Изобретение относится к машиностроению, в частности к термической обработке сталей, и может быть использовано для снижения твердости заготовок инструмента из высоколегированных сталей перед их механической обработкой,
. Цель изобретения - снижение твердости стали и сокращение продолжительности отжига.
Изотермическая выдержка в течение 20-30 мин при температуре А - (100- )°С интенсифицирует процесс перлитного распада твердого раствора, При этом происходит коалесценция и коагуляция.-выдел иБшихся из него мелкодисперсных карбидов,что повышает их устойчивость против обратного перехода в твердый раствор при последующих нагревах выше точки А;,. Более низкая температура нагрева ( (40-50)°С); способствует тому, что значительная часть укрупненных и коагулировавших карбидов не успевает вновь раствориться в аустените и насытить его углеродом и легирующими элементами, В ре-; зультате. указанных процессов становит ся возможным снизить твердость в зоне сварного шва заготовок с рабочей частью из высоколегированных, в ток числе кобальтовых и высокованадиевых ст.алей, а также сократить продолжи-, тельность отжига.
Способ иллюстрируется следующими примерами,
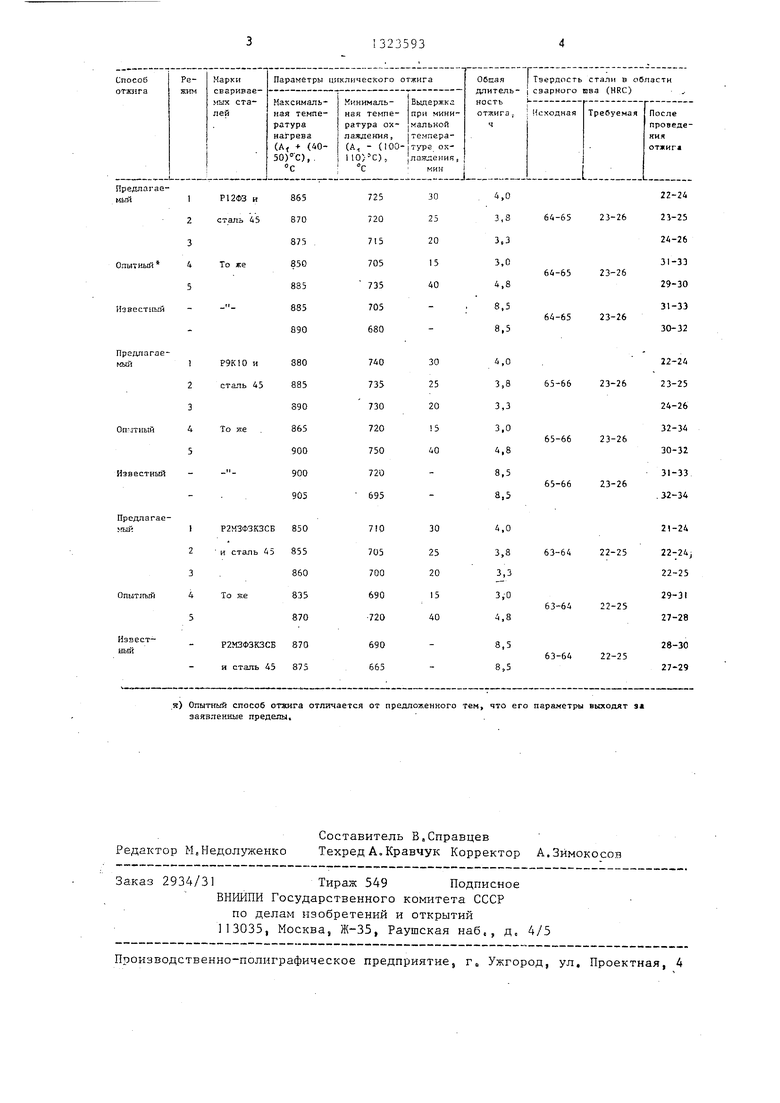
Отжиг закаленных заготовок из быстрорежущей стали марок Р12ФЗ, Р9К10 и Р2МЗФЗКЗСБ, сваренных со сталью 45 по предлагаемому и известному способам проводили в электродной соляной ванне типа С 35 по режимам приведенным в таблице. Измерение и регулирование температуры в занне в процессе осуществлялось ХА термопарой и потенциометром типа КСП-3. При изотермической выдержке после охлаждения до А -(100-110}°С температура поддерживалась с точностью + 3°С, Скорости нагрева и охлаждения при терьт
Ш
235932
моциклировании по предлагаемом способу в среднем составляли соответственно 10 и 15 градз сов в минуту; скорость окончательного охлаждения на воздухе 0°С в минуту. Твердость до и после отжига измерялась на шлифах Б зоне сварного шва с помощью прибора ПМТ-3, Температура перлитного превращения (А:|) для стали Р12ФЗ составляет 825°С, для стали Р9К10 840°С, для стали Р2МЗФЗКЗСБ 810°С, Длительность одного термоцикла при отжиге заготовок по предлагаемому способу составляет 45-55- мин, число циклов 4, по t5 известному способу. 30 минут, число циклов 16,
Результаты отжигов по предлагаемому и известному способам приведены в таблице,
Как следует из приведенных данных в таблице, предлагаемый способ отжига высоколегированных сталей обеспечивает по сравнению с известньи спо собом снижение твердости стали в об20
25 ласти сварного щва па 4-11 единиц и сокращение продолжительности процесса в 2,J-2,6 раза. Снижение твердости до необходимого уровня (HRC 23 25 ед,) после отжига по предлагаемо30 му способу позволяет использовать - его в производстве по изготовлению сварного инструмента.
0
5
рмула n3o6peTe inH
Способ отжига высоколегированных сталей, включающий многократный нагрев выше точки А р замедленное охлаждение до температур ниже точки А,, и окончательное охлаждение иа воздухеj отличаю11 ;ийся тем, чтО; с целью снижения твердости стали и со- краш,ения продоллсительности отжига, нагрев ведут до температуры выше точки А на 40-50 С, а замедленное охлаждение проводят до температуры ниже точки А., на 100-1 10°С и выдерживают при этой температуре в течение 20- 30 мин,
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления режущего инструмента | 1979 |
|
SU834162A1 |
| Способ отжига высоколегированных сталей | 1977 |
|
SU730838A1 |
| Способ термической обработки сварного режущего инструмента | 1982 |
|
SU1122716A1 |
| СПОСОБ ОТЖИГА БЫСТРОРЕЖУЩЕЙ СТАЛИ | 2007 |
|
RU2336337C1 |
| Способ термической обработки сварного режущего инструмента | 1990 |
|
SU1770402A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНЫХ ЗАГОТОВОК | 2012 |
|
RU2532874C2 |
| Способ изготовления инструмента с напаянными пластинами из быстрорежущей стали | 1977 |
|
SU734302A1 |
| Способ изготовления изделий из композиционного материала | 2018 |
|
RU2677556C1 |
| Способ изготовления деталей из высокоуглеродистых сталей | 2021 |
|
RU2763841C1 |
| Способ обработки стальных заготовок | 1985 |
|
SU1381172A1 |
Изобретение относится к термической обработке сталей и может быть использовано для снижения твердости заготовок инструмента из высоколегированных сталей перед их механической обработкой. Целью изобретения является снижение твердости стали и сокращение продолжительности отжига. Изделия из высоколегированных сталей в соответствии с предложенным способом подвергают многократным пагревам и охлаждениям в области точки Л с последующим охлаждением на воздухе. Нагрев осуществляют со скоростью 0°С в 1 мин до температуры А (40- 50)°С, охлаждение проводят со скоростью 15 С в минуту до температуры AT (100-110)°С и выдерживают при . ней в течение 20-30 мин. Затем термо- циклирование повторяют. Окончательное охлаждение на воздухе ведут со скоростью 40°С в 1 мин. Отжиг по i.. . предлагаемому способу обеспечивает снижение твердости стали в зоне сварного щва до необходимого уровня (HRC 23-25 ед.) и сокращение продолжительности процесса до 3,3-4,0 ч. 1 табл. (Л СО ел 00
| Авторское свидетельство СССР № 648623, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ отжига высоколегированных сталей | 1977 |
|
SU730838A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
