Изобретение относится к области обработки металлов давлением, а точнее к конструкциям прокатных клетей с бесшпиндельным соединением консольных рабочих валков с приводом клети, используемых при производстве мелкосортных профилей.
Известна прокатная клеть проволочного стана, содержащая редукторную и валковую (рабочую) кассеты, связанные бесшпиндельным соединением, которые крепятся в общем корпусе. В корпусе валковой кассеты по подвижной посадке установлены две эксцентриковые втулки с червячным приводом их поворота, в отверстиях которых установлены на подшипниковых опорах приводные валы, на консольных конических концах которых закрепляются рабочие бандажи с калибрами, а на других концах установлены приводные шестерни. Редукторная кассета состоит из двух валков с внутренним зубчатым венцом на концах, связанных между собой цилиндрической зубчатой передачей, конической передачи приводного вала и корпуса. Валы с внутренними зубчатыми венцами взаимодействуют с шестернями валковой кассеты, что позволяет передавать крутящий момент от привода блока рабочим бандажам без использования шпинделей [1].
Недостатки данного устройства:
- наличие в прокатной клети редуктора-шестеренной клети с передаточным отношением, равным единице, что требует установки в главной линии прокатной клети дополнительного редуктора или мощного электродвигателя постоянного тока, позволяющего работать на низких оборотах (20...30 об/мин);
- консольное расположение выходных валов шестеренной клети приводит к увеличению вибрации зубчатого соединения рабочих валков с валами шестеренной клети, что ускоряет износ зубчатых венцов с внутренним зацеплением;
- отсутствие осевой регулировки рабочих бандажей не позволяет производить замену бандажей непосредственно в клети, что увеличивает продолжительность и трудоемкость перевалки клети, так как кассета с выработанными калибрами вынимается из клети, а на ее место устанавливается предварительно собранная в мастерской другая кассета.
Известна прокатная клеть преимущественно для прокатки проволоки, которая включает корпус с расположенными в нем валами шестеренной клети и валковой кассеты, состоящей из двух эксцентриковых втулок, установленных с возможностью поворота одна относительно другой, в которых на подшипниковых опорах смонтированы валы консольных валков, связанные бесшпиндельным соединением посредством внутреннего зубчатого зацепления с валами шестеренной клети, корме этого прокатная клеть снабжена механизмом фиксации эксцентриковых втулок, который состоит из двух охватывающих эксцентриковые втулки прижимных рычагов и стяжной шпильки, причем одним плечом рычаги закреплены в корпусе, другим плечом связаны между собой стяжной шпилькой, а корпус выполнен разъемным из двух частей, в одной из которой находятся валы шестеренной клети, в другой смонтирована валковая кассета с выступающими за пределы привалочной поверхности концами эксцентриковых втулок, контактирующими с предусмотренными на корпусе шестеренной клети расточками [2].
Недостатки данного устройства:
- наличие в прокатной клети редуктора-шестеренной клети с передаточным отношением, равным единице, что требует установки в главной линии прокатной клети дополнительного редуктора или мощного электродвигателя постоянного тока, позволяющего работать на низких оборотах (20...30 об/мин);
- консольное расположение выходных валов шестеренной клети и эксцентриковых втулок рабочей кассеты приводит к увеличению вибрации зубчатого соединения рабочих валков с валами шестеренной клети, что ускоряет износ зубчатых венцов с внутренним зацеплением;
- отсутствие осевой регулировки рабочих бандажей не позволяет производить замену бандажей непосредственно в клети, что увеличивает продолжительность и трудоемкость перевалки клети, так как кассета с выработанными калибрами вынимается из клети, а на ее место устанавливается предварительно собранная в мастерской другая кассета;
- наличие механизма фиксации эксцентриковых втулок в виде охватывающих прижимных рычагов и стяжных шпилек существенно усложняет конструкцию клети и ее изготовление.
Известна двухкалибровая комбинированная клеть, содержащая рабочую кассету с бандажированными консольными валками, установленными в эксцентриковых втулках с червячным приводом их поворота, редуктор-шестеренную клеть с двумя выходными валами, связанными бесшпиндельным соединением посредством внутреннего зубчатого зацепления с рабочими валками, и привод клети, при этом рабочая кассета, редуктор-шестеренная клеть и привод клети установлены на Г-образной раме, нижняя и боковая внешние плоскости которой равноудалены от оси прокатки, кроме этого выходные валы редуктора-шестеренной клети выполнены с внешними червячными венцами, а привод клети включает фланцевый электродвигатель с насаженной на его валу шестерней и вал с двумя червяками и зубчатым колесом, причем червяки выполнены с противоположно направленными витками и сопряжены с червячными венцами выходных валов редуктора-шестеренной клети, а расположенное на конце вала зубчатое колесо установлено с возможностью взаимодействия с шестерней электродвигателя [3].
Недостатки данной прокатной клети:
- существенное ограничение максимальных размеров прокатываемых профилей из-за возможного скручивания приводных валков рабочих бандажей, диаметры которых ограничиваются принятыми диаметрами ведомого барабана, цапфы эксцентриковых втулок и подшипников;
- значительное выделение тепла при работе червячною редуктора, что требует обязательной установки маслостанции для интенсивной циркуляции жидкой смазки через редуктор;
- сложность узла установки и крепления рабочего бандажа на цапфе эксцентриковой втулки;
- отсутствие плавной (бесступенчатой) осевой регулировки бандажей;
- при использовании в качестве вертикальной клети в процессе эксплуатации затруднен доступ к электродвигателю.
Наиболее близким по существу к предлагаемому техническому решению является известная двухкалибровая вертикальная клеть, содержащая комбинированный редуктор-шестеренную клеть, рабочую валковую кассету с бандажированными консольными валками, установленными в эксцентриковых втулках с червячным приводом их поворота, механизм бесшпиндельного соединения рабочих валков с выходными валами шестеренной клети, при этом редуктор-шестеренная клеть имеет Г-образный корпус с двумя взаимно перпендикулярными опорными плоскостями, на которых установлен корпус рабочей кассеты, валы шестеренной клети выполнены в виде толстостенных труб с внешними и внутренними зубчатыми венцами, а на консольно выступающих участках эксцентриковых втулок выполнены цапфы, на которых установлены на подшипниках ведомые барабаны, жестко связанные с приводными валами, а на торцах бандажей выполнены радиальные пазы, взаимодействующие с соответствующими радиальными выступами прижимов, которые жестко связаны с ведомыми барабанами, кроме этого эксцентриковые втулки зафиксированы в осевом направлении кольцевыми выступами и крышками, а внутреннее кольцо подшипника ведомого барабана фиксируется на цапфе эксцентриковой втулки с помощью болтов и втулки, выполняющей также функцию подшипника скольжения приводного вала, а наружное кольцо подшипника крепится в барабане с помощью упорного кольца и гайки, кроме этого верхний и нижний калибры равноудалены от торцов рабочего бандажа, при этом одни из них расположен на оси прокатки стана [4].
Недостатки данной прокатной клети:
- существенное ограничение максимальных размеров прокатываемых профилей из-за возможного скручивания приводных валов рабочих бандажей, диаметры которых ограничиваются принятыми диаметрами ведомого барабана, цапфы эксцентриковых втулок и подшипников;
- незначительное передаточное отношение коническо-цилиндрического редуктора, что требует установки в главной линии прокатной клети дополнительного редуктора или мощного электродвигателя постоянного тока, позволяющего работать на низких оборотах (20...30 об/мин);
- сложность узла установки и крепления рабочего бандажа на цапфе эксцентриковой втулки;
- отсутствие плавной бесступенчатой осевой регулировки рабочих валков, что увеличивает продолжительность настройки клети и снижает точность прокатываемых профилей;
- нельзя применять в качестве горизонтальной прокатной клети.
Заявляемое изобретение обеспечивает получение следующих технических результатов:
- создание компактной прокатной клети, которую можно установить в линии стана с вертикальным или горизонтальным расположением осей рабочих валков;
- увеличение размеров прокатываемых профилей и уменьшение прогиба консоли рабочего валка за счет увеличения диаметра приводных валов;
- устранение промежуточного редуктора за счет увеличения передаточного отношения редуктора-шестеренной клети;
- повышение точности прокатки и сокращение продолжительности настройки за счет установки в валковой кассете механизма осевой регулировки приводных валов;
- упрощение узла установки и крепления рабочего бандажа на приводных валах.
Вышеуказанные технические результаты достигаются тем, что прокатная клеть с консольными валками содержит Г-образный корпус комбинированного редуктора-шестеренной клети с двумя взаимно перпендикулярными опорными плоскостями, на которых установлен корпус рабочей валковой кассеты, состоящей из двух эксцентриковых втулок с червячным приводом их поворота, в которых на подшипниковых опорах смонтированы валы консольных валков, связанные внутренним зубчатым зацеплением с валами шестеренной клети, выполненными в виде толстостенных труб с внешними и внутренними зубчатыми венцами, и главный привод клети. Подшипниковые опоры коническо-цилиндрического зубчатого редуктора установлены в Г-образном корпусе и съемной плоской крышке-плите, при этом зубчатое колесо последней ступени редуктора смонтировано на одном из валов шестеренной клети, и второй вал первой ступени редуктора выполнен с приводным хвостовиком с возможностью его соединения посредством муфты с главным электродвигателем клети, кроме этого на нижней и боковой внешних плоскостях корпуса редуктора-шестеренной клети выполнены установочные лапы, опорные плоскости которых взаимно перпендикулярны и равноудалены от оси прокатки, а оси и торцы приводных хвостовиков валов первой ступени редуктора взаимно перпендикулярны и равноудалены от оси прокатки, корпус валковой кассеты выполнен в виде параллелепипеда, на боковых и одной торцевой стенках которого выполнены установочные лапы, опорные плоскости которых взаимно перпендикулярны, кроме этого каждый вал рабочей кассеты выполнен фасонным в виде многоступенчатого цилиндра с кольцевым выступом у основания консольной части вала, на котором устанавливается рабочий бандаж, при этом приводной вал снабжен механизмом осевой регулировки, выполненным в виде втулки, входящей в отверстие эксцентриковой втулки с возможностью осевого перемещения и имеющей два фланца, внутренний и внешний, из которых внутренний зажат между наружными кольцами радиально-упорных подшипников, внутренние кольца которых жестко зафиксированы на валу. Кроме этого в корпусе комбинированного редуктора-шестеренной клети установлены валы и шестерни коническо-цилиндрической многоступенчатой зубчатой передачи с общим передаточным отношением редуктора не менее 12.
Такое конструктивное выполнение редуктора-шестеренной клети и валковой кассеты позволяют создать для производства мелкосортных профилей в широком сортаменте компактную комбинированную прокатную клеть, которая может устанавливаться на стане с вертикальным или горизонтальным расположением осей рабочих валков, масса которой и длина главной линии в несколько раз меньше в сравнении с известными типовыми прокатными клетями.
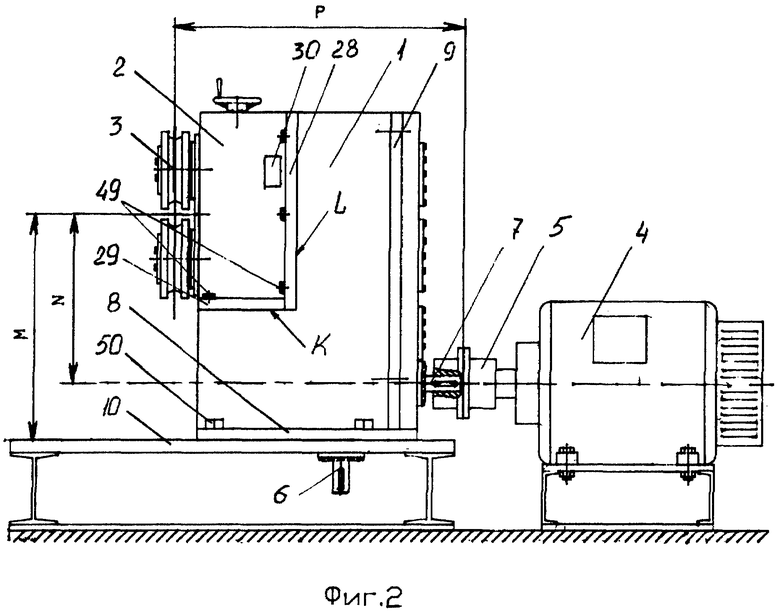
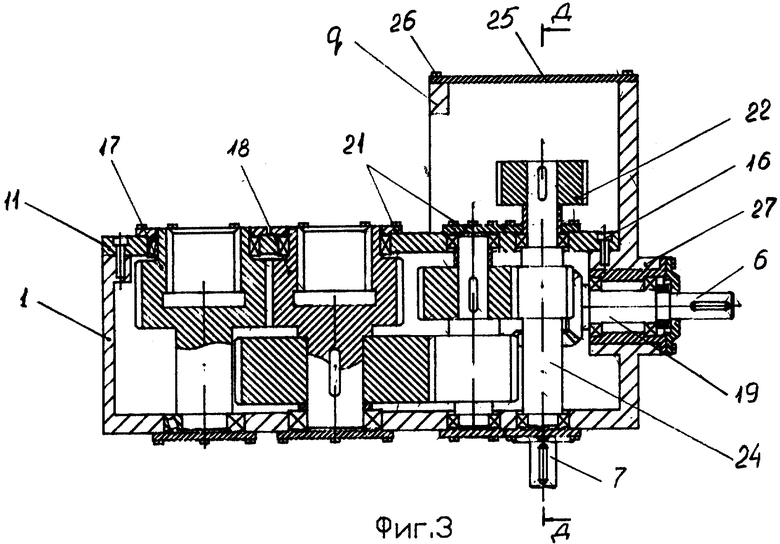
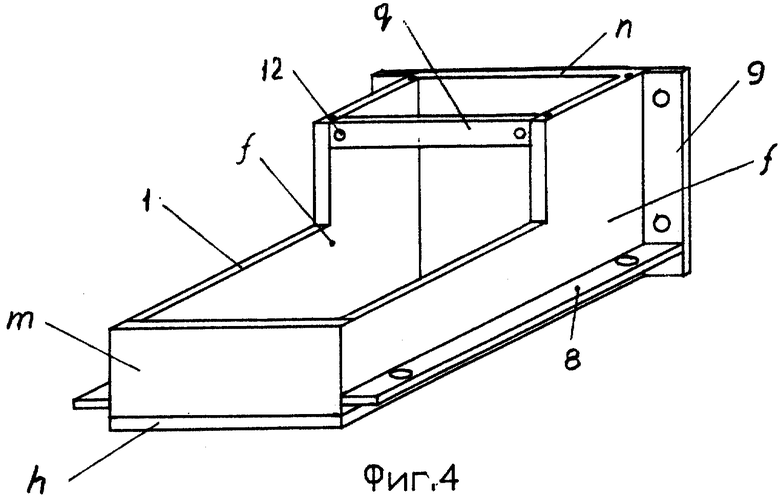
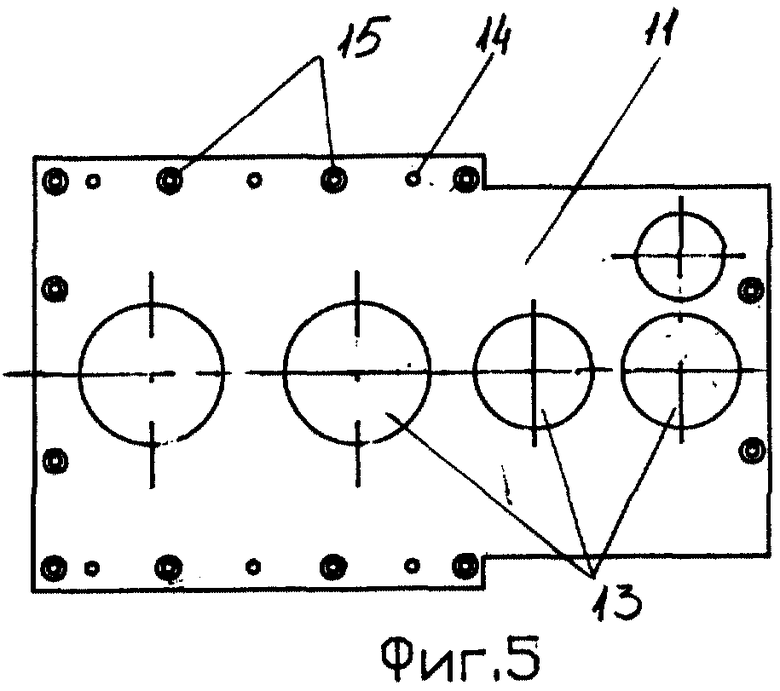
На фиг.1 показана прокатная клеть с вертикальным расположением осей рабочих валков; на фиг. 2 - прокатная клеть с горизонтальным расположением валков; на фиг.3 - редуктор-шестеренная клеть (продольный разрез); на фиг.4 - корпус редуктора-шестеренной клети (в аксонометрии); на фиг.5 - съемная крышка-плита корпуса редуктора; на фиг.6 - разрез Д-Д на фиг.3; на фиг.7 - прокатная клеть (с разрезом по валковой кассете); на фиг.8 - разрез Е-Е на фиг.7.
Прокатная клеть (фиг.1 и 2) включает Г-образный корпус 1 комбинированного редуктора-шестеренной клети с двумя взаимно перпендикулярными опорными плоскостями К и L, на которых установлен корпус кассеты 2 с консольными рабочими валками 3, и электродвигатель 4, соединенный посредством муфты 5 с выходным валом 6 или 7 редуктора-шестеренной клети 1. На боковых внешних плоскостях корпуса 1 выполнены установочные лапы 8 и 9, опорные плоскости которых взаимно перпендикулярны и равноудалены от оси прокатки на расстояние М. Такое выполнение корпуса 1 редуктора-шестеренной клети позволяет устанавливать прокатную клеть на фундаментной раме 10 с вертикальным (фиг.1) или горизонтальным (фиг.2) расположением осей рабочих валков 3.
Комбинированный редуктор-шестеренная клеть состоит из сварного корпуса 1 (фиг. 3...фиг.6) коробчатой формы и съемной плоской крышки-плиты 11 (фиг.5). Боковые стенки f корпуса 1 изготовлены из Г-образных листов, а днище h и торцевые стенки m и n из листов прямоугольной формы. На боковых стенках f корпуса 1 приварены установочные лапы 8, а на торцевой стенке n лапы 9, кроме этого верхние левые углы боковых стенок f скреплены плоской поперечиной q с отверстиями 12 для крепления валковой кассеты 2. В днище h коробчатого корпуса 1 и съемной крышке-плите 11 выполнены соосно круглые отверстия 13 для установки в них валов с подшипниками, кроме этого в плите 11 выполнены резьбовые отверстия 14 для крепления корпуса валковой кассеты 2, а также отверстия 15 для крепления плиты 11 к корпусу 1 болтами 16 (фиг.3 и 7). Внутри корпуса 1 смонтированы на подшипниках валы с зубчатыми колесами пятиступенчатой коническо-цилиндрической передачи, при этом выходные валы 17 и 18 имеют на концах внутренние и внешние цилиндрические зубчатые венцы и выполняют функцию шестеренной клети с передаточным отношением ,равным единице. Редуктор-шестеренная клеть выполнен по развернутой несимметричной схеме с расположением валов третьей, четвертой и пятой ступени в одной вертикальной плоскости, проходящей через ось симметрии корпуса 1, а валы конической передачи 19 и 20 расположены в параллельной плоскости, смещенной от оси симметрии корпуса 1. Каждый вал редуктора-шестеренной клети установлен на двух подшипниковых опорах, осевая фиксация которых осуществляется фланцевыми крышками 21. Цилиндрические зубчатые колеса 22 и 23 вертикальных валов 20 и 24 вынесены за пределы плиты 11 и располагаются в пространстве между боковыми и торцевой стенками корпуса 1, которое закрывается крышкой 25 посредством болтов 26. Подшипники выходного вала 19 конической передачи смонтированы в цилиндрической опоре 27, закрепленной в торцевой стенке корпуса 1. Валы 19 и 20 конической передачи редуктора выполнены с приводными хвостовиками 6 и 7 одинакового диаметра с возможностью их соединения посредством муфты 5 с электродвигателем 4, при этом оси приводных хвостовиков 6 и 7 и их торцы равноудалены от оси прокатки на расстоянии N и Р (фиг.1 и 2). Общее передаточное отношение редуктора-шестеренной клети должно быть не менее 12, что гарантирует работу электродвигателя постоянного тока 4 с частотой вращения вала не ниже 280 об/мин (при номинальной частоте вращения вала до 1000 об/мин) в случаях прокатки полосы в первой клети стана на минимально возможной скорости (0,3 м/с).
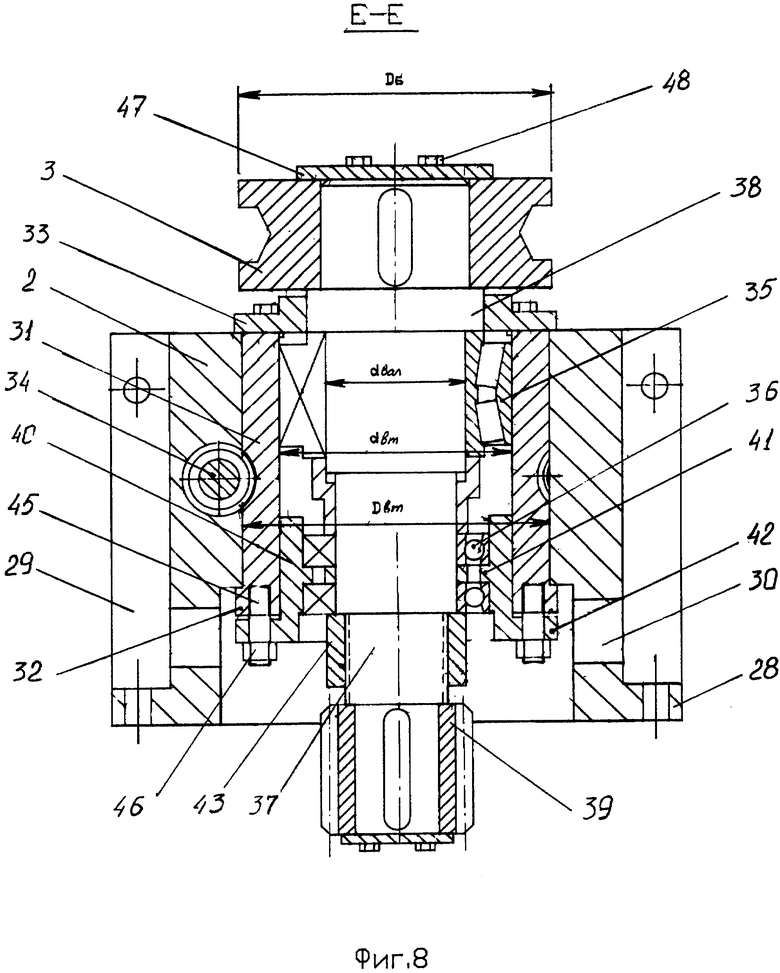
Корпус валковой кассеты 2 выполнен в виде параллелепипеда, на боковых и одной торцевой стенках которого выполнены установочные лапы 28 и 29, опорные плоскости которых взаимно перпендикулярны. Кроме этого в корпусе выполнены два окна 30 для доступа к механизму осевой регулировки валка 3. В корпусе 2 валковой кассеты (фиг.7 и 8) установлены по подвижной посадке две эксцентриковые втулки 31, зафиксированные от осевого смещения кольцевым выступом 32 и крышкой 33. На втулках 31 нарезаны зубчатые венцы червячного колеса, взаимодействующие с двумя червяками вала 34, выполненными с противоположным направлением витков, а внутри втулок 31 на конических двухрядных роликоподшипниках 35 и шариковых радиально-упорных подшипниках 36 смонтированы приводные валы 37 консольных валков 3. Валы 37 выполнены фасонными в виде многоступенчатых цилиндров с кольцевым выступом 38 у основания консольной части вала, на противоположных концах валов закреплены шестерни 39, взаимодействующие с внутренними зубчатыми венцами выходных валов 17 и 18 редуктора-шестеренной клети, посредством которых передается крутящий момент на рабочие бандажи 3. Максимально допустимые давление прокатки и передаваемый крутящий момент в данной клети определяются диаметром приводного вала 37, максимальный диаметр которого зависит от наружного Dвт и внутреннего dвт диаметров эксцентриковой втулки 31, при этом последний определяет диаметр подшипников 35, то есть dвт = Dподш. Приводные валы 37 снабжены механизмом осевой регулировки, выполненным в виде втулки 40, входящей в отверстие эксцентриковой втулки 31 с возможностью осевого перемещения и имеющей два фланца, внутренний 41 и внешний 42, из которых внутренний зажат между наружными кольцами радиально-упорных подшипников 36, внутренние кольца подшипников 36 жестко зафиксированы на валу 37 гайками 43. Во внешнем фланце 42 выполнены два резьбовых отверстия с установленными в них упорными болтами 44 и два круглых отверстия, через которые проходят шпильки 45, ввернутые в торцы эксцентриковых втулок 31. Осевая регулировка валка 3 осуществляется гайками 46 и упорными болтами 44 через окна 30, выполненные в корпусе кассеты 2. Бандажи 3 фиксируются от осевого смещения шайбами 47 и болтами 48. Рабочая валковая кассета 2 устанавливается на опорной плоскости L редуктора-шестеренной клети и закрепляется болтами 49.
Прокатная клеть работает следующим образом.
При выработке калибра или при необходимости перевалки клети на другой профиль стан останавливается, откручиваются болты 48, снимаются шайбы 47 и бандажи 3 с консолей валов 37, затем устанавливаются новые бандажи 3 и фиксируются шайбами 47 и болтами 48. В случае необходимости осевая регулировка выполняется в следующей последовательности. Вращением червячного вала 34 поворачиваются эксцентриковые втулки 31 таким образом, чтобы напротив окон 30, выполненных в корпусе 2 кассеты, оказались либо упорные болты 44, либо шпильки 45. Если необходимо выдвинуть вал 37 из корпуса 2 кассеты, то напротив окон 30 устанавливаются упорные болты 44, которые отпускаются гаечным ключом. После этого эксцентриковые втулки 31 поворачиваются на 90o до появления шпилек 45 в створе окон 30 и закручиванием гаек 46 вал 37 перемещается до совмещения калибров, выполненных на бандажах 3. Затем эксцентриковые втулки 31 поворачиваются на 90o в обратном направлении и через окна 30 закручиваются упорные болты 44, которые, опираясь в торец втулки 31, жестко фиксируют положение вала 37 во втулке 31. При необходимости перемещения вала 37 в противоположном направлении отпускаются гайки 46 и закручиванием упорных болтов 44 перемещают вал 37 до совмещения калибров на бандажах 3, после чего фланцы 42 втулки 40 зажимаются гайками 46. После осевой регулировки валков вращением червячного вала устанавливается необходимый для прокатки зазор между рабочими бандажами 3.
Прокатная клеть может быть использована как в качестве вертикальной (фиг. 1), так и в качестве горизонтальной клети (фиг.2). В случае технологической необходимости каждая клеть стана может быть установлена или с вертикальным или с горизонтальным расположением осей рабочих валков 3, для этого разъединяется муфта 5, соединяющая клеть с электродвигателем 4, и снимаются болты 50 крепления к фундаментной раме 10. Затем с помощью крана клеть кантуется на 90o, устанавливается на раму 10 и закрепляется болтами 50, затем соединяется муфтой 5 с электродвигателем 4, при этом линия прокатки остается неизменной, поскольку расстояния М, N и Р от линии прокатки до опорных поверхностей лап, осей и торцов хвостовиков в вертикальном и горизонтальном положении одинаковы.
Предлагаемая прокатная клеть обладает следующими преимуществами перед прототипом.
1. Прокатная клеть может быть установлена в линии стана с вертикальным или горизонтальным расположением осей рабочих валков на одной и той же фундаментной раме за счет выполнения комбинированного редуктора-шестеренной клети с двумя приводными хвостовиками, торцы и оси которых равноудалены от линии прокатки, и двумя парами установочных лап, опорные плоскости которых взаимно перпендикулярны и равноудалены от линии прокатки.
2. Значительное повышение диаметров консоли приводных валов позволяет существенно увеличить размеры прокатываемых профилей.
3. Использование комбинированного редуктора-шестеренной клети с передаточным отношением не менее 12 позволяет подсоединять прокатную клеть непосредственно к электродвигателю, что существенно уменьшает массу и длину главной линии рабочей клети.
4. Установка в валковой кассете механизма плавной осевой регулировки приводных валов позволяет сократить продолжительность настройки и повысить точность прокатки.
5. Установка рабочих бандажей непосредственно на консолях приводных валов и крепление их посредством шайб в болтов позволяет значительно сократить продолжительность перевалки и упростить узел крепления и установки рабочего бандажа.
На Череповецком сталепрокатном заводе разработан проект четырехклетевого непрерывного стана 300 с использованием предлагаемого технического решения, у которого, в сравнении с действующим на заводе станом, аналогичным по количеству клетей и назначению, занимаемая площадь в 3 раза меньше, а масса механического оборудования - в 5 раз меньше.
Перечень источников, принятых во внимание при составлении заявки
1. Иводитов А.Н. и др. Разработка и освоение технологии производства высококачественной катанки. М.: Металлургия, 1989, с.119-126, рис.50-52.
2. Патент РФ 2009741, В 21 В 35/12, 13/00, 1994.
3. Патент РФ 2088351, В 21 В 13/00, 1997.
4. Патент РФ N2060066, В 21 В 13/06, 1996.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДВУХКАЛИБРОВАЯ КОМБИНИРОВАННАЯ КЛЕТЬ | 1995 |
|
RU2088351C1 |
| ДВУХВАЛКОВАЯ РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1999 |
|
RU2189873C2 |
| РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1995 |
|
RU2090278C1 |
| ПРОКАТНАЯ КЛЕТЬ | 1999 |
|
RU2166393C2 |
| ДВУХКЛЕТЕВОЙ БЛОК ТРЕХРОЛИКОВЫХ КЛЕТЕЙ | 1999 |
|
RU2177385C2 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1999 |
|
RU2166396C2 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ЛЕГКОГО ТИПА | 1998 |
|
RU2131317C1 |
| Привод валков бесшпиндельной прокатной клети | 1982 |
|
SU1493343A1 |
| УНИВЕРСАЛЬНАЯ КЛЕТЬ ПРОФИЛЕГИБОЧНОГО СТАНА | 1998 |
|
RU2151660C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ С ФАЛЬЦЕВЫМ ШВОМ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2203169C2 |


Использование: изобретение относится к области обработки металлов давлением, а точнее к конструкциям прокатных клетей с бесшпиндельным соединением консольных рабочих валков с приводом клети, используемых при производстве мелкосортных профилей. Сущность: прокатная клеть содержит корпус комбинированного редуктора - шестеренной клети с двумя приводными хвостовиками, на торцевой и боковой внешних плоскостях которого выполнены две пары установочных лап. Торцы и оси приводных хвостовиков и опорные плоскости лап взаимно перпендикулярны и равноудалены от линии прокатки. На корпусе редуктора - шестеренной клети установлена рабочая кассета с консольными валками, приводные валы которых снабжены механизмами осевой регулировки. Изобретение обеспечивает возможность создания компактной прокатной клети, которую можно установить в линии стана с вертикальным или горизонтальным расположением осей рабочих валков. 2 з.п.ф-лы, 8 ил.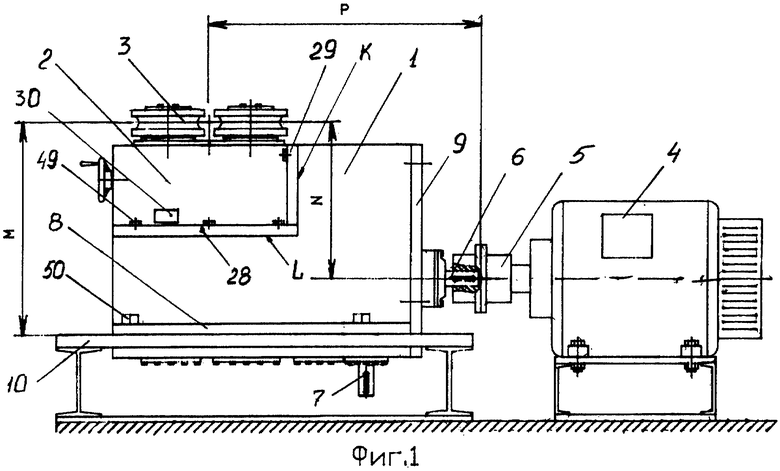
| RU 2060066 C1, 20.05.1996 | |||
| ДВУХКАЛИБРОВАЯ КОМБИНИРОВАННАЯ КЛЕТЬ | 1995 |
|
RU2088351C1 |
| ПРОКАТНАЯ КЛЕТЬ | 1991 |
|
RU2009741C1 |
| Устройство для прокатки сортовых профилей | 1987 |
|
SU1470372A1 |
| Прокатная клеть | 1988 |
|
SU1554999A1 |
| Прокатная клеть | 1988 |
|
SU1524948A1 |

