижается его скорость, особенно при применении для перемешивающих устройств 7 двигателей асинхронного типа.
Линейное изменение потока выгружаемого шлама от минимального до максимального значения позволяет исключить перерывы в выпуске шлама и согласовать количество шлама с содержанием в нем твердой фазы. Чем ближе лопасть перемешивающего устройства 7 подходит к выпускному патруб ку 5, тем больше плотность материала у выпускного отверстия и тем больше величина выгружаемого потока шлама.
Ликвидация перерывов в выпуске шлама приводит к снижению скорости заростания выпускных трубопроводов шламом, снижению трудозатрат на очис
тку и ремонты сгустителя, к увеличению его средней производительности. Установление минимального значения потока шлама пропорционально плотности пульпы питания позволяет оперативно учесть и компенсировать возмущения на работу сгустителя. Чем выше плотность пульпы питания, тем больше твердой фазы попадает в сгус
обходимо выпускать из аппарата шлам.
Установление максимального значения потока шлама пропорционально нагрузочному моменту на валу перемешивающего устройства позволяет оперативно учитывать состояние режима сгущения и компенсировать его изменения. Чем выше нагрузочный момент, тем, при прочих равных условиях, больше высота осветленной зоны, тем больше шлама в сгустителе и тем с большей скоростью необходимо выпускать его из аппарата.
Установление длительности циклов изменения потока выгружаемого шлама обратно пропорционально скорости перемешивающего устройства позволяет более точно синхронизировать величину потока выгружаемого шлама с положением лопасти перемешивающего устройства относительно выпускного патрубка.
П р и м е р. В некоторый момент времени плотность пульпы питания сос- тавляет р 1,4 т/м , нагрузочный момент на валу перемешивающего устройства N. 100 кгм, а скорость вра
щения перемешивающего устройства W. 10 об/ч. В этом случае
/ч; /ч;
55
50
При этом выгрузка шлама в пределах одного цикла меняется по закону
Q(t) 140 + (280-140) t
и составляет в среднем за цикл 187 мз/ч.
Через некоторое время параметры работы сгустителя меняются и становятся
Рг 1,5 т/мз,
Wj 9 об/ч.
N, 120
кгм.
В этом случае:
QM«H 100 -1,5 150 м /ч, Qwaicc 2,8-120 336 м /ч, Т 30 : 9 3,3 мин.
При этом выгрузка шлама в пределах одного цикла меняется по закону
. Q(t) 150 + (336-150) : 3,
и в среднем за цикл увеличивается до 206 , что при возросшей нагрузке на сгуститель приводит к стабилизации режима сгущения.
Формулу изобретения
Способ управления процессом сгущения пульпы в аппаратах с перемешивающим устройством и периферийной разгрузкой сгущенного продукта путем
измерения нагрузочного момента на валу перемешивающего устройства и циклического изменения потока выгружаемого из него шлама, отличающийся тем, что, с целью улучшения качества сгущения пульпы за счет снижения количества жидкой фазы в выгружаемом шламе, дополнительно измеряют плотность пульпы питания и скорость вращения перемешивающего устройства, линейно изменяют поток выгружаемого шлама в пределах одного цикла от минимального до максимального значения, минимальное значение потока устанавливают пропорционально плотности пульпы питания, максимальное значение устанавливают пропорционально нагрузочному моменту на валу перемешивающего устройства, а длительность циклов выгрузки устанавливают обратно пропорционально скорости перемешивающего устройства .
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ СГУЩЕНИЯ ПУЛЬПЫ | 2007 |
|
RU2373987C2 |
| Сгуститель-классификатор | 1987 |
|
SU1472089A1 |
| Сгуститель | 1990 |
|
SU1710097A1 |
| Способ сгущения суспензий и аппарат для его осуществления | 1990 |
|
SU1766451A1 |
| ПЛАСТИНЧАТЫЙ СГУСТИТЕЛЬ | 1991 |
|
RU2022611C1 |
| Способ управления процессом сгущения пульпы | 1989 |
|
SU1731253A1 |
| АППАРАТ ДЛЯ СГУЩЕНИЯ СУСПЕНЗИИ БЕЛИТОВОГО ШЛАМА | 2014 |
|
RU2572322C1 |
| СПОСОБ ОБОГАЩЕНИЯ УГОЛЬНЫХ ШЛАМОВ | 2005 |
|
RU2297284C2 |
| Сгуститель | 1983 |
|
SU1223952A1 |
| Сгуститель | 1983 |
|
SU1099976A1 |
Изобретение относится к способам управления процессом сгущения пульпы. может быть использовано в глинозем- ном производстве и позволяет повысифь качество процесса сгущения пульпы за счет уменьшения количества жидкой фазы, выпускаемой со шламом. Поток выпускаемого шлама циклически изменяют, длительность цикла зависит от скорости движения перемешивающего устройства. Изменение потока в пределах одного цикла линейное, от минимального до максимального значения. Предельные значения потока зависят от плотности пульпы питания и нагрузочного момента на валу перемешивающего устройства. Способ реализуется системой автоматического регулирования, включающей контур регулирования расхода выгружаемой пульпы, датчик 8 плотности, датчик 9 величины нагрузочного момента, датчик 10 скорости вращения перемешивающего устройства 7, связанные с регулятором 11, воздействующим на исполнительный механизм 12. 3 ил. S (Л со 00 to J со ./
йене
Омлтс О
м«ме Чмвме
Фы,.3
Редактор П.Гереши
Составитель Т.Голенщина Техред Л.Олийнык
Заказ 2448/4 Тираж 656Подписное
. ВНИИПИ Государственного комитета СССР
по делам.изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Корректор А.Зимокосов
| Патент ФРГ № 1767909, кл | |||
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
| Система автоматического управления выгрузкой сгущенного продукта | 1977 |
|
SU697143A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ автоматического управления режимом работы сгустителя | 1973 |
|
SU633549A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ГОРЕЛОЧНОЕ УСТРОЙСТВО | 1989 |
|
RU2028548C1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
