Изобретение относится к тоннелестроению, а более конкретно к способу изготовления ребристых водонепроницаемых элементов тоннельных обделок кругового очертания.
Целью изобретения является повышение производительности устройства путем обеспечения возможности изготовления криволинейных элементов тоннельных обделок.
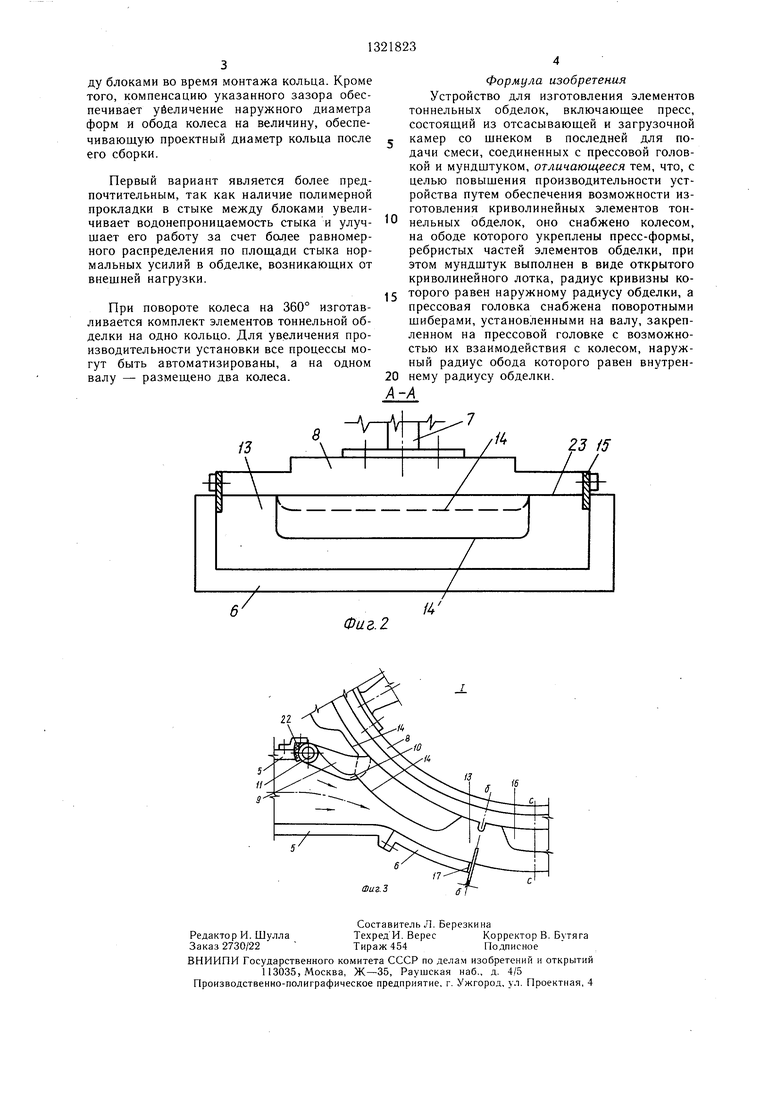
На фиг. 1 показано предлагаемое устройство, вид сбоку; на фиг. 2 - сечение А-А на фиг. 1 (мундштук и обод колеса с формами); на фиг. З - узел I на фиг. 1 (мундштук и прессовая головка, перекрытие ободом колеса с прикрепленными к нему формами).
Устройство содержит пресс с системой подачи смеси под давлением, состоящий из загрузочной камеры 1, шнека с винтовыми лопастями 2, решетки 3, предохраняю- шей вакуумное пространство от подсоса воздуха, отсасываюшей камеры 4, прессовой головки 5 и мундштука 6. Прессовая го- ловка 5 и мундштук 6 выполнены в виде открытого кривого лотка, очерченного наружным радиусом кольца обделки, герметично перекрытого со стороны п.ентра колеса 7 ободом 8, а со стороны входа смеси - поворотными шиберами 9 и 10, закрепленными через ось 11 к корпусу прессовой головки 5. Колесо, закрепленное на оси 12, вращается под действием перемещающейся смеси (давлением прессования смеси) со скоростью выхода заготовки изделия 13 из мундштука пресса. На ободе колеса с наружным диаметром, равным внутреннему диаметру колеса обделки, размешены формы 14, соответствующие по конфигурации ребристой части изготавливаемого элемента обделки, в последовательности, соответствующей размещению каждого элемента в кольце обделки.
На стыке между ободом колеса и стенками прессовой головки и мундштука предусмотрено уплотняющее устройство 15, служащее одновременно для образования чеканочной канавки в теле элемента обделки. Для получения из заготовки окончательного изделия 16 предусмотрено резательное устройство 17. Окончательное изделие принимается на тележку 18 с рольгангом 19, смонтированным на поддоне 20 радиального очертания. Для отрыва готового изделия от формы (под действием собственного веса) необходимо опустить поддон вниз с помощью рукоятки 21. .
Устройство работает следующим образом.
Сырьевую пластинчатую смесь, например, асбоцементную с различными добавками, подают в загрузочную камеру 1 пресса. Шнек пресса с винтовыми лопастями 2 перемещает смесь к решетке 3, за которой устаПри необходимости колесо с формами можно расположить в горизонтальной плоскости вместе с прессовой головкой 5 и мундштуком б пресса. Загрузочная и вакуумо- отсасывающая камеры остаются в вертикальном положении. Технология изготовления элементов тоннельной обделки остается 50 при этом без изменения.
В результате распиловки заготовки на блоки укорачивается размер кольца по окружности, вследствие чего собранное кольцо имеет уменьшенный диаметр по сравнению с проектным. Для обеспечения проектных разновлена отсасывающая камера 4, соеди- 55- меров кольца предусматривают полимерную ненная с вакуум-насосом, отсасывающимпрокладку толщиной, равной ширине щели,
образующейся в результате распиловки заготовки, которую устанавливают в стык межвоздух из смеси. Корпус пресса имеет сужение, называемое прессовой головкой 5, в
0
которой происходит уплотнение смеси. Уплотненная смесь, попадая в мундштук 6, перемещает вместе с собой обод 8 колеса 7, вращая его вокруг собственной оси
12, опирающейся на подшипники (не показаны).В мундштуке 6 уплотненная смесь принимает конфигурацию изготавливаемого элемента. С наружной стороны элемента образовывается гладкая криволинейная поверхность, соответствуюшая форме мундштука 6, очерченного наружным радиусом кольца обделки, а внутренняя поверхность элемента принимает очертание криволинейных ребристых форм 14, закрепленных на ободе 8 врашаюшегося коле5 са 7.
Выходу смеси из прессовой головки в направлении, противоположном вращению колеса, препятствуют поворотные шиберы 9 и 10, которые в направлении своей оси 11 плотно прилегают друг к другу, а также к вертикальным стенкам прессовой головки 5. Между ступицами шиберов и стенкой прессовой головки предусмотрено уплотнение 22. Свободный конец шибера 10, который скользит по поверхности форм 14, и концы шиберов 9, скользящих по поверхности 23 обода колеса, плотно прилегают к ним за счет давления на них массы в прессовой головке и пружин, предусмотренных для предварительного их прижатия. Нружины расположены на внешней стороне прессовой головки (не показаны).
Выходящий из мундщтука 6 сформированный элемент попадает на рольганг 19 с поддоном 20, которые установлены на тележке 18. После выхода полной длины из- 5 готавливаемого элемента из мундщтука в плоскости б-б начинается его отделение с помощью резательного устройства 17 и заканчивается в плоскости а-а. Отделение готового элемента от формы происходит под действием его собственного веса. Для этого поддон тележки при нажатии на рукоятку 21 опускается вниз. После этого готовый элемент откатывается в сторону.
5
0
0
При необходимости колесо с формами можно расположить в горизонтальной плоскости вместе с прессовой головкой 5 и мундштуком б пресса. Загрузочная и вакуумо- тсасывающая камеры остаются в вертикальном положении. Технология изготовления элементов тоннельной обделки остается при этом без изменения.
В результате распиловки заготовки на блоки укорачивается размер кольца по окружности, вследствие чего собранное кольцо имеет уменьшенный диаметр по сравнению с проектным. Для обеспечения проектных разду блоками во время монтажа кольца. Кроме того, компенсацию указанного зазора обеспечивает убеличение наружного диаметра форм и обода колеса на величину, обеспечивающую проектный диаметр кольца после его сборки.
Первый вариант является более предпочтительным, так как наличие полимерной прокладки в стыке между блоками увеличивает водонепроницаемость стыка и улучшает его работу за счет более равномерного распределения по площади стыка нормальных усилий в обделке, возникающих от внещней нагрузки.
При повороте колеса на 360° изготавливается комплект элементов тоннельной обделки на одно кольцо. Для увеличения производительности установки все процессы могут быть автоматизированы, а на одном валу - размещено два колеса.
J
Фиг. 2
Формула изобретения Устройство для изготовления элементов тоннельных обделок, включающее пресс, состоящий из отсасывающей и загрузочной
камер со щнеком в последней для подачи смеси, соединенных с прессовой головкой и мундштуком, отличаюш,ееся тем, что, с целью повышения производительности устройства путем обеспечения возможности изготовления криволинейных элементов тоннельных обделок, оно снабжено колесом, на ободе которого укреплены пресс-формы, ребристых частей элементов обделки, при этом мундщтук выполнен в виде открытого криволинейного лотка, радиус кривизны которого равен наружному радиусу обделки, а прессовая головка снабжена поворотными щиберами, установленными на валу, закрепленном на прессовой головке с возможностью их взаимодействия с колесом, наружный радиус обода которого равен внутреннему радиусу обделки.
iU 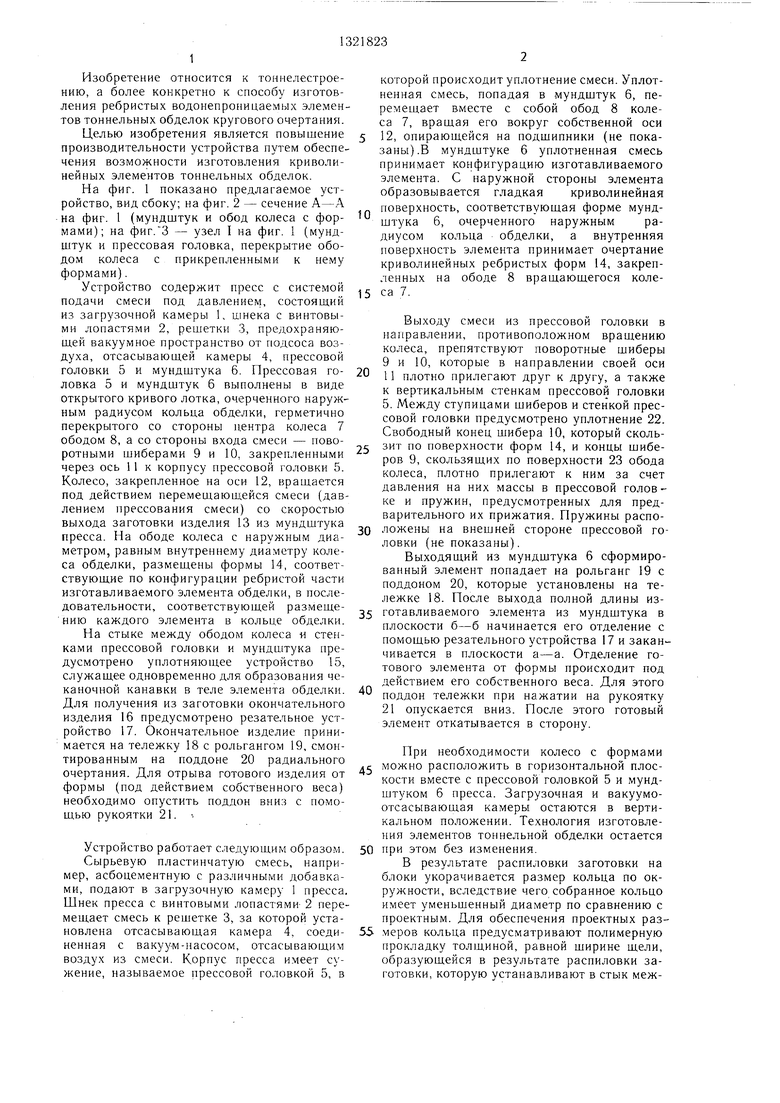
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления элемента обделки | 1987 |
|
SU1532713A1 |
| Модульный железобетонный элемент сборной тоннельной обделки | 1990 |
|
SU1795107A1 |
| Способ возведения пресс-бетонной обделки и устройство для его осуществления | 1987 |
|
SU1555503A1 |
| Щит для сооружения тоннелей с монолитно-прессованной бетонной обделкой | 1977 |
|
SU750084A1 |
| Обделка тоннеля и способ ее возведения | 1987 |
|
SU1555597A1 |
| Обделка тоннеля и устройство для ее возведения | 1987 |
|
SU1594276A1 |
| Способ изготовления элемента тоннельной обделки | 1986 |
|
SU1375822A1 |
| ТЮБИНГОВОЕ КОЛЬЦО ТОННЕЛЬНЫХ ОБДЕЛОК ДИАМЕТРОМ ОТ 10,5 ДО 15,5 МЕТРОВ ДЛЯ ПОДЗЕМНЫХ СООРУЖЕНИЙ | 2018 |
|
RU2673830C1 |
| Обделка тоннеля,обжатая в породу | 1980 |
|
SU1004649A1 |
| Обделка тоннеля | 1987 |
|
SU1604993A1 |
Изобретение относится к области тоннелестроения и повышает производительность устр-ва путем обеспечения возможности изготовления криволинейных элементов тоннельных обделок. Устр-во содержит колесо 7, пресс, состоящий из отсасываю- шей 4 и загрузочной 1 камер. Для подачи смеси в камере 1 расположен шнек с винтовыми лопастями 2. Камеры 1 и 4 соединены с прессовой головкой 5 и мундштуком 6. На ободе 8 колеса 7 укреплены пресс- формы 14 ребристых частей элементов обделки. Наружный радиус обода 8 равен внутреннему радиусу обделки. Мундштук 6 выполнен в виде открытого криволинейного лотка. Радиус кривизны лотка равен наружному радиусу обделки. Головка 5 снабжена поворотными шиберами, установленными на валу, закрепленном на головке 5 с возможностью взаимодействия с колесами 7. Смесь подают в камеру 1. Камера 4 отсасывает воздух из смеси. В головке 5 смесь уплотняется и попадает в мундштук 6, перемешая обод 8. В мундштуке 6 смесь принимает форму изготовляемого элемента. Внутренняя поверхность элемента принимает очертания форм 14. Выходу смеси в противоположном вращению колеса 7 направлении препятствуют шиберы. Отделение готового элемента от формы происходит под действием его собственного веса. 3 ил. to сл со o оо c со /7 /
гг
Фиг.З
Редактор И. Шулла Заказ 2730/22
Составитель Л. Березки на Техред И. ВересКорректор В. Бутяга
Тираж 454Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Волков В | |||
| П | |||
| и др | |||
| Тоннели и метрополитены.-М.: Транспорт, 1975, с | |||
| Ножевой прибор к валичной кардочесальной машине | 1923 |
|
SU256A1 |
| Бернит И | |||
| И | |||
| Технология асбоцементных изделий.-М.: Высшая школа, 1977. | |||
