приводы, например, для вертикального СБ в виде гидроцилиндров (ГЦ) 24 и 25 и общий привод. Радиально-ковочная машина снабжена подвижными рамами 2-4 с приводами их перемещения в направлении, перпендикулярном направлению рабочего хода СБ. Проработка, например, вертикального слоя заготовки пластической деформацией сдвига осуществляется верхним СБ 16 при неподвижном бойке 17 от рабочего ГЦ 25. Боковые СБ 18 и 19 синхронно перемещаются вертикально с рамой 2 от гид- ооцилиндров 5, Для обеспечения схемы
1
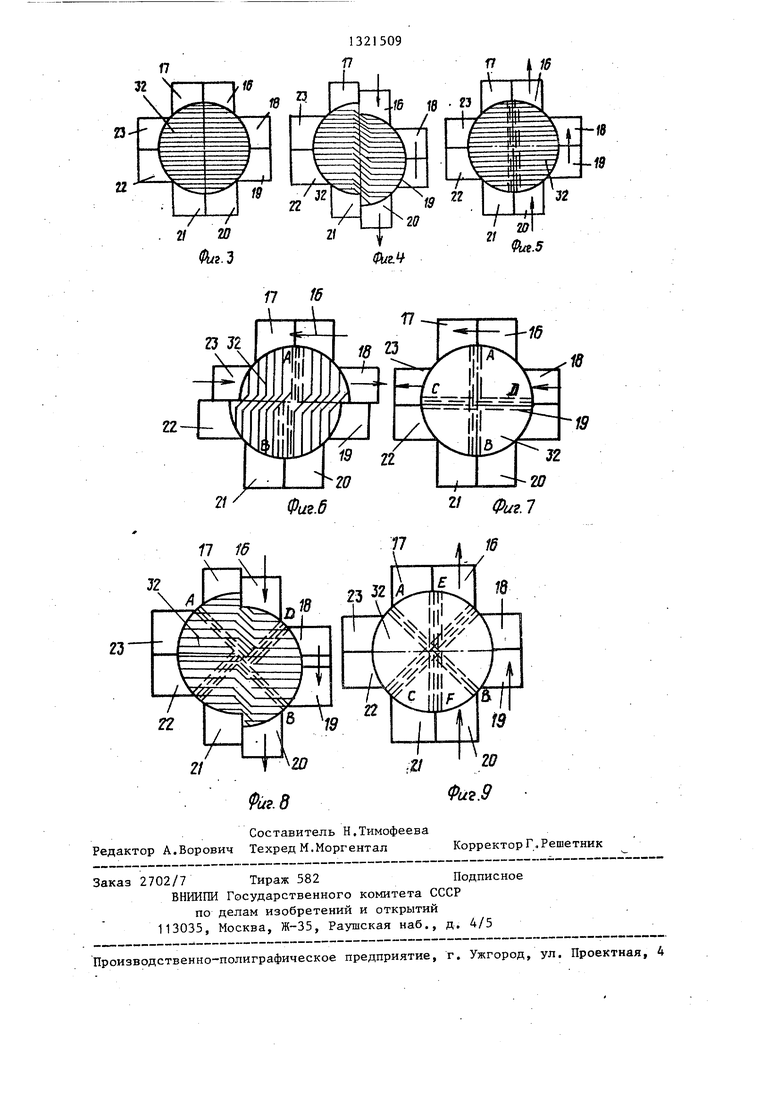
Изобретение относится к области обработки металлов давлением и может быть использовано при ковке слитков и заготовок.
Цель изобретения - повышение качества заготовок.
На фиг. 1 изображена радиально-ко- вочная машина в исходном положении, общий вид, на фиг. 2 - то же, в ра- .бочем положении на фиг. 3-9 поперечные сечения заготовки на различных этапах ее деформирования составными , бойками,
Радиапьно-ковочная машина содержит станину 1 (фиг.1), в которой смонтированы подвижные рамы 2-4 с приводом их перемещения в виде гидроцилиндров 5-7, Б направляющих станины и подвижных рам установлены ползуны 8-11 с приводом их от гидроцилиндров 12-15, Ползуны снабжены составными бойками из двух частей соответственно 16 и 17, 18 и 19, 20 и 21, 22 и 23 с индивидуальным приводом перемещения каждой из частей от гидроцилиндров 24 и 25, 26 и 27, 28 и 29, 30 и 31.
Устройство работает следующим об разом.
Заготовку 32 (фиг,2) подают в рабочее пространство радиально-ковочной машины, образованное четырьмя составными бойками, например верхний состоит из двух частей 16 и 17 с общим приводом от гидроцилиндра 12 и индивидуальными приводами от гидроцилиндвсестороннего сжатия со сдвигом нижний СБ 20 перемещается вниз в тормозном режиме. Гц 28 в данном случае является тормозным. Затем бойки возврас щаются в исходное положение, осуществляя сдвиговую деформацию в обратном направлении (ГЦ 28 -- рабочий, ГЦ 25- тормозной). Далее аналогичным образом соответствующей системой СБ прорабатывается горизонтальный слой заготовки. Затем заготовка поворачивается на угол 45 и осуществляется проработка пластической деформацией ее следующих слоев. 2 з.п. ф-лы, 9 ил.
ров 24 и 25. При замкнутом рабочем пространстве гидроцилиндров 24 и 25 и подаче давления в гидроцилиндр 12 верхний составной боек перемещается
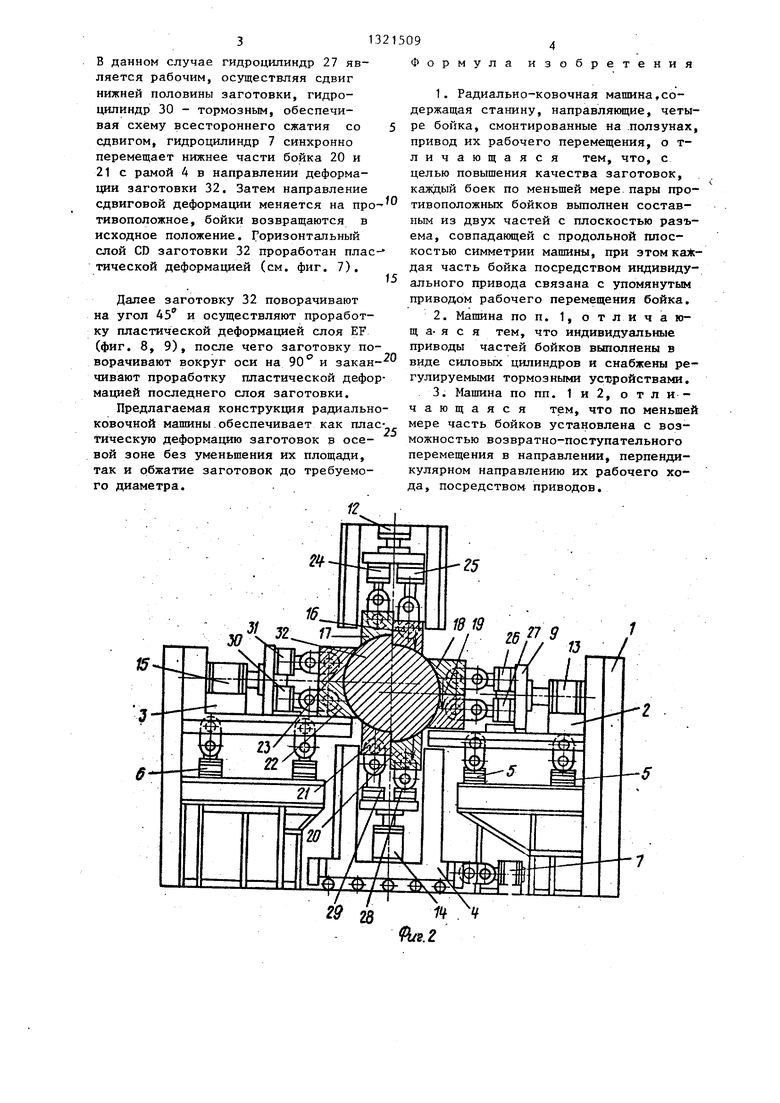
как единое целое, осуществляя сжатие заготовки 32 с уменьшением ее сечения (фиг. 3) При замкнутом рабочем пространстве гидроцилиндров 12 и 24 и подаче давления в гидроцилиндр 25 можно перемещать составную часть бойка 16 при неподвижной 17, осуществляя сдвиговую деформацию заготовки 32 по вертикали (фиг, 4), Одновременно с
перемещением части бойка 16 синхрой- но перемещаются по вертикали, перпендикулярно направлению их рабочего хода правые части бойка 18 и 19 вместе с рамой 2 с помощью гидроцилиндров 5,
установленных на станине 1, При этом составная часть 20 нижнего бойка ока- зьшает воздействие на заготовку 32-, перемещаясь вниз в тормозном режиме под действием сопротивления со стороны гидроцилиндра 28, являющегося в данный момент тормозом. Затем все бойки возвращаются в исходное поло- жение, осуществляя сдвиговую деформацию заготовки 32 в вертикальной
плоскости в обратном направлении,гидроцилиндр 28 является рабочим, а 25 - тормозным. Бертикальньш слой АБ заготовки 32 проработан пластической деформацией (фиг. 5).
Сдвиговые деформации заготовки 32 в горизонтальной плоскости осуществляется аналогичным образом (фиг.6).,
в данном случае гидроцилиндр 27 является рабочим, осуществляя сдвиг нижней половины заготовки, гидроцилиндр 30 - тормозным, обеспечивая схему всестороннего сжатия со сдвигом, гидроцилиндр 7 синхронно перемещает нижнее части бойка 20 и 21 с рамой 4 в направлении деформации заготовки 32. Затем направление
Формула
изобретения
1. Радиально-ковочная машина,содержащая станину, направляющие, четыре бойка, смонтированные на .ползунах, привод их рабочего перемещения, о т- личающаяся тем, что, с целью повышения качества заготовок, каждый боек по меньшей мере, пары просдвиговой деформации меняется на про- тивоположных бойков вьтолнен состав- тивоположное, бойки возвращаются в исходное положение. Горизонтальный слой CD заготовки 32 проработан пластической деформацией (см. фиг. 7).
15
ным из двух частей с плоскостью разъ- ема, совпадающей с продольной плоскостью симметрии машины, при этом каждая часть бойка посредством индивидуального привода связана с упомянутым приводом рабочего перемещения бойка.
Далее заготовку 32 поворачивают на угол 45 и осуществляют проработку пластической деформацией слоя EF (фиг. 8, 9), после чего заготовку
ворачивают вокруг оси на 90 и закан чивают проработку пластической деформацией последнего слоя заготовки.
Предлагаемая конструкция радиально- ковочной машины обеспечивает как плас тическую деформацию заготовок в осевой зоне без уменьшения их площади, так и обжатие заготовок до требуемого диаметра.
ff
1321509
Формула
изобретения
1. Радиально-ковочная машина,содержащая станину, направляющие, четыре бойка, смонтированные на .ползунах, привод их рабочего перемещения, о т- личающаяся тем, что, с целью повышения качества заготовок, каждый боек по меньшей мере, пары про тивоположных бойков вьтолнен состав- 15
20
25
ным из двух частей с плоскостью разъ- ема, совпадающей с продольной плоскостью симметрии машины, при этом каждая часть бойка посредством индивидуального привода связана с упомянутым приводом рабочего перемещения бойка.
2.Машина по п. 1, отличаю- щ а- я с я тем, что индивидуальные приводы частей бойков выполнены в виде силовых цилиндров и снабжены регулируемыми тормозными ус Сройствами,
3.Машина попп. 1и2, отличающаяся тем, что по меньшей мере часть бойков установлена с возможностью возвратно-поступательного перемещения в направлении, перпендикулярном направлению их рабочего хода, посредством приводов.
Я22
Id
Фuг.
Фм.5
23 J2
22
2t
9иг.8
Составитель Н.Тимофеева Редактор А.Ворович Техред М.Моргентал
Корректор Г, Решетник
Заказ 2702/7 Тираж 582Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4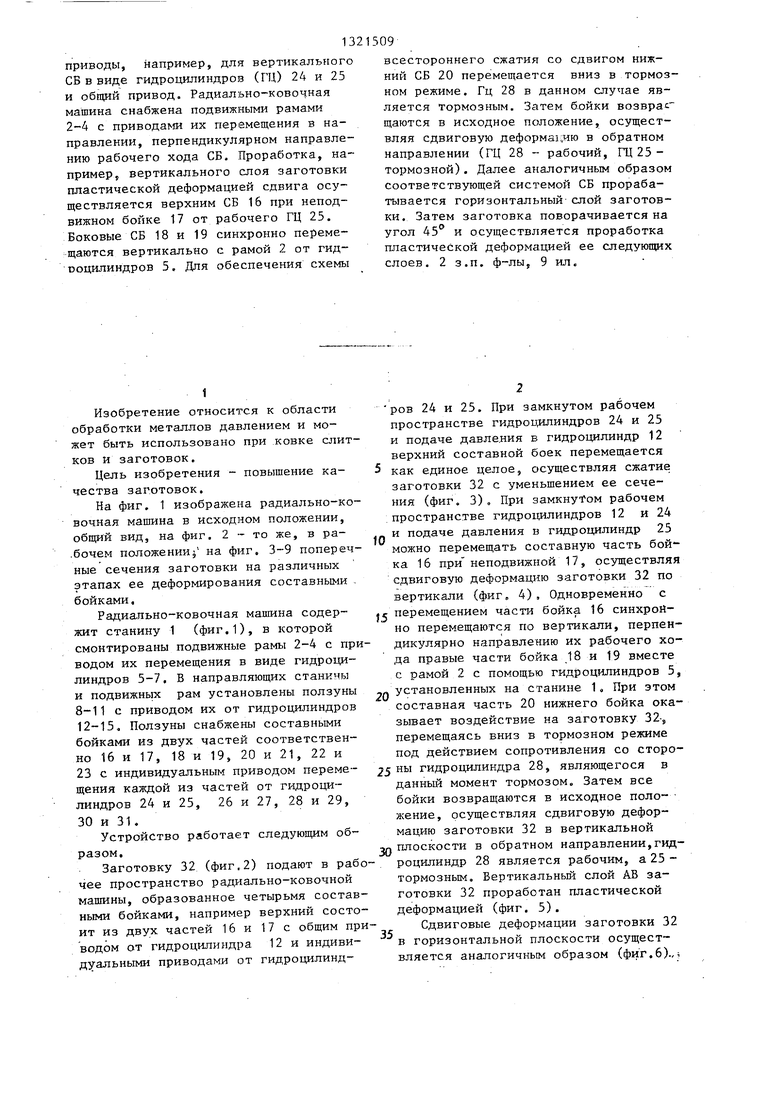
| название | год | авторы | номер документа |
|---|---|---|---|
| КОВОЧНО-РАСКАТНЫЙ АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЕЦ БОЛЬШОГО ДИАМЕТРА | 2014 |
|
RU2568403C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОКОВОК И КОВОЧНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2486985C2 |
| СПОСОБ КОВКИ ЗАГОТОВКИ В ЧЕТЫРЕХБОЙКОВОМ КОВОЧНОМ УСТРОЙСТВЕ | 2008 |
|
RU2406588C2 |
| Способ раскатки обечаек и устройство для его осуществления | 1979 |
|
SU824537A1 |
| МНОГОБОЙКОВОЕ КОВОЧНОЕ УСТРОЙСТВО | 2007 |
|
RU2352428C2 |
| Радиально-ковочная машина | 1977 |
|
SU700258A1 |
| Винтовой пресс для штамповки с кручением | 1988 |
|
SU1555142A1 |
| ИНСТРУМЕНТ ДЛЯ ПЕРИОДИЧЕСКОЙ ДЕФОРМАЦИИ НЕПРЕРЫВНОЛИТЫХ ЗАГОТОВОК | 1989 |
|
RU2015782C1 |
| КОВОЧНЫЙ АГРЕГАТ ДЛЯ ПРОТЯЖКИ ШТАНГ | 1991 |
|
RU2010656C1 |
| СПОСОБ УПРАВЛЕНИЯ ПУЛЬСАТОРНЫМ ГИДРОПРИВОДОМ РАДИАЛЬНО-КОВОЧНОЙ МАШИНЫ И РАДИАЛЬНО-КОВОЧНАЯ МАШИНА | 2002 |
|
RU2230622C1 |
| Радюченко Ю.С | |||
| Ротационное обжатие | |||
| М.: Машиностроение, 1972, с,67, рис | |||
| Способ сужения чугунных изделий | 1922 |
|
SU38A1 |
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
