В предлагаемой прокатной клети непрерывных еортовых и заготовочных станов вращение горизонтальных и вертикальных валков осуществляется от одного электродвигателя через общий стационарный несменяемый привод, а крепление кассеты при установке рабочих валков вертикально производится к вертикальным плитовикам на стационарной раме, отнесенной от оси прокатки в сторону привода.
Такое выполнение упрощает конструкцию, создает удобства для обслуживания и свободного доступа к валкам и валковой арматуре.
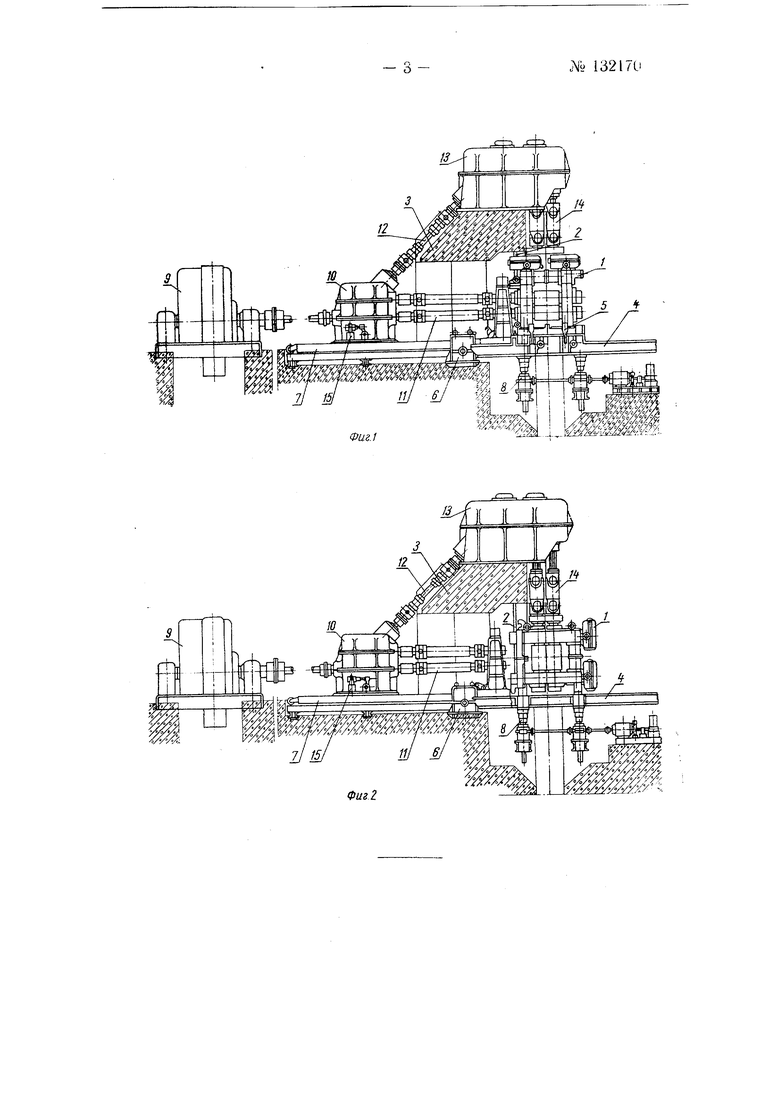
На фиг. 1 показана комбинированная прокатная клеть при работе с горизонтальными валками; на фиг. 2--при работе с вертикальными валками.
Сменные унифицированные кассеты 1 состоят из станины, в которой установлены рабочие валки (горизонтальные или вертикальные) с подушками, и механизма установки валков. Кассета с вертикальными валками крепится четырьмя гидроцилиндрами к вертикальным плитовикам 2 на железобетонной раме 3. Кассета с горизонтальными валками устанавливается на горизонтальных нлитовиках 4 при помощи четырех гидроцилиндров 5. По этим плитовикам кассета передвигается при перевалке и при переходе на прокатку в другом калибре для сохранения постоянной оси прокатки. Передвижение кассеты по горизонтальным плитовикам осуществляется механизмом перевалки 6, выполненным в виде штанги 7т приводимой в движение от электродвигателя через червячный редуктор и реечную передачу. Подъем кассеты с вертикальными валками при переходе на прокатку в другом калибре осуществляется при помощ,и двух винтов механизма подъема 8, приводимых во вращение от электродвигателя через червячную передачу. Вращение рабочих валков как горизонтальных, так и вертикальных осуществляется от одного электродвигателя 9. Вращение горизонтальным валкам от электродвигателя 9 передается через стационарный несменяемый комбинированный
№ 132170- 2 редуктор 10 и шпиндели //. Вращение к вертикальным валкам от электродвигателя 9 передается через комбинированный редуктор 10, наклонный шпиндель 12, стационарный несменяемый комбинированный редуктор 13 и шпиндели 14. Переключение привода враш,ения горизонтальных валко на привод ,враш;ения вертикальных валков или наоборот осупдествляется путем переключения пневмоцилиндром 15 зубчатой муфты, смонтированной в комбинированном редукторе 10. Перевалка осуш;ествляется кассетой, при этом шпиндели /4 и // остаются в клети.
Предмет изобретения
1.Комбинированная прокатная клеть непрерывных сортовых и заготовочных станов, в которой рабочие валки могут устанавливаться как горизонтально, так и вертикально, отличаю щ,аяся тем, что, с целью упрош,ения конструкции, повышения надежности и удобства обслуживания привода рабочих валков, вращение горизонтальных и вертикальных валков осуществляют от одного электродвигателя через общий стационарный несменяемый, для вертикальных валков расположенный сверху, привод, в котором при переходе на работу с другим расположением рабочих валков переключение осуществляют зубчатой муфтой.
2.Форма выполнения по п. 1, отличающаяся тем, что, с целью создания большего удобства обслуживания и свободного доступа к валкам и валковой арматуре, крепление кассеты при установке рабочих валков вертикально осуществляется к вертикальным плитовикам стационарной железобетонной или металлической рамой, отнесенной от оси прокатки в сторону привода.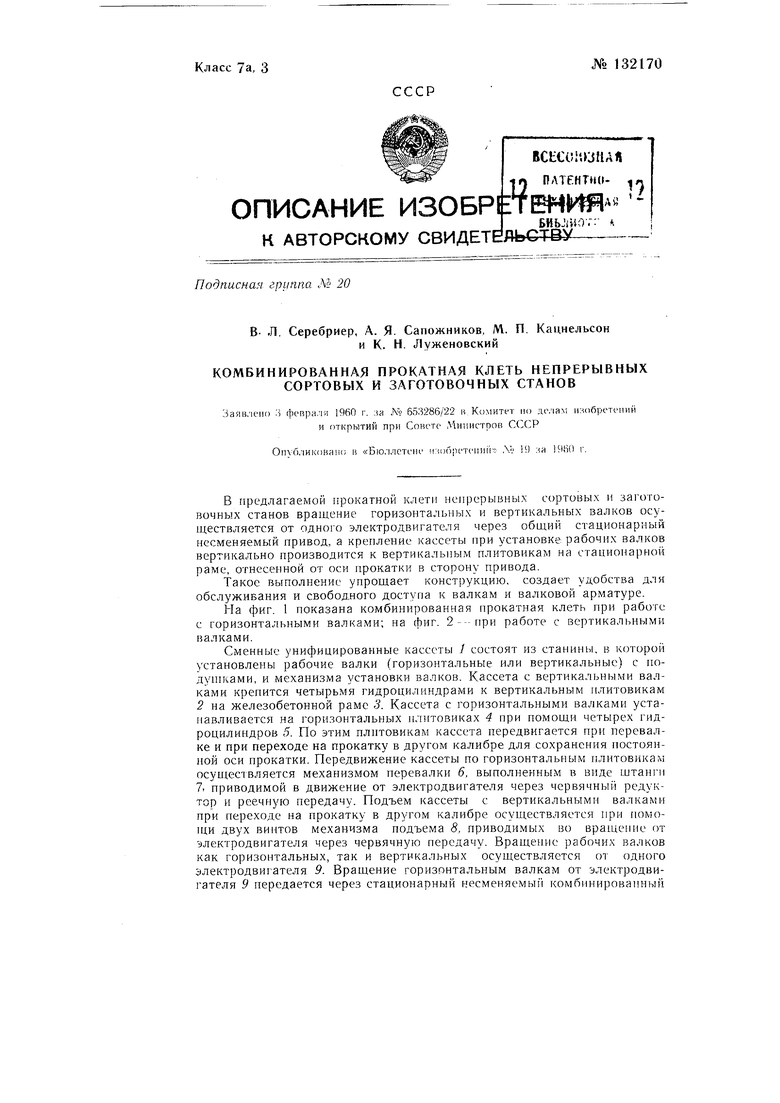
| название | год | авторы | номер документа |
|---|---|---|---|
| Шпиндельное устройство горизонтальных и вертикальных рабочих клетей прокатных станов | 1960 |
|
SU138570A1 |
| Способ бесконечного редуцирования стальных бесшовных труб | 1958 |
|
SU119503A1 |
| ДВУХКАЛИБРОВАЯ КОМБИНИРОВАННАЯ КЛЕТЬ | 1995 |
|
RU2088351C1 |
| Вертикальная клеть прокатного стана | 1980 |
|
SU935144A1 |
| МНОГОРУЧЬЕВАЯ ВЕРТИКАЛЬНАЯ КЛЕТЬ ПРОДОЛЬНОЙ ПРОКАТКИ | 1999 |
|
RU2163174C2 |
| ПРОКАТНАЯ КЛЕТЬ С КОНСОЛЬНЫМИ ВАЛКАМИ | 1999 |
|
RU2189874C2 |
| Стан для прокатки клиновидных профилей | 1979 |
|
SU832825A1 |
| Вертикальная клеть прокатного стана | 1982 |
|
SU1115819A1 |
| ВЕРТИКАЛЬНАЯ ПРОКАТНАЯ КЛЕТЬ | 1997 |
|
RU2123399C1 |
| Способ перевалки рабочих валков прокатной клети | 1975 |
|
SU621408A1 |