1 - 1
Изобретение относится к промьпп- ленности строительства, в частности к устройствам для резки стекла на требуемый размер, и может быть использовано в приборостроении, машино строении, медицине и на стекольных заводах.
Цель изобретения повьппение стойкости ролика и качества реза.
На фиг. 1 показан режущий ролик; «а фиг. 2 - узел I на фиг, 1.
Режущий ролик 1 представляет собо инструмент, содержащий два усеченных конуса 2 и 3 с общей плоскостью оснований 4 и имеющий центральное отверстие 5. Относительно плоскости оснований 4 усеченные конусы 2 и 3 1шеют различные углы: конус 2 при вершине имеет угол ot, , а конус 3 при своей вершине - угол с , меньши угла oi, .
На конусной поверхности 2 имеется упрочняющее покрытие, состоящее из трех слоев 6-8с Средний слой 7 имеет максимальную твердость. Внутренний упрочняющий слой 6 и наружный слой 8 обладают твердостью большей, чем твердость материала ролика 1 о
При резе инструмент катится по поверхности стекла. За счет высокого контактного давления и твердости режущей части на поверхности стекла образуется канавка стабильной формы, что способствует обеспечению качества реза. После прорезания канавки стекло легко ломается по сечению канавки.
Режущий ролик 1 изготавливают из твердого сплава ВК6„ После шлифова- ния по торцам до размера 1,5-2,0 мм закрепленный на оправке через отверстие 5 ролик 1 шлифуют по конической поверхности 2 под углом ot, , равным 120 и по поверхности 3 под углом dj, равным 90° с обеспечением наружного диаметра 7 мм. На коническую поверхность 2 ролика 1 с большим углом конуса ОС, наносится трехслойное упрочняющее покрытие на основе нит- рида титана методом вакуумно-плазмен ного напыле :ия. Внутренний слой покрытия, непосредственно граничащий с инструментальным материалом, и наружный слой имеют твердость Н ,, 1500- 1800 кгс/мм, что на 10-15А больше твердости матеррга.г1а ролика. Толщина каждого из этих слоев равна 3-5 мкм.
5
01
5
O
-5 0
5
0 5
812
Твердость средне.I D слоя составляет 2200-3600 кгс/мм с толщиной 5-8 мкм.
Ионы титана, взаимодействуя с роликом, очищают поверхность, заполняют микропоры и микротрещины. Это способствует повышению стойкости режущего ролика.
Чередующиеся слои в указанной последовательности гасят напряжения в слоях упрочняющего покрытия, возникающие при его нанесении и резке стекла, В результате зтого предотвращаются охрупчивание режущей части ролика при повышенных и прерывистых усилиях реза, а также выкрашивание при переточках инструмента.
Чередующиеся покрытия получены последовательным нанесением слоев путем осаждения в вакууме потоков плазмы металла при напуске в вакуумную камеру газообразного вещества - азота, количество которого изменяется пропорционально времени в зависимости от требуемой твердости и толщины покрытия. Работа по нанесению покрытий производится на установке вакуумно-плазменного упрочнения типа Булат ЗТ или ВУ-1Б. В процессе нанесения покрытий ролики укладываются на подложку торцом с меньшим углом при вершине и позволяют наносить покрытия одновременно 200 - 250 штук и более.
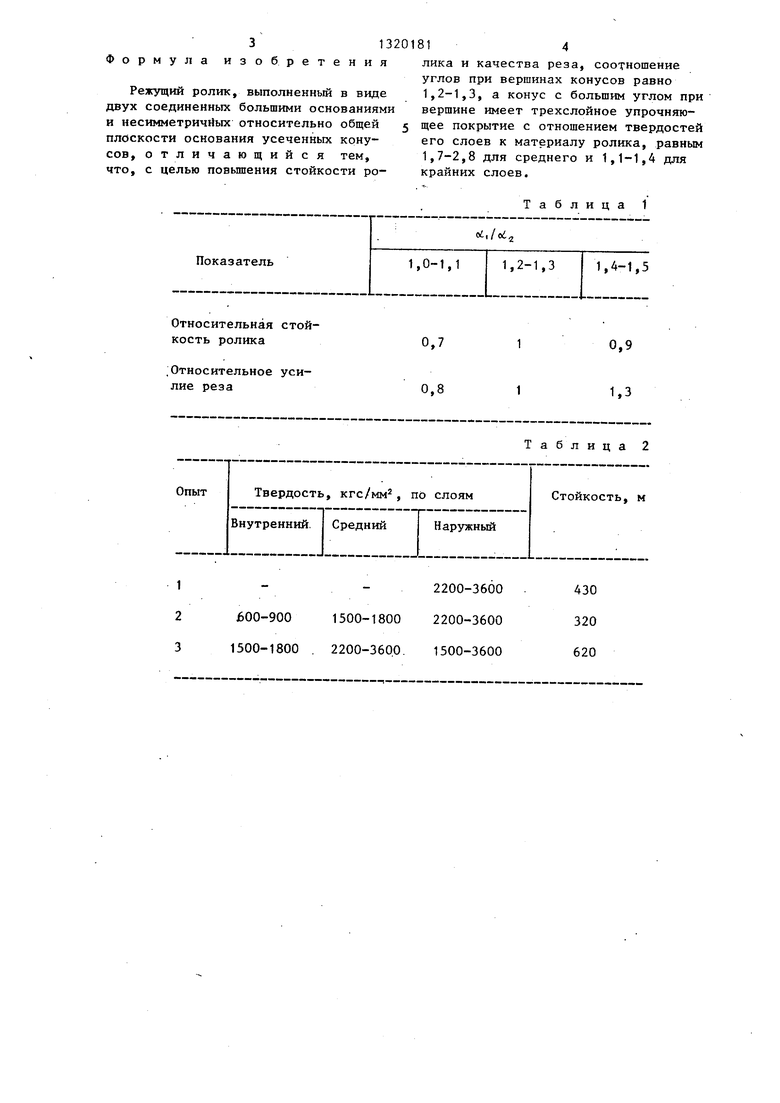
Оптимальное отношение углов /odj равно 1,2-1,3. Результаты стойкости ролика и усилия реза для различных отношений ci, / X.J при «б 90 и трехслойном покрытии представлены , в табл. 1.
Оптимальную твердость слоев покрытия определяют экспериментальным путем (табЛо 2).
Таким образом, оптимальным упрочняющим покрытием для режущего ролика является трехслойное с твердостью внутреннего и наружного слоев 1500 1800 кгс/мм - и среднего слоя 2200- 3600 кгс/мм. При последовательном увеличении твердости упрочняющего покрытия наблюдается преждевременное охрупчивание режущей части ролика (опыт 2),
Твердость режущего ролика, изго- тс вленного из твердого сплава ВК6, составляет 1300 кгс/мм.
313201814
Формула изобретениялика и качества реза, соотношение
углов при вершинах конусов равно
Режущий ролик, выполненный в виде 1,2-1,3, а конус с большим углом при двух соединенных большими основаниями вершине имеет трехслойное упрочняю- и несимметричных относительно общей 5 Щ покрытие с отношением твердостей плоскости основания усеченных кону- его слоев к материалу ролика, равным сов, отличающийся тем, 1,7-2,8 для среднего и 1,1-1,4 для что, с целью повышения стойкости ро- крайних слоев.
Таблица 1
oi./ei Показатель1,0-1,1 1,2-1,3 1,4-1,5
Относительная стойкость ролика0,7 1 0,9
.Относительное усилие реза0,8 1 1,3
Таблица 2
Опыт Твердость, кгс/мм, по слоям Стойкость, м Внутренний. Средний Наружный
1-- 2200-3600
2J600-900 1500-1800 2200-3600
31500-1800 . 2200-3600. 1500-3600
430 320 620
ФШ. 1
Фиг. 2
Редактор Л.Пчолинская
Составитель Т.Парамонова
Техред Л.Олийнык Корректор А.Обручар
Заказ 2574/20
Тираж 427Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 13035, Москва, , Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4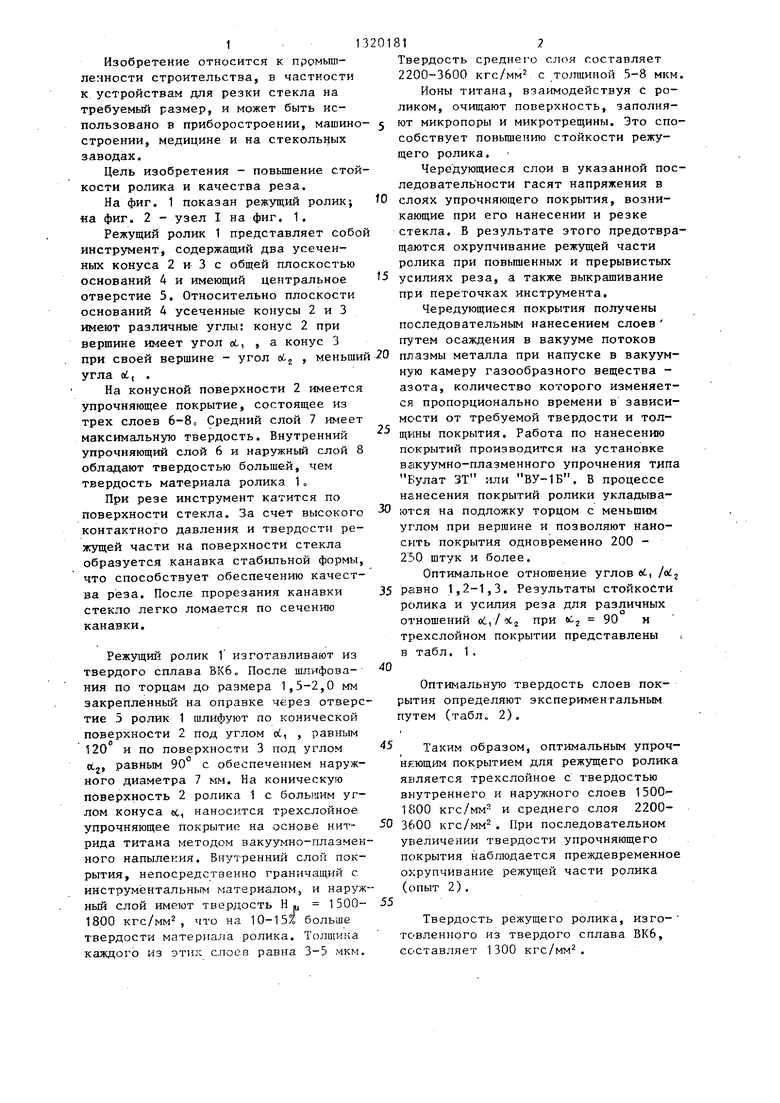
| название | год | авторы | номер документа |
|---|---|---|---|
| Ролик для стеклореза и способ его изготовления | 1986 |
|
SU1418299A1 |
| РЕЖУЩИЙ РОЛИК ДЛЯ СТЕКЛОРЕЗА | 1994 |
|
RU2084412C1 |
| Режущая пластина | 1987 |
|
SU1505671A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛИКРИСТАЛЛИЧЕСКОГО СВЕРХТВЕРДОГО МАТЕРИАЛА | 2003 |
|
RU2258101C2 |
| ГРАФЕНОВЫЙ РЕЖУЩИЙ ЭЛЕМЕНТ ДЛЯ СТЕКЛОРЕЗА | 2014 |
|
RU2562080C1 |
| Сталь | 1990 |
|
SU1763511A1 |
| Способ упрочнения ультрадисперсного твердого сплава азотированием | 2019 |
|
RU2736246C1 |
| Абразивный инструмент для обработки хрупких неметаллических материалов | 1985 |
|
SU1305013A1 |
| ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ И ДАВЛЕНИЕМ | 2004 |
|
RU2271265C1 |
| СЕРДЕЧНИК ИЗ ТВЕРДОГО СПЛАВА ДЛЯ ОСНАЩЕНИЯ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 2023 |
|
RU2831033C1 |

Изобретение относится к строительству, к стекольному производству, и может быть использовано на стекольных заводах. С целью повьшения стойкости ролика и качества реза режущий ролик выполнен в виде двух соединенных большими основаниями и и несимметричньпс относительно общей плоскости основания усеченных конусов. Отношение углов при вершинах конусов равно 1,2-1,3. При вершине с большим углом конуса ролик имеет трехслойное упрочняющее покрытие. 2 ил., 2 табл. (Л с
| КАРТРИДЖ ПРОЯВЛЕНИЯ, УСТРОЙСТВО ФОРМИРОВАНИЯ ИЗОБРАЖЕНИЯ И СПОСОБ УСТАНОВКИ/УДАЛЕНИЯ КАРТРИДЖА ПРОЯВЛЕНИЯ В/ИЗ УСТРОЙСТВО ФОРМИРОВАНИЯ ИЗОБРАЖЕНИЯ | 2008 |
|
RU2466441C2 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
