Известны станки для распиловки клавиатурного щита на клавиши с применением расположенных в плоскости одного пропила дисковой и лобзиковой пил и несущей обрабатываемое изделие каретки. Распиловка клавиатуры на этих станках осуществляется по разметке с применением разметочных шаблонов, что снижает производительность и качество обрабатываемого изделия.
В описываемом станке несущая обрабатываемый щит каретка выполнена с учетом возможности использования ее как двухъярусной - при обработке передней части щита, с перемещением ярусов в двух взаимно-перпендикулярных направлениях в горизонтальной плоскости, и как трехъярусной - при обработке задней части щита с перемещением ее, помимо продольного и поперечного направлений, также и под углом, меньшим 90°. Каретка снабжена копирами с отверстиями для фиксации положения каждого реза в отдельности. В станке могут быть применены привод каретки, упоры ограничения движения и автоматически действующие фиксаторы, смещающие каретку в поперечном направлении от одного отверстия копира к другому.
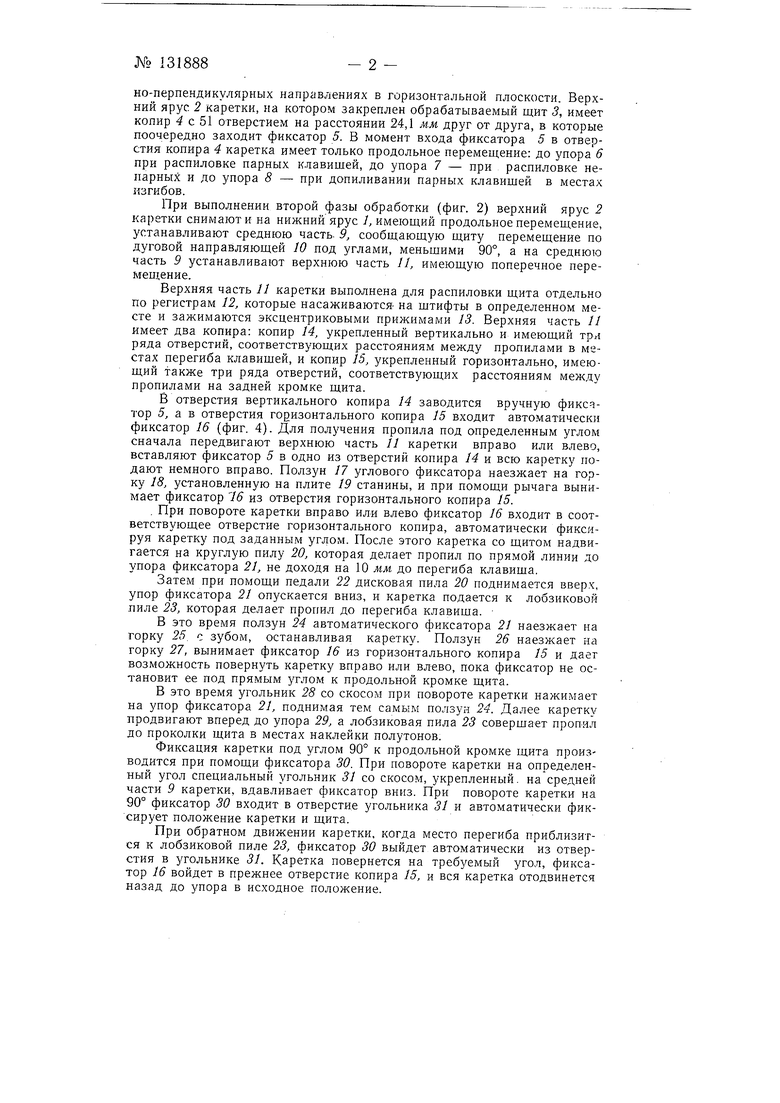
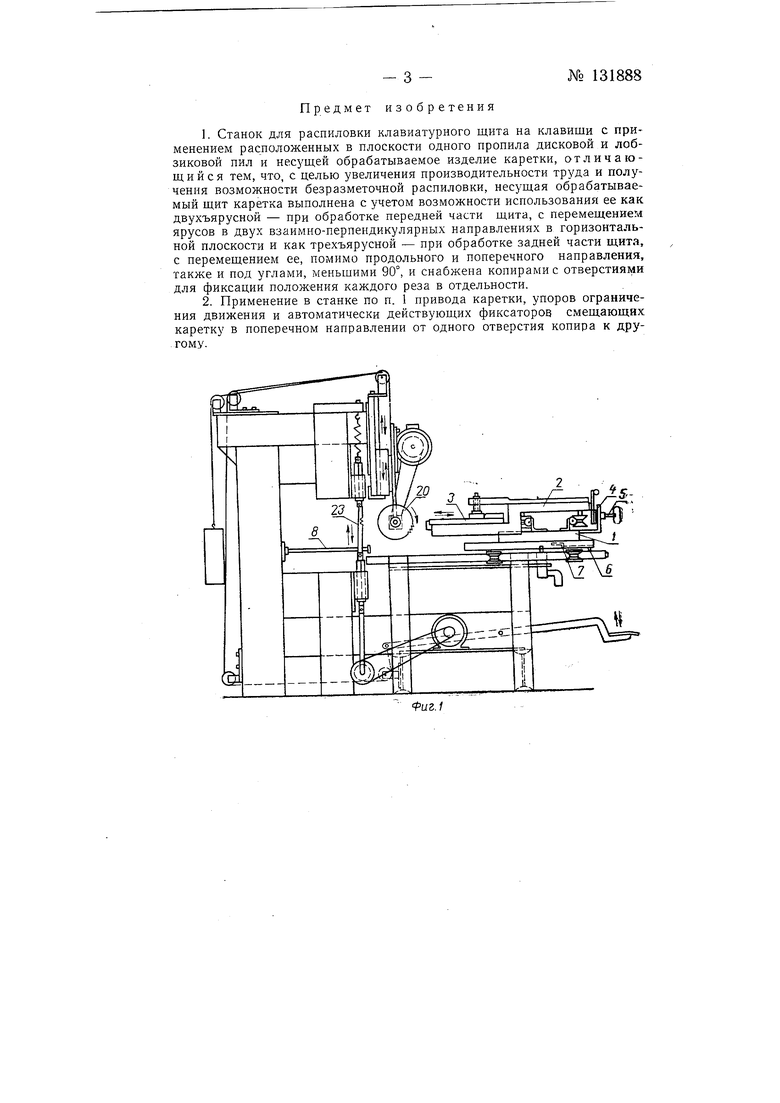
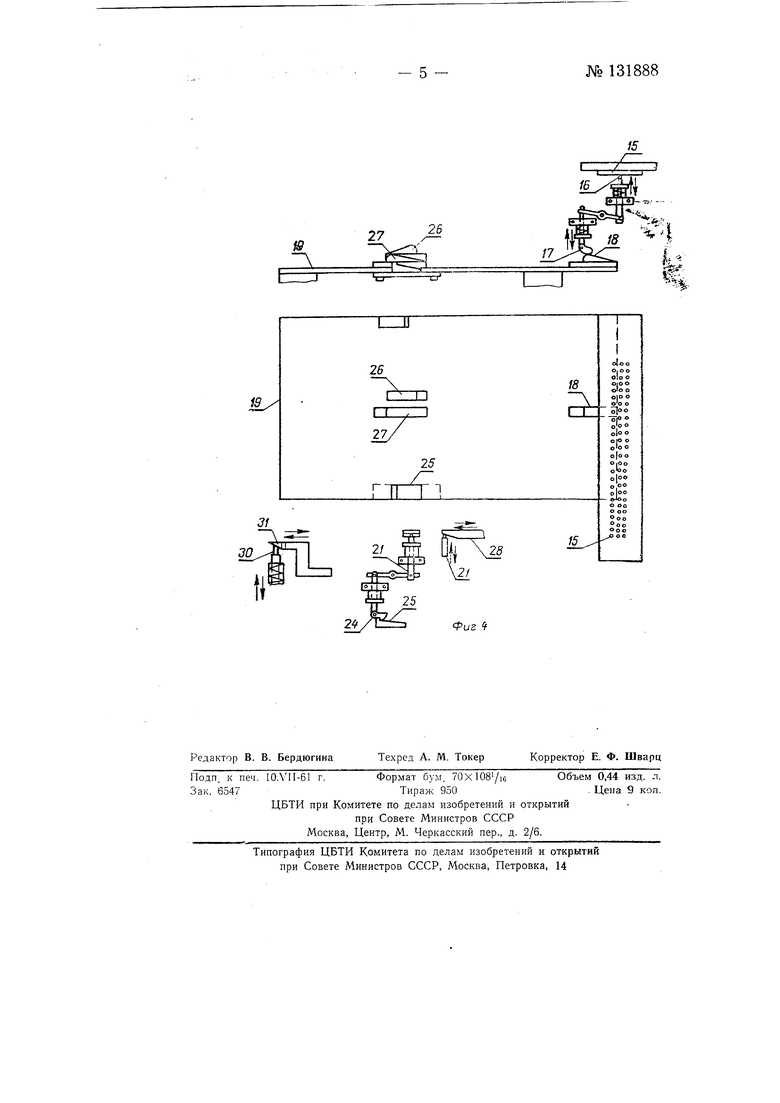
На фиг. 1 изображена схема распиловки передней части клавиатурного щита; на фиг. 2 - схема распиловки его задней части; на фиг. 3 - вид сверху фиг. 2; на фиг. 4 - схема автоматических фиксаторов.
На станке предусмотрено раздельное выполнение двух фаз обработки: распиловка передней части щита для 50 белых клавищей парных на длину 160 мм и остальных на длину 50 мм и угловая распиловка задней части щита с вырезами мест для черных клавищей.
При выполнении первой фазы (фиг. I) обработки применяется двухъярусная каретка с перемещением двух ярусов У и 2 в двух взаим№ 131888- 2 нОПерпендикулярных напр шлениях в горизонтальной плоскости. Верхний ярус 2 каретки, на котором закреплен обрабатываемый щит 3, имеет копир 4 с 51 отверстием на расстоянии 24,1 мм друг от друга, в которые поочередно заходит фиксатор 5. В момент входа фиксатора 5 в отверстия копира 4 каретка имеет только продольное перемещение: до упора 6 при распиловке парных клавищей, до упора 7 - при распиловке непарных и до упора 8 - при допиливании парных клавищей в местах изгибов.
При выполнении второй фазы обработки (фиг. 2) верхний ярус 2 каретки снимают и на нижний ярус 1, имеющий продольное перемещение, устанавливают среднюю часть. 9, сообщающую щиту перемещение по дуговой направляющей W под углами, меньшими 90°, а на среднюю часть 9 устанавливают верхнюю часть //, имеющую поперечное перемещение.
Верхняя часть 11 каретки выполнена для распиловки щита отдельно по регистрам 12, которые насаживаются- на штифты в определенном месте и зажимаются эксцентриковыми прижимами 13. Верхняя часть // имеет два копира: копир 14, укрепленный вертикально и имеющий три ряда отверстий, соответствующих расстояниям между пропилами в местах перегиба клавищей, и копир 15, укрепленный горизонтально, имеющий также три ряда отверстий, соответствующих расстояниям между пропилами на задней кромке щита.
В отверстия вертикального копира 14 заводится вручную фикс-ттор 5, а в отверстия горизонтального копира 15 входит автоматически фиксатор 16 (фиг. 4). Для получения пропила под определенным углом сначала передвигают верхнюю часть // каретки вправо или влево, вставляют фиксатор 5 в одно из отверстий копира 14 и всю каретку подают немного вправо. Ползун 17 углового фиксатора наезжает на горку 18, установленную на плите 19 станины, и при помощи рычага вынимает фиксатор 16 из отверстия горизонтального копира 15.
. При повороте каретки вправо или влево фиксатор 16 входит в соответствующее отверстие горизонтального копира, автоматически фиксируя каретку под заданным углом. После этого каретка со щитом надвигается на круглую пилу 20, которая делает пропил по прямой линии до упора фиксатора 21, не доходя на 10 мм до перегиба клавиша.
Затем при помощи педали 22 дисковая пила 20 поднимается вверх, упор фиксатора 21 опускается вниз, и каретка подается к лобзиковой лиле 23, которая делает пропил до перегиба клавища.
В это время ползун 24 автоматического фиксатора 21 наезжает на горку 25, с зубом, останавливая каретку. Ползун 26 наезжает на горку 27, вынимает фиксатор 16 из горизонтального копира 15 и дает возможность повернуть каретку вправо или влево, пока фиксатор не остановит ее под прямым углом к продольной кромке щита.
В это время угольник 28 со скосом при повороте каретки нажимает на упор фиксатора 21, поднимая тем самым ползун 24. Далее каретку продвигают вперед до упора 29, а лобзиковая пила 23 совершает пропил до проколки щита в местах наклейки полутонов.
Фиксация каретки под углом 90° к продольной кромке щита производится при помощи фиксатора 30. При повороте каретки на определенный угол специальный угольник 31 со скосом, укрепленный, на средней части 9 каретки, вдавливает фиксатор вниз. При повороте каретки на 90° фиксатор 30 входит в отверстие угольника 31 и автоматически фиксирует положение каретки и щита.
При обратном движении каретки, когда место перегиба приблизится к лобзиковой пиле 23, фиксатор 30 выйдет автоматически из отверстия в Згольнике 31. Каретка повернется на требуемый угол, фиксатор 16 войдет в прежнее отверстие копира 15, и вся каретка отодвинется назад до упора в исходное положение.
Предмет изобретения
1.Станок для распиловки клавиатурного щита на клавиши с применением расположенных в плоскости одного пропила дисковой и лобзико вой пил и несущей обрабатываемое изделие каретки, отличающийся тем, что, с целью увеличения производительности труда и получения возможности безразметочной распиловки, несущая обрабатываемый щит каретка выполнена с учетом возможности использования ее как. двухъярусной - при обработке передней части щита, с перемещением ярусов в двух взаимно-перпендикулярных направлениях в горизонтальной плоскости и как трехъярусной - при обработке задней части щита, с перемещением ее, помимо продольного и поперечного направления, также и под углами, меньшими 90°, и снабжена копирами с отверстиями для фиксации положения каждого реза в отдельности.
2.Применение в станке по п. 1 привода каретки, упоров ограничения движения и автоматически действующих фиксаторов смещающих каретку в поперечном направлении от одного отверстия копира к доу-гому.
Риг.З
oloo
0.00
Olo о
Э оо о о о|о о
СП:
-0(00
000
oloo oto о ооо о|о о
5
о.о о
ООО
о too
о 00
о 00
- Joo
о ОС
о оо OOD
оо
Фиг
