Известны устройства для ориентации лопатки относительно инструмента с равномерным распределением припусков по перу. Они снабжены индуктивными датчиками, вызывающими сигналы рассотласования в счетно-решающую блок-схему. Однако эти устройства не обеспе чивают автоматизации процесса поворота заготовки вокруг трех осей
В описываемом устройстве применены электродвигатели, получающие исполнительные импульсы от счетно-решающей блок-схемы, пропорциональные сигналам рассогласования, что обеспечивает автоматизацию процесса поворота заготовки вокруг трех осей.
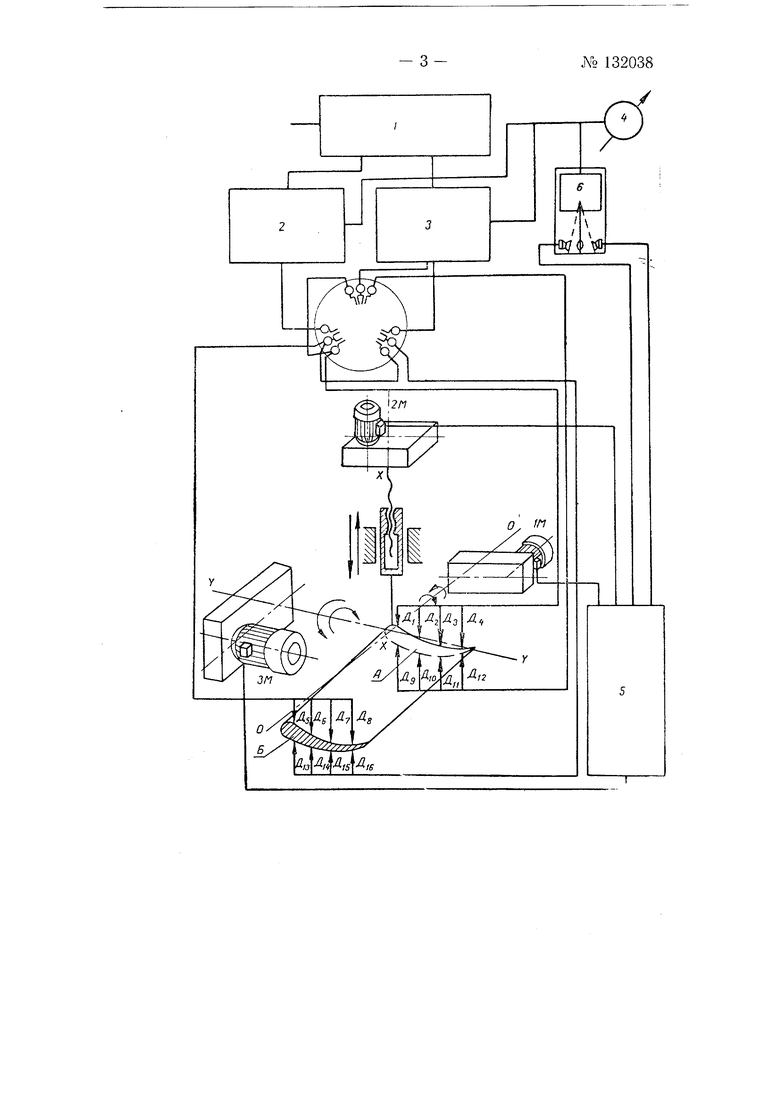
На чертеже изображена схема описываемого устройства.
Описываемое устройство Состоит из блока питания /, счетно-решающих блоК-схем 2 и 5, электроиндикатора 4, силовой аппаратуры 5 и трех электродвигателей, 1М, 2М, ЗМ с редукторами, получающих исполнительные импульсы от счетно-решающих блок-схем и поворачивающих заготовку вокруг трех осей О-О, Х-Х У-У.
Устройство снабжено шестнадцатью индуктивными датчиками Д - Д16, а также поляризованным реле 6.
Предварительно в описываемом устройстве укрепляют эталонную лопатку, изготовленную строго по чертежу, и по ней устанавливают ощупывающие измерители. После этого закрепляют обрабатываемую заготовку. Для установки заготовки относительно инструмента с равномерньш распределением црипусков по перу необходимо провести в заданной цоследовательности следующие три операции: перемещение заготовки вокруг продольной оси О-О, вертикальное перемещение заготовки вдоль оси Х-Х и перемещение заготовки вокруг оси У-У.
Для осуществления первой операции в счетно-решающую блок-схему 2 включают индуктивные датчики Д, - Д«. При этом возникают
№132038-2токи разбаланса датчихоз, пропорциональные величинам припусков заготозхи. Стрелка электроиндикатора 4 отклонится от нулевого положения на величину рассогласозания датчиков. Поляризованное реле 6, присоединенное к выходу счетно-решаюшей блок-схемы, включит свои контакты в соответствующую сторону и подаст команду электродвигателю Ш на вращение в необходимую сторону. По мере поворота заготовки вокруг оси 0-0 величина, а следовательно, и ток рассогласования уменьшаются. При повороте заготовки на угол разный углу наклона эталонной лопатки, стрелка электронндикатора 4 займет нулевое положение. Контакты поляризованного реле 6 разомкнутся, и электродвигатель 1М отключится. При этом подается команда для переключения на вторую операцию.
Для осуществления второй операции в счетно-решающую блоксхему 3 включают индуктивные датчики и Дд - Ди, расположенные в сечении А заготовки. При этом поляризованное реле 6 включает электродвигатель 2А.
-. Вертикальное перемещение заготовки вдоль оси Х-Х до установки стрелки электроиндикатора 4 в нулевое -положение будет свидетельствовать о равенстве средней величины припусков по спинке и корыту в течении А.
При установке стрелки электроиндикатора 4 в нулевое положение контакты поляризованного реле 6 размыкаются, электродвигатель 2М отключается, и подается команда для переключения «а третью операцию.
Для осуществления третьей- операции в счетно-решающую блоксхему 5 включают индуктивные датчики Дд-Д и , расположенные в сечении Б заг-отозки. При этом поляризованное реле 6 включает электродвигатель ЗМ. Производится поворот зато-тозки вокруг оси У-У до у-станоЗКи стрелки электроиндикатора 4 в нулевое положение, свидетельствующее о равенстве средней величины и припусков -по -спинке и корыту в сечени-и Б. Окончание установки заготовки контролируется сигналькой лампой. Одновременно подается команда на начало ее обработки.
Предмет изо-бретения
Устройство для ориентации лопатки относительно инструмента с равномерным распределением припуска по перу, снабженное электроиндукти-зными датчиками, выдающими сигналы рассотласо-зания в счетнорешаю-шую блок-схему, отличающееся тем, что, с целью автоматизации процесса для поворота заготовки во-круг трех осей, применены электродвигатели, получающие и- -полнительные импульсы от счетнорещающей блок-схемы, пропорциональные сигналам рассогласования.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОРИЕНТАЦИИ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 1969 |
|
SU241938A1 |
| Устройство для приведения в действие трамвайной стрелки с поезда | 2002 |
|
RU2224675C2 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ РАБОТЫ ТЕХНОЛОГИЧЕСКОГО ОБЪЕКТА | 1989 |
|
SU1651689A1 |
| Плоскошлифовальный станок | 1970 |
|
SU366669A1 |
| УСТРОЙСТВО ДЛЯ ПРИВЕДЕНИЯ В ДЕЙСТВИЕ ТРАМВАЙНЫХ СТРЕЛОК С ПОЕЗДА | 2001 |
|
RU2188138C1 |
| СИСТЕМА ВНЕШНЕГО БЛОКИРОВАНИЯ ЖЕЛЕЗНОДОРОЖНОЙ СТРЕЛКИ | 2019 |
|
RU2721440C1 |
| УСТРОЙСТВО ДЛЯ ПРИВЕДЕНИЯ В ДЕЙСТВИЕ ТРАМВАЙНОЙ СТРЕЛКИ С ПОЕЗДА | 2001 |
|
RU2191715C1 |
| УПАКОВКА ДЛЯ ХРУПКИХ ГРУЗОВ | 1992 |
|
RU2074105C1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО ПЕРЕВОДА ТРАМВАЙНОЙ СТРЕЛКИ | 2000 |
|
RU2191126C2 |
| Устройство для отбраковки немерных заготовок | 1991 |
|
SU1804366A3 |