Изобретение относится к деревообрабатывающей промьпиленности, в частности к способу изготовления декоративных элементов из древесины.
Цель изобретения повьмение качества элементов.
Способ изготовления декоративных элементов из древесины заключается в образовании пакета и последующем одновременном горячем прессовании, тиснении и вьфубке контура элемент- та, при этом одновременное горячее прессование, тиснение и вырубку осуществляют до начала полимеризации клеевого состава с последующим отверждением.
Пример 1. Для изготовления декоративного рельефного элемента н абрали пакет из 7-ми слоев обрезков шпона лущеного, ольхового. Сборку пакета производили в следующей последовательности: нижний и верхни слои шпона уложили вдоль волокон, внутренние слои с предварительно нанесенным клеем - из отходов шпона с взаимно перпендикулярным расположением волокон. В качестве клея применили карбамидную смолу марки КФ-Ж. Полученный пакет покрыли термостойкой полиэтилентерефталатной (ПЭТФ) пленкой толщиной 100-150 мк.
Приготовленный таким образом пакет помещали в Пресс-П-479 и за оди цикл прессования получали готовый декоративный элемент.
Пример2, ЗиА. Исходные материалы шпон-лущеный из березы - последовательность операций такая ж что по примеру 1.
П р и м е р 5. Для изготовления декоративного элемента пакет собрали по следующей схеме: лист шпона строганого из бука; древесноклеевая масса (слой опилок, пропитанных смолой КФ-Ж); лист шпона лущеного; ПЭТФ пленка.
Последовательность оперций аналогична примеру 1.
П р R м е р 6, Исходные материалы и последовательность операций т же, что по примеру 5.
Режимы прессования по примерам 1-6 сведены в таблицу,
После распрессовки и разборки пакета готовые декоративные элементы выдерживали в плотной стопе под грузом в течение 6-8 ч при 18-25 С и влажности 6515% для стабилизации
5
0
5
0
5
0
внутренних напряжений и окончательного формирования поверхности.- Затем декоративный элемент, при необходи- мости шлифуется.
Дпя усиления объемного и декоративного эффекта готовый элемент окрасили красителем № 16 методом пневматического распыления под углом меньше прямого к поверхности детали. После сушки элемент покрьши лаком НЦ- 243. Процесс на этом завершен.
Как видно из таблищ г, оптимальные параметры режима получения декоративных рельефных элементов составляют соответственно: температура плит пресса - leO-lSO C (при температурах ниже 160 С шпон недостаточно пластифицируется и появляются трещины на поверхности, при температуре выше происходит подгорание лицевого слоя детали); удельное давление - 10-13 МПа (при давлении ниже 10 МПа полученньш декоративный элемент не имеет четкого рельефа, не проявляются мелкие детали орнамента; при давлениях выше 13 МПа - происходит пробитие клея на поверхность детали и разрушение (частичное) декоративного элемента) ; время прессования - 3-4 мин при времени прессования меньше 3 мин не происходит полимеризация клея, при времени более 4 мин - происходит подгорание верхнего декоративного слоя; снижение давления - производится постепенно в два периода с остановкой при .давлении 5-6 МПа (среднее значение рабочего давления) в течение 0,3-0,5 мин (при снижении давления за один период, т.е. с 10- 13 МПа сразу до О, происходит примерно в 30% случаев расслоение деталей по толщине из-за паровоздушного удара).
Формула изобретения
5
Способ изготовления декоративных элементов из древесины, заключающийся в образовании пакета и последуюш;ем одновременном горячем прессовании, тиснении и вырубке контура элемента, отлич, ающийся тем, что, с целью повьшхения качества элементов, одновременное горячее
прессование, -тиснение и вырубку осуществляют до начала полимеризации клеевого состава с последуюш 1м его отверждением.
1900,25 150123С10до5 СЗдоО
too 1,00 160 13
3 UO 0,5 170 U 3 С 12 до 6 С6 до О То же
4 120 0,75 200 13 А С 13доО 5 120 0,5 180 10 4 СЮдоЗ С5доО
6 -100О16082С 8 до 4 С 4доО
Редактор М.Товтин
Составитель В.Буланов Техред А.Кравчук
Заказ 2565/15 Тираж 363Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
IСостояние
fl&im4Me
novepxHoc- расслое-
тя
ния
СЗдоО
€ 6 до О
Поверх- Сколи t Наблюдается ность рельефная
Поверх- Провнтие Отсутствует
ность ре- клея
льефная сколы - отсутствуют
То же
Пробитие клея ско- : лы отсут- ствужгг
V
Поверх- Подгора- Расслоение ность ре- вне по- гк толщи- льефная верхностн не
Подгора- Провнтие Отсутству- ине по- клея и ет верхностя сколы отсутствуют
Рельеф То же не четкий
Расслоение детали
Корректор Т.Колб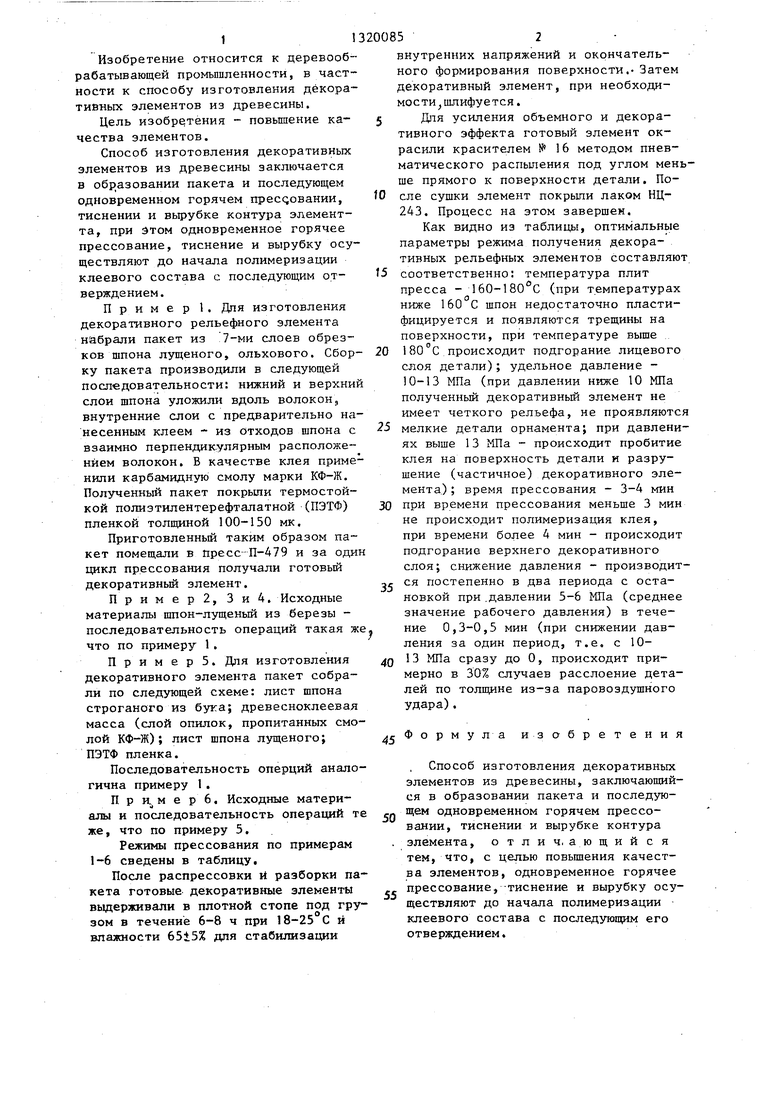
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ФАНЕРЫ | 2012 |
|
RU2502593C1 |
| Способ декорирования фасадов | 2018 |
|
RU2695387C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОГНЕЗАЩИЩЕННОЙ ФАНЕРЫ | 1998 |
|
RU2130828C1 |
| Способ склеивания пластин в многослойной панели (варианты) | 2016 |
|
RU2627396C1 |
| Заполняющая паста для укрытия дефектов шпона и способ производства фанеры с использованием заполняющей пасты | 2019 |
|
RU2708582C1 |
| Способ изготовления фанеры с использованием пленочного клея | 2024 |
|
RU2828198C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШПОНИРОВАННЫХ ПЛИТООБРАЗНЫХ ИЗДЕЛИЙ ДЛЯ МЕБЕЛЬНЫХ И СТРОИТЕЛЬНО-ОТДЕЛОЧНЫХ МАТЕРИАЛОВ | 2020 |
|
RU2767324C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛИТЫ ИЗ ДЕРЕВЯННОГО ШПОНА | 2009 |
|
RU2518728C2 |
| ДЕКОРАТИВНЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ НА ОСНОВЕ ДРЕВЕСИНЫ | 1994 |
|
RU2049674C1 |
| Способ получения декоративно-отделочных панелей | 2016 |
|
RU2611073C1 |
Изобретение относится к способу изготовления декоративных элементов из древесины и позволяет повысить их качество посредством того, что одновременное горячее прессование, тиснение и вырубку осуществляют до начала полимеризации клеевого состава с последующим отверждением. 1 табл. со ю
| Патент США № 3584572, кл | |||
| Приспособление для плетения проволочного каркаса для железобетонных пустотелых камней | 1920 |
|
SU44A1 |
