1
Изобретение относится к прокатному производству и может быть использовано при перевалке прокатных станов со значительно изменяющимся расстоянием между осями рабочих валков, например при установке валков различного диаметра.
Известен способ перевалки прокатного стана, включающего замкнутую станину с расточками под опоры, валки с подущками и эксцентричные втулки с приводом, причем расточки под опоры рабочих валков, расположенные в стойках станины с разных сторон, позволяют извлекать валки совместно с подушками и эксцентриковыми втулками в противоположные стороны .
Способ перевалки рабочих валков в осевом направлении, выполняемый при эксплуатации этих станов, требует, чтобы проемы в стойках клети превышали поперечный габарит валкового узла, т. е. при большом диапазоне диаметров рабочих валков всегда увеличиваются габариты, а следовательно, и вес клети.
Известен также способ перевалки рабочих валков прокатного стана, состоящий в том, что редукторы главного привода, шарнирно подвешенные на противоположных сторонах клети и закрывающие проемы, через которые производится перевалка рабочих валков в противоположные стороны.
поворачивают на некоторый угол относительно оси их подвеса, который тем -больше, чем больше диаметр шестерни последней (выходной) ступени редукторов 2J.
При использовании различных комплектов валков значительно отличающихся диаметров редукторы большого габарита и веса требуется поворачивать на большие углы, что существенно затрудняет выполнение такого способа перевалки.
Целью изобретения является сокращение габаритов и веса редуктора при перевалке в клети с шарнирно подвешенными относительно входного вала редукторами, выходной вал которых имеет проем, диаметр которого превышает поперечный габарит валкового узла.
Это достигается тем, что валок в сборе с подушками извлекают в направлении его оси через проем, диаметр которого уменьшен до минимально возможного благодаря тому, что перед извлечением валка оси валка и проема максимально сближают, предпочтительно до совпадения, посредством перемещения валка в радиальном направлении.
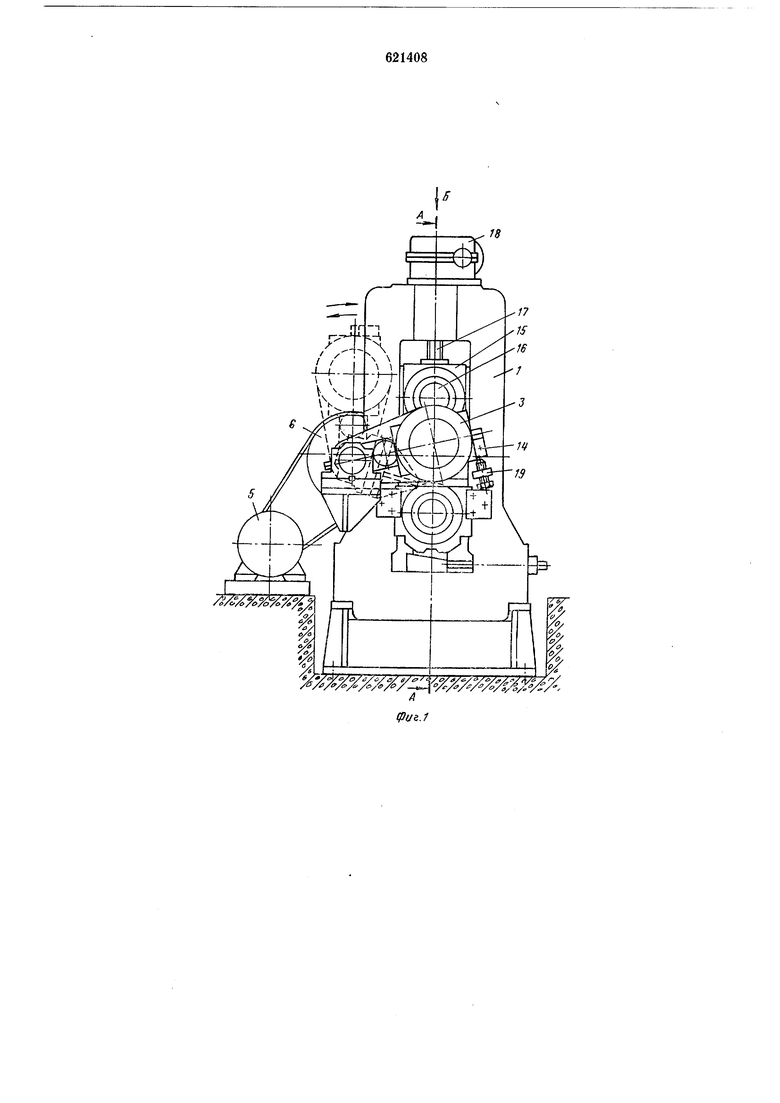
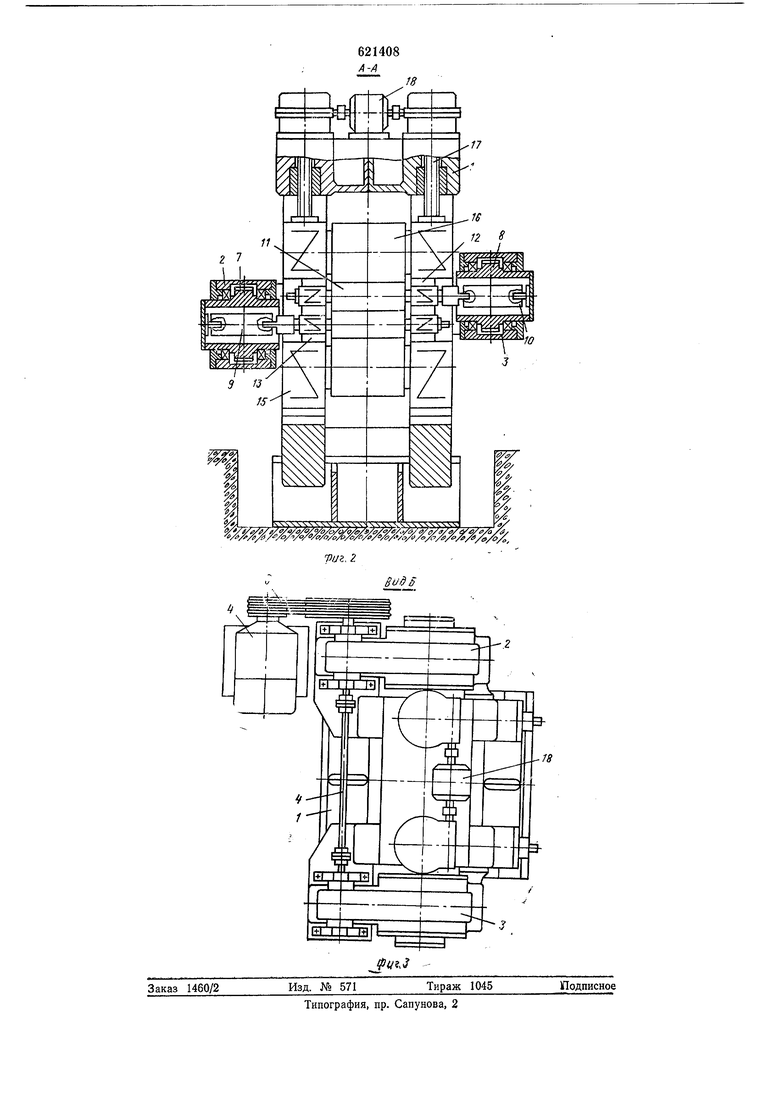
На фиг. 1 показано положение редукторов и валков в момент перевалки, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - вид по стрелке Б на фиг. 1.
Прокатный стан, для которого предусмотрен описываемый способ перевалки, включает рабочую клеть 1 с шарнйрно подвешенными к ней зубчатыми редукторами 2 и 3 (см. фиг. 2), расположенными на противоположных сторонах рабочей клети 1 по отношению к оси прокатки. Осями подвеса редукторов 2 и 3 являются валы их первой, входной, ступени, связанные валом 4 (см. фиг. 3). Электродвигатель 5 через клиноременную передачу 6 передает крутяш,ий момент редуктору 2, а следовательно, и редуктору 3 (см. фиг. 3).
Валы 7 и 8 последней ступени соответствующих редукторов 2 и 3 (см. фиг. 2) выполнены пустотелыми. Через отверстия в валах проходят универсальные шпиндели 9 и 10, передаюш,ие враш,ение рабочим валкам И, установленным в подушках 12 и 13. Размеры отверстий в валах 7 и 8 превышают максимальный поперечный размер соответствующего рабочего валка 11 в сборе с подушкой 12 или 13. В рабочем положении редукторы 2 и 3 кре.тся относительно рабочей клети 1 с помощьк) фиксаторов 14 (см. фиг. 1). На рабочей клети размещены также подушки 15 опорных валков 16 (см. фиг. 2), причем подушки 15 верхнего опорного валка 16 связаны с нажимными винтами 17 механизма регулирования 18. На рабочей клети 1 могут также размещаться механизмы поворота 19 редукторов (см. фиг. 1).
Перевалка рабочих валков 11 в сборе с подушками 12 или 13 производится в направлении их осей через проемы в валах 7
или 8, для чего оси рабочих валков и оси пустотелых валов редукторов предварительно максимально сближают. Это выполняется за счет перемещения оси рабочего валка И, осуществляемого с помощью нажимных винтов 17, с одновременным поворотом корпусов редукторов 2 и 3.
Использование предлагаемого способа перевалки позволяет сократить габариты и вес редукторов привода валков, максимально приблизить редукторы к клети, сократив габариты прокатного стана.
Формула изобретения
Способ перевалки рабочих валков прокатной клети, включающий извлечение валка в сборе с подушками в направлении его оси через проем, диаметр которого превышает поперечный габарит валкового узла, отличающийся тем, что, с целью сокращения габаритов и веса редуктора при перевалке в клети с шарнирно подвешенными относительно входного вала редукторами, выходной вал которых имеет упомянутый проем, путем уменьшения диаметра проема до минимально возможного, перед извлечением валка оси валка и проема максимально сближают, предпочтительно до совпадения, посредством перемещения валка в радиальном направлении.
Источники информации,
принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 208629, кл. В 21В 31/00, 1966.
2.Патент Англии № 1189759, кл. В ЗМ, 1970.
f// /°/ / / / k/ / ///У/-
/ /V7 / / / 7 /- /V7 / 7ySA/ / A
(p(/e.7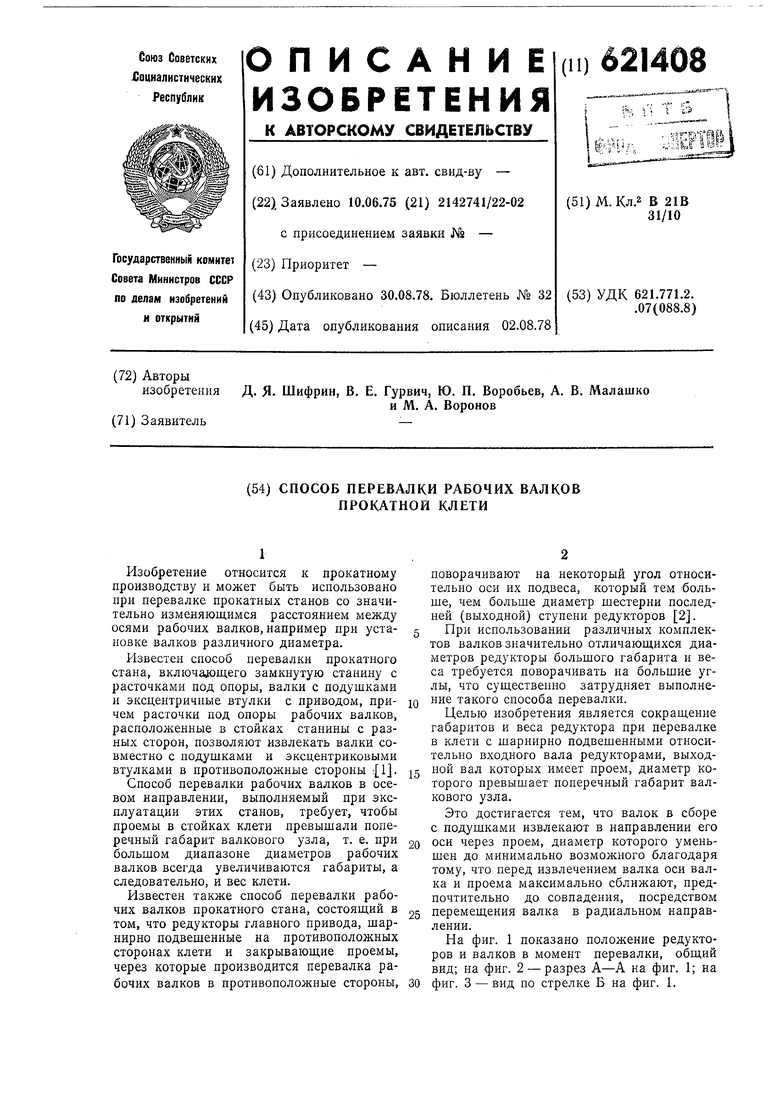
| название | год | авторы | номер документа |
|---|---|---|---|
| КЛЕТЬ ДЛЯ ПРОКАТКИ СОРТА | 1991 |
|
RU2010635C1 |
| ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННАЯ ПРОКАТНАЯ КЛЕТЬ | 2002 |
|
RU2242306C2 |
| Привод валков прокатного стана | 1975 |
|
SU550190A1 |
| ВЕРТИКАЛЬНАЯ ПРОКАТНАЯ КЛЕТЬ | 1997 |
|
RU2123399C1 |
| Линия клети прокатного стана | 1988 |
|
SU1583198A1 |
| Вертикальная клеть прокатного стана | 1985 |
|
SU1294400A1 |
| РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1995 |
|
RU2090278C1 |
| Рабочая клеть прокатного стана | 1985 |
|
SU1570810A1 |
| КОМПЛЕКТ ПОДУШЕК ПРОКАТНЫХ ВАЛКОВ | 1992 |
|
RU2025158C1 |
| Валковый узел прокатной клети | 1984 |
|
SU1235574A1 |