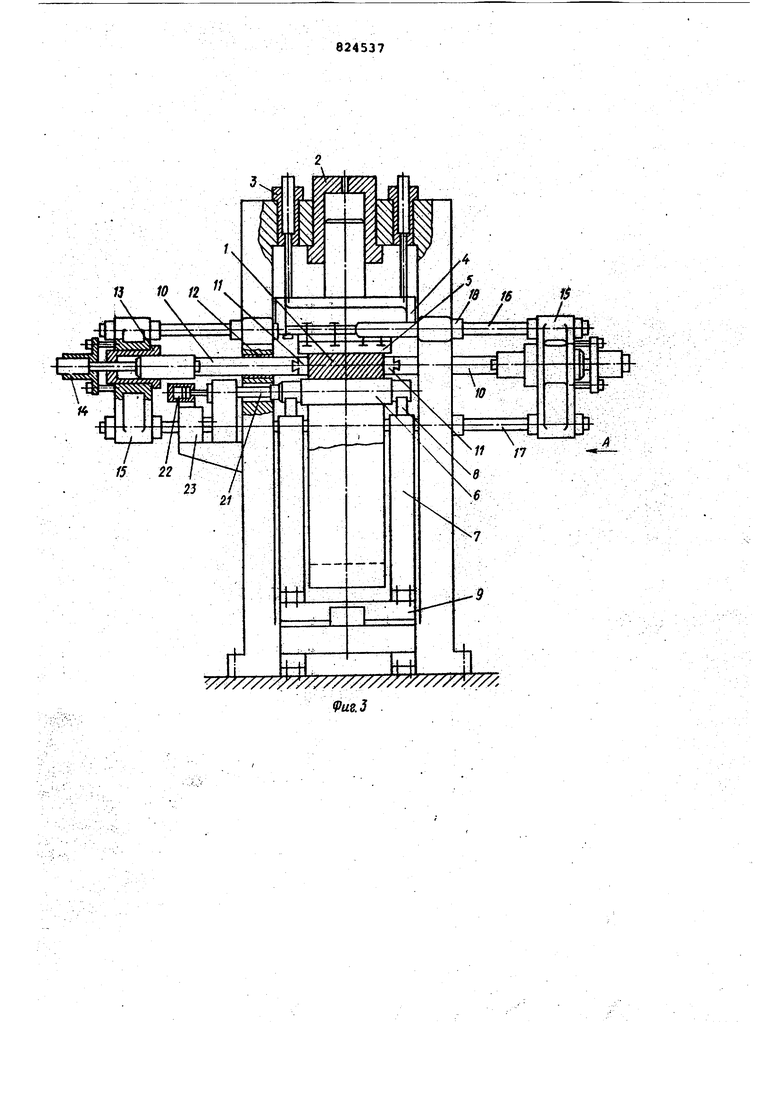
Изобретение относится к обработке металлов .давлением, а именно К способу раскатки крупногабаритных обечаек на горизонтальйой оправке и устройствам для ос: ществления этого способа.. Известен способ раскатки обечаек вкх1юча101вий приложение локальных де оркшруювтх усилий к кольцевой за№товке по ее наружной боковой й аерхности, а также воздействие деформИ1РУК11Цими усилиями на торцо Bijie ловерхности заготовки l . Известно устройство для осуществ ления этого способа, содержащее станииу, в Направляющих которой раз мещен приводной в вертикальной йлос кости пблзун с основньж бойком УGТановлеНйую в стойках съемную оправ ку а Taldce размещенные в горизонтальной плоскости дополнительные бойки, снабженные Ьриволами перемёо щёнйя и механизма отведения Hit .. из рабочей зоны в виде силовых цйлин ров-.- ... --. - - - --. , -- .: - : Недостатками таких способа и уст ройства ЯВЛЯЮ.ТСЯ повшиенйый расход металла на готовое изделие, невысокое качество обработки и пониженная произв одитедьность, что определяется как технологическими,. так и кон гтрУйтивнь « признаками способа и усТ5 ойства для его о1существления. Цельк) йэЬбретения является эконЬ Ц1Я улучшение качества обр абогкЦ, а также пЬвьаиёние произ в дитеяь:нретиV ,. -- /. ,-. / .;,;.. . Цель достигается тем, что в способе раскатки, включакядем приложение локальных Дефррмйру1й1цих усилий к-кольцевой заготрвке по ее наружнрйбрковой поверхности, а также вРЗдействие деформирующими усилиями на торцовые поверхности заготовки; посшеднкио операцию осуществляют на прртяжении всего процесса приложени к ней усилий пР наружной боковой пОзверхности. Такой способ может быть реализован в устройстве, содержащем станину/ в направляющих крторой размещён приводной в вертикальйой плоркости прлзун с основным бойком, установле УЮ:В стрйках съемную оправку, а также размещенные в 1 6ризЬнтальной {шоскостй допс лнител1 яце) бойки, сйабясенные пpйвoдa 0I перемещения и механиэмами ртвеяеййя. их йэ рабочей :30Hil i в. веде сшюйыж цилиндров, кахЕрый :дс прлнйте. боек смонтиррёд й на индиэ идуальйрм ползуне, pai M epHpM в выполненных в сфавине Ha| piaB4flH«iHX, привод каждого дополHfH eni iprp брйка выпблнен в виде «tij dsprb Щ1Лкндра, связанного с Сйл вьал цилиадрс « механизма ртведения из раббчей зоны соотгвествуквдего дополнительного бойка, при зтом силовые цилиндры приводов дополнительных бойков связаны со станиной посредством тяг, расположенных в плоРкости прд углом к горизонтальной плрскости. На фиг 1 - схематически изображена заготовка в сечении в момент одновременного обжатия вертикальным и горизрнтальны1ъш бойками, на фиг.2то же, в момент обжатия горизРнтальными бойками после обжатия вертикальным бойком; на фиг, 3 - устройство для раскатки обечаек, вид со сторрны заведения заготовки в рабочую зону, на фиг. 4 - вид А йа фиг. 3. . Заготовку 1 после установки на оправку подвергают Рилрвому воздействию, прикладывая локальные де формирунядие усилия по ее наружной боковой поверхности и по торцовым поверхнрстям.,1. Обжатие заготовки вертикальным бойком йа оправке обеспечивает умень шение толщины ее стенкиу увеличение наружного диаметра и ширины, а обжатие по торцам горизонтальныш бойками обеспечивает уртранение торцовых неровчортей, неизбежно возникающих при раскатке, и лучшую проработку металла, а также повьипает производительность за счет интенсификации процесса раскатки путем создания услрвий всертороннего активного сжатия в очагедеформации и уменьшения количества вйносов (для нагрева) заготовок, На начальной стадии раскатки, пока толщийа , стенки заготовки гфевышает высоту h грриэонтальных бойков, торцовое обжатие РСуществля ется одновременном врздействии на заготовку вертикального бойка и, таким образом, обеспечиваются условия всестороннего активного сжатия в очаге деформации. При этом происходит наиболее актийная прора6pTka металла заготовки, что обусловливает повышение качества обечайки, а также повышается проИзврдительность раскатки за счет интейсйфикации процесса и уменьшения .в связи Р этим количеством выНосов заготрв- ч ки для нагрева. На заключительной стадий раскатки, когда трлщина: 5 стенки загоТовкиравна или меньше высрт)а It горизонтальных бойк.ов, торцовые обжатия чередуютРя с вертикальными, так как горизонтальные брйки могут воздействовать на заготовку независимо от вертикального бойка. Это позволяет выполнять На торцовых поверхноР- тях необходимые профили, например, i торцовые выступы для отбора исгайтательных проб, а также производить клеймение изделий. ; . Устройство для раскатки обечаек содержит станину, в напраёляюищх
которой с возможностью перемещений отсилового гидроцил1/ндра 2 и возвратных гидроцилиндров 3 размещен вертикальный ползун 4 с вертикальным бЬйкоМ 5. Устройство содержит также горизонтальную оправку б, устандаленную на стойках 7 с призмами В на ВЫДВИЖНОМ столе 9, ползуны 10I соединенййё с горизонтальными бойками 11, размещенные в прикр0штеиных к ( мапраёляю 14ЙХ 12: и связанвые с силовыми ги цррйи/шнцраш 13/ а также с гидроцияиИдрайи 14/ пре; кпя ,1бойшв 11 от торцов эагоTodkia идйя выведения этих бойков из рабЬчей зоны пресса. Гидроцилинд ры 13 ползунов 10 установлены в неnpjQBit H, поперечинах 15 ф расположениызс 6 двух сторон станины и скреплей НЬ1ХМез«ду собой и со станиной тягййй16 и 17 с гайками 18.
1 16 и 17 расположены в плоскости; пррходя(11ей через горизонтальнуй ось ползунов 10 и наклонной kгорйёЬнтйлй под УГЛОМ , обёсйёЧивающйм заведение оправки б с зйгЬтовкой в рабочук) зону. Стол 9 пресса имеет возможность перемещаться до упора 19 гйдроцилиндром 20 CHipaeica б посредством .шпинделя 21, соедииениого со штоком гидроцилиндpa 22, через муфту кинематически связана с вращательным устройством 23 для noBoipOTa оп)равки во время раскатки заготовки.
Оправка б с нагретой до ковочной температуры заготовкой устанавливается крановыми средствами в призмы 8, закрепленные через стойки 7 на столе 9, предварительно выдвинутом из рабочей зоны пресса до упора 19 i
o гидроцилиндром 20. Затем стол 9 этим гидроцилиндром возвращается врабочую зону пресса. Шпиндель 21 ус рОйства 23 ходом гидроцилиидра 22 соединяется посредством муфты с оправкой б, после чего производится;
5 раскатка обечайки многократным обжатием заготовки На опрайке бойком 5 V; с Обжатием по торца; бойками 11 с начального момента раскатки на всех стадиях, причём после каждого рабо0чего цикла, вкл|очанвдегд воздействие на заготовку вертикальным и горизонтальными бОйками, производится поворот заготовки с оправкой б с помощью устройства 23 на необходимый
5 угрл, при этом бойки 11 отводятся от заготовки гйдроцилиндрами 14.
Таки1/1 образом, осуществляется . эконОйр1ческий процесс раскатки при . высоком качестве обработки и повы- .
0 шейной производительности.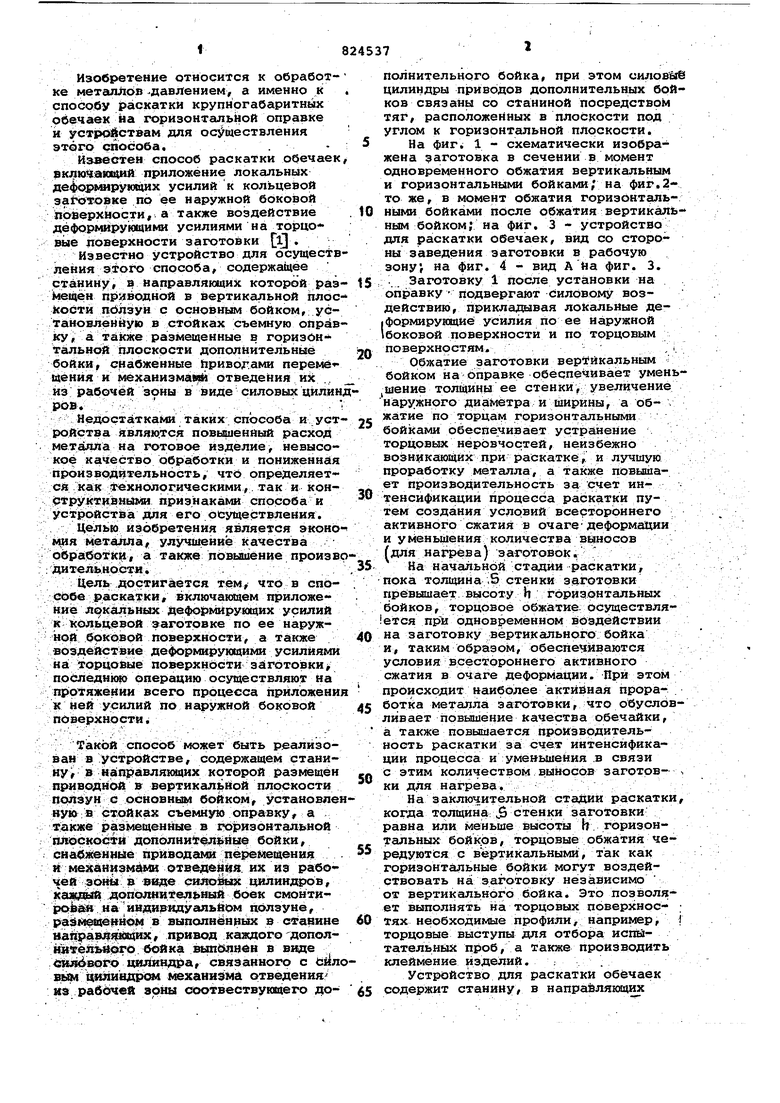

| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс для раскатки обечаек | 1981 |
|
SU1015538A2 |
| Вертикальный гидравлический пресс для ковки на оправке обечаек | 1984 |
|
SU1155465A1 |
| КОВОЧНО-РАСКАТНЫЙ АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЕЦ БОЛЬШОГО ДИАМЕТРА | 2014 |
|
RU2568403C2 |
| Пресс для раскатки обечаек | 1975 |
|
SU567532A1 |
| Пресс для раскатки обечаек | 1988 |
|
SU1620201A1 |
| Гидравлический пресс | 1973 |
|
SU424738A1 |
| Пресс для раскатки обечаек | 1983 |
|
SU1134279A2 |
| Устройство для раскатки изделий вне зоны пресса | 1985 |
|
SU1402401A1 |
| Устройство к прессу для раскатки крупногабаритных колец | 1987 |
|
SU1493377A1 |
| Устройство к ковочному прессу для раскатки обечаек | 1977 |
|
SU733837A1 |
;1. .Способ раскатки ове^^ек, ; вклю'^акиций прилоисёние лркальных ;tje-- фОрмир|5'юц<их УСИЛИЙ к кольдеврй зй- готовйе ribi eje наружнрй ббкрвой пог BfiipSHlcJcTH;, а также вРздейетвиедё-^ фор^рукщкмк усилиями на тррц<)вые лОФе^^мсноети заготовки, р т л и ч а- Ю ia ц и с я тем, что, е целью Экр'- Kpi^Ht MeTaJiflа, улучшения качеств а оорабфткк и првшие1|*ий прризвр,дятель- ностй, врздействйе дефррмируйяцийи усилиями на Тррцрвыё поверхности зарртрвки осуществляют на протяжении всего процесса прилрженйя.^к;ней усилия по наружной боковой пр- верхности.2. Устройство для осуществления способа по п. 1, Содержащее станину, в направляющих которой размещен приводной в вертикальной плоскости ползун с основным бойком, установленную в стойках съемную оправку, а также размещенные в горизонтальной плоскости дополнительные бойки, снабженные приводами перемещения и механизмами, .отведения их из. рабочей зсэны в 1зиде силовых цилинд-г ров, о т л и ч а КЗ щ ё е с я тем, что каждый дополнительный боек смонтирован На индивидуальном ползуне, размещенном в выполненных в станине *g направляющих, привод каждого допол-" нительНого бойка выполнен в виде сиг- лрвого цилиндра, связанногр с силр- вым .цилиндром механизма отведения из рабочей зоны ссротвётствугадего дополнительного бойкаj при зтом силовые цилиндры приводов допрлни- тельных бойков связана со станиной порредством тяг>& расположенных в плоскрсТи под углрм к грризонталь-НРЙ ПЛРСКРСТИ.У////-и
, 6
/ //// /////7///////////} /// / ///, PU2.3 .
:aii
//////////////////////////////////////////////////////////
ФигЛ
