Изобретение относится к металлургии, а именно к способам термической обработки перед пластической деформацией заготовок из быстрорежущей стали.
Известен способ отжига высоколегированных сталей, включающий многократный нагрев до температуры на 60-80°С выше точки Ac1 и охлаждение на 120-170°С ниже точки Ac1, с последующим охлаждением на воздухе (А.с. №730838, М.кл. С21D 9/22, C21D 1/26, 23.10.90). Известный способ отжига без выдержек при температурах аустенитного и перлитного превращения не позволяет получить структуру быстрорежущей стали, при которой возможна ее обработка методом продольно-винтовой прокатки.
Известен способ отжига быстрорежущей стали, включающий нагрев до температуры Ac1-Ас3, выдержку при температуре аустенизации в течение 15-40 минут, изотермическую выдержку при температуре перлитного превращения в течение 15-60 минут и окончательное охлаждение (А.с. №945196, М.кл. С21D 1/26, 23.07.82).
Недостатком способа является то, что при отжиге не обеспечивается полнота прохождения процессов сфероидизации. При этом в структуре стали плотность мелкодисперсных карбидов низкая, имеется большая доля крупных карбидов. Поэтому при продольно-винтовой прокатке такого металла образуются надрывы, снижается выход годного.
Наиболее близким к заявляемому способу является способ термической обработки доэвтектоидной стали, включающий термоциклирование при количестве циклов от 3 до 10 в интервале температур на 5-30°С ниже точки Ас3 и на 5-30°С выше точки Ac1 с выдержками при температурах нагрева и охлаждения от 1 до 15 минут, промежуточным охлаждением и окончательным охлаждением на воздухе (А.с. №937524, М.кл. C21D 1/26, 23.06.82. Прототип).
Способ позволяет повысить прочность доэвтектоидной стали при сохранении ее пластичности, что обеспечивается за счет благоприятного структурного состояния ферритных и аустенитных участков в конечной структуре стали.
Известная технология отжига доэвтектоидной стали не позволяет управлять размером и распределением избыточных карбидов быстрорежущей стали, так как в быстрорежущей стали затруднены диффузионные структурные превращения в связи с высокой степенью легированности и наличием большого количества карбидов сложного состава и, соответственно, уровнем горячей пластичности и потребительских свойств. Это приводит к повышенному браку при продольно-винтовой прокатке быстрорежущей стали и браку при дальнейшей обработке инструмента.
Задачей, решаемой изобретением, является снижение брака при продольно-винтовой прокатке быстрорежущей стали.
Указанная задача решается тем, что в способе отжига быстрорежущей стали, включающем термоциклирование с нагревом в каждом цикле на 5-20°С ниже точки Ас3 и охлаждением в области температур точки Ac1, с выдержками при температурах нагрева и охлаждения, промежуточным охлаждением и окончательным охлаждением на воздухе, температуру охлаждения в циклах поддерживают в области температур ниже на 5-20°С точки Ac1, выдержку при температурах нагрева и охлаждения в течение 1,5-3 часов и числом циклов не менее двух, промежуточное охлаждение проводят до температуры на 130-145°С ниже точки Ac1 и выдержкой в течение 1,5-3 часов при этой температуре, а перед охлаждением на воздухе проводят дополнительное вторичное термоциклирование с нагревом до температуры на 35-50°С ниже точки Ac1, на 45-60°С ниже точки Ac1 на 55-70°С ниже точки Ac1, в каждом цикле соответственно и охлаждением в каждом цикле до температуры, равной температуре выдержки при промежуточном охлаждении, и с выдержками при температурах нагрева и охлаждения в течение 1,5-3 часов, а также замедленное охлаждение в печи до температуры 600°С.
Замедленное охлаждение в печи целесообразно проводить со скоростью не более 10-15°С в час до температуры 700-715°С и со скоростью не более 50-60°С в час до температуры 600°С.
На первом этапе термоциклирования проводят нагрев в цикле ниже точки Ас3, а охлаждение в области точки Ac1, но ниже точки Ac1 на 5-20°С. Такая температура в каждом цикле (которых не менее двух) с перепадом между межкритической областью температур стали и субкритическим интервалом температур стимулирует образование множества зародышей карбидной фазы. При количестве циклов термоциклирования менее двух не достигается оптимальное формирование зародышей карбидной фазы. Дальнейшее увеличение количества циклов термоциклирования не оказывает заметного влияния на формирование зародышей карбидной фазы.
Промежуточное охлаждение до температуры на 130-145°С ниже точки Ас1 и выдержкой в течение 1,5-3 часов при этой температуре позволяет снизить температуру во всем объеме металла до интервала температур перлитного превращения. Вторичное дополнительное термоциклирование в субкритическом интервале температур с нагревом до температур на 35-50°С ниже точки Ac1, на 45-60°С ниже точки Ac1,, на 55-70°С ниже точки Ac1 в каждом цикле, соответственно, и охлаждением в каждом цикле до температуры, равной температуре выдержки при промежуточном охлаждении, интенсифицирует процесс перлитного превращения и позволяет на множестве зародышей карбидной фазы образоваться множеству мелких карбидов. Такой режим термоциклирования с постоянной минимальной температурой в циклах (690°С) и постепенное снижение максимальных температур в каждом последующем цикле необходимы из-за высокой степени легированности, наличия большого количества карбидов сложного состава быстрорежущей стали и замедленности прохождения фазовых превращений и стимулируют рост и коагуляцию карбидной фазы. По мере уменьшения доли нераспавшегося аустенита величина нагрева в цикле постепенно уменьшается, а охлаждение в цикле происходит до фиксированной температуры (690°С), соответствующей середине интервала температур перлитного превращения, что обеспечивает полноту прохождения фазовых превращений.
При повышении температуры нагрева в циклах при первичном термоциклировании до аустенитной области температур и вторичном дополнительном термоциклировании происходит увеличение размеров и объемной доли высокостабильных карбидов, что значительно снижает технологические характеристики стали и не обеспечивает возможность ее обработки продольно-винтовой прокаткой.
Снижение температуры охлаждения в циклах не влияет на морфологию распределения карбидов в стали, но увеличивает энергопотребление при отжиге быстрорежущей стали.
Продолжительность выдержек (1,5-3 часа) при температурах нагрева и охлаждения в циклах отжига и при промежуточном охлаждении также обусловлена затрудненностью прохождения диффузионных структурных превращений в быстрорежущей стали и полнотой протекания процессов сфероидизации. При выдержке менее 1,5 часа не обеспечивается оптимального распределения карбидов по размерам в объеме металла и плотность их распределения. При выдержке более 3 часов не наблюдается заметного изменения структуры стали и уровня горячей пластичности.
Двухэтапный отжиг в режимах термоциклирования позволяет не только значительно измельчить карбидную фазу, обеспечить оптимальное распределение карбидов по размерам по объему металла, но и увеличить плотность их распределения по объему металла. Последующее замедленное охлаждение в печи не более 10-15°С в час до температуры 700-715°С и со скоростью не более 50-60°С в час до температуры 600°С способствует полному распаду аустенита и препятствует возникновению термических напряжений. Указанные скорости охлаждения в печи являются оптимальными, при меньших скоростях охлаждения значительно увеличивается время термической обработки стали без улучшения технологических характеристик. Одновременное повышение комплекса свойств быстрорежущей стали позволит обрабатывать сталь продольно-винтовой прокаткой без трещин на режущей кромке инструмента.
Таким образом, техническим результатом, достигаемым изобретением, является повышение способности быстрорежущей стали к продольно-винтовой прокатке и снижение брака при изготовлении инструмента.
Способ заключается в следующем.
Заготовку, прокат или проволоку из быстрорежущей стали подвергают отжигу, помещая в промышленную печь камерного типа. Загрузку металла производят в печь, имеющую температуру не ниже 450°С. Нагрев до температуры 870°С (на 5-20°С ниже точки Ас3) производят со скоростью не выше 30°С в час. Далее производят выдержку при данной температуре 1,5-3 часа, затем охлаждение до температуры 800°С (ниже на 5-20°С точки Ac1), число таких циклов должно быть не менее двух. Первичный этап термоциклирования закончен.
Затем производят промежуточное охлаждение металла в печи с температуры 870°С до 690°С (на 130-145°С ниже точки Ac1) за 2-2,5 часа и выдержку при температуре 690°С в течение 1,5-3 часов. Вторичное дополнительное термоциклирование производят также в печи, число циклов 3, причем в каждом цикле идет снижение температуры нагрева металла: термоциклирование с нагревом до температур на 35-50°С ниже точки Ac1 (780°С), на 45-60°С ниже точки Ac1 (770°С), на 55-70°С ниже точки Ac1 (760°С) в каждом цикле соответственно и охлаждением в каждом цикле до температуры, равной температуре выдержки при промежуточном охлаждении (690°С). Выдержки при температурах нагрева и охлаждения составляют 1,5-3 часа. Затем проводят замедленное охлаждение в печи со скоростью не более 10-15°С в час до температуры 700-715°С и со скоростью не более 50-60°С в час до температуры 600°С.
По достижению металлом температуры 600°С металл выгружают из печи. Дальнейшее охлаждение производят на спокойном воздухе.
Вариант 1.
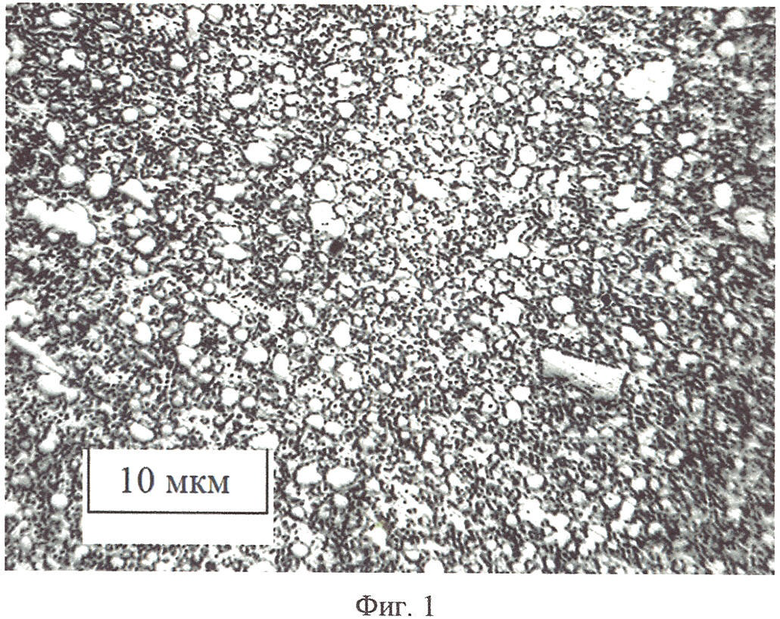
Быстрорежущую сталь марки М2 (ASTM А 600-92а (2004)) в виде проката диаметром 22 мм подвергают отжигу в камерной печи стана 250. Масса садки 8,37 т. Управление нагревом осуществляют в автоматическом режиме посредством программируемых контроллеров и управляющей ПЭВМ.
Режим отжига: нагрев до 870°С, выдержка 1,5 часа, охлаждение до 800°С, выдержка 1,5 часа, нагрев до 870°С, выдержка 1,5 часа, охлаждение до 800°С, выдержка 1,5 часа, нагрев до 870°С, выдержка 1,5 часа (число циклов 2), промежуточное охлаждение до 690°С, выдержка 1,5 часа, нагрев до 780°С, выдержка 1,5 часа, охлаждение до 690°С, выдержка 1,5 часа, нагрев до 770°С, выдержка 1,5 часа, охлаждение до 690°С, выдержка 1,5 часа, нагрев до 760°С, выдержка 1,5 часа, охлаждение до 690°С, замедленное охлаждение в печи со скоростью 10-15°С в час до 700-715°С и со скоростью 50-60°С в час до 600°С.
Промежуточное охлаждение с температуры 870°С до 690°С осуществляют за 2 часа. После достижения металлом температуры 600°С садку проката выгружают из печи. Дальнейшее охлаждение производят на спокойном воздухе.
Для контроля структурных параметров отбирают образцы от верхней, средней и нижней части садки. Горячую пластичность оценивают по величине относительного сдвига при кручении до разрушения образцов диаметром 10 мм и длиной рабочей части 100 мм. Температура испытаний 1210°С.
Распределение карбидов определяют металлографическим методом на поперечных шлифах при наблюдении в оптическом и растровом электронном микроскопах. Твердость определяют на образцах, прошедших закалку и тройной отпуск по режимам, регламентированным ASTM А 600-92а (2004). Способность к продольно-винтовой прокатке определяют по относительному количеству образцов, имеющих трещины на режущей кромке после продольно-винтовой прокатки при температуре 1210°С. За меру красностойкости принимают твердость закаленных образцов, подвергнутых отпуску при 620°С в течение 4 часов.
Результаты испытаний приведены в таблице. Микроструктура быстрорежущей стали М2 представлена на фиг.1.
Вариант 2
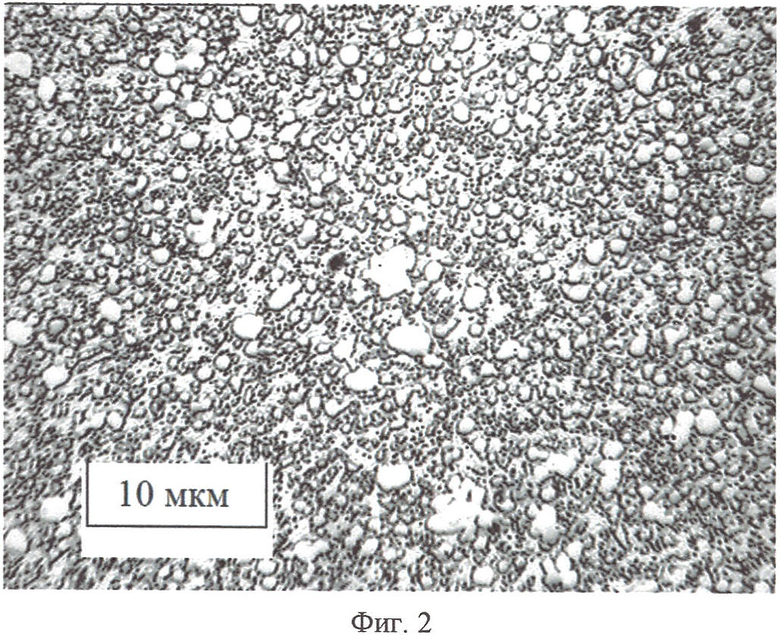
Быстрорежущую сталь марки Р6М5 (ГОСТ 19265-73) в виде проката диаметром 22 мм подвергают отжигу в камерной печи стана 250. Масса садки 8,9 т. Перед загрузкой металла печь имела температуру 550°С. Режим отжига задают в автоматическом режиме посредством программируемых контроллеров и управляющей ПЭВМ. Режим отжига: нагрев до 870°С, выдержка 3 часа, охлаждение до 800°С, выдержка 3 часа, нагрев до 870°С, выдержка 3 часа, охлаждение до 800°С, выдержка 3 часа, нагрев до 870°С, выдержка 3 часа (число циклов 2), промежуточное охлаждение до 690°С, выдержка 3 часа, нагрев до 780°С, выдержка 3 часа, охлаждение до 690°С, выдержка 3 часа, нагрев до 770°С, выдержка 3 часа, охлаждение до 690°С, выдержка 3 часа, нагрев до 760°С, выдержка 3 часа, охлаждение до 690°С, замедленное охлаждение в печи со скоростью 10-15°С в час до 700-715°С и со скоростью 50-60°С в час до 600°С. Промежуточное охлаждение с температуры 870°С до 690°С осуществляют за 2,5 часа. После достижения металлом температуры 600°С садку проката выгружают из печи. Дальнейшее охлаждение производят на спокойном воздухе. Для контроля структурных параметров отбирают образцы от верхней, средней и нижней части садки. Горячую пластичность оценивают по величине относительного сдвига при кручении до разрушения образцов диаметром 10 мм и длиной рабочей части 100 мм. Температура испытаний 1210°С.
Распределение карбидов определяют металлографическим методом на поперечных шлифах при наблюдении в оптическом и растровом электронном микроскопах. Твердость определяют на образцах, прошедших закалку и тройной отпуск по режимам, регламентированным ГОСТ 19265-73. Способность к продольно-винтовой прокатке определяют по относительному количеству образцов, имеющих трещины на режущей кромке после продольно-винтовой прокатки при температуре 1210°С. За меру красностойкости принимают твердость закаленных образцов, подвергнутых отпуску при 620°С в течение 4 часов.
Результаты испытаний приведены в таблице. Микроструктура быстрорежущей стали Р6М5 представлена на фиг.2.
Вариант 3
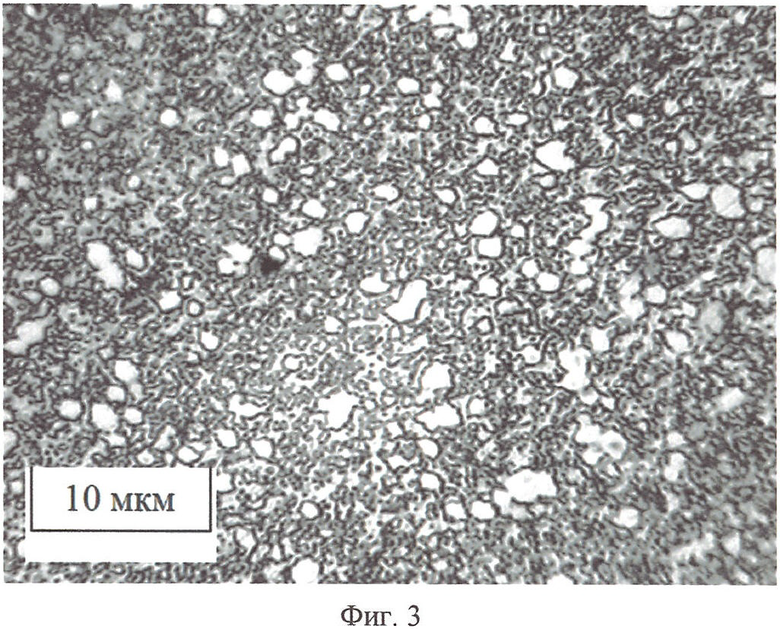
Быстрорежущую сталь марки Р6М5ФЗ (ГОСТ 19265-73) в виде проката диаметром 20 мм подвергают отжигу в камерной печи стана 250. Масса садки 7,92 т. Нагрев осуществляют в автоматическом режиме посредством программируемых контроллеров и управляющей ПЭВМ.
Режим отжига: нагрев до 870°С, выдержка 2 часа, охлаждение до 800°С, выдержка 2 часа, нагрев до 870°С, выдержка 2 часа, охлаждение до 800°С, выдержка 2 часа, нагрев до 870°С, выдержка 2 часа, охлаждение до 800°С, выдержка 2 часа, нагрев до 870°С, выдержка 2 часа (число циклов 3), промежуточное охлаждение до 690°С, выдержка 2 часа, нагрев до 780°С, выдержка 2 часа, охлаждение до 690°С, выдержка 2 часа, нагрев до 770°С, выдержка 2 часа, охлаждение до 690°С, выдержка 2 часа, нагрев до 760°С, выдержка 2 часа, охлаждение до 690°С, замедленное охлаждение в печи со скоростью 10-15°С в час до 700-715°С и со скоростью 50-60°С в час до 600°С. Промежуточное охлаждение с температуры 870°С до 690°С осуществляют за 2 часа. После достижения металлом температуры 600°С садку проката выгружают из печи. Дальнейшее охлаждение производят на спокойном воздухе.
Для контроля структурных параметров отбирают образцы от верхней, средней и нижней части садки. Горячую пластичность оценивают по величине относительного сдвига при кручении до разрушения образцов диаметром 10 мм и длиной рабочей части 100 мм. Температура испытаний 1270°С.
Распределение карбидов определяют металлографическим методом на поперечных шлифах при наблюдении в оптическом и растровом электронном микроскопах. Твердость определяют на образцах, прошедших закалку и тройной отпуск по режимам, регламентированным ГОСТ 19265-73. Способность к продольно-винтовой прокатке определяют по относительному количеству образцов, имеющих трещины на режущей кромке после продольно-винтовой прокатки при температуре 1270°С. За меру красностойкости принимают твердость закаленных образцов, подвергнутых отпуску при 620°С в течение 4 часов.
Результаты испытаний приведены в таблице. Микроструктура быстрорежущей стали Р6М5ФЗ представлена на фиг.3.
Вариант 4
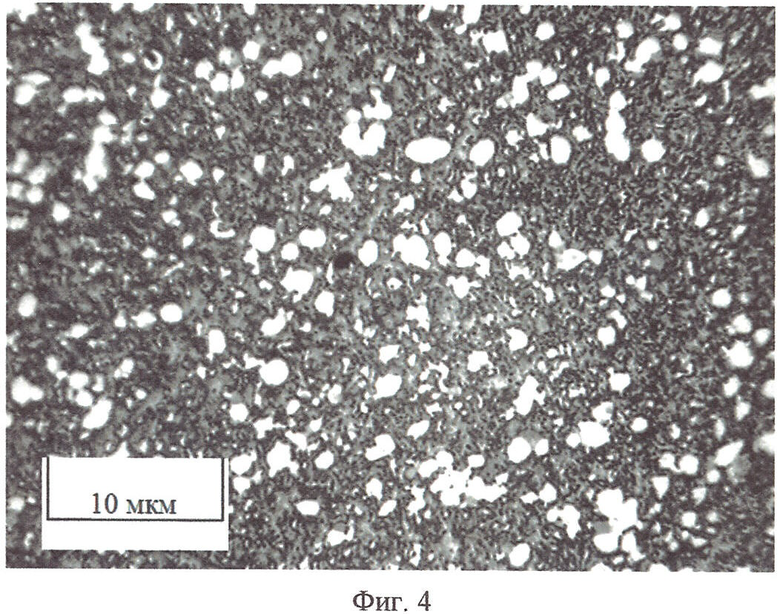
Быстрорежущую сталь марки Р6М5 ГОСТ 19265-73 в виде проката диаметром 24 мм подвергают отжигу в камерной печи стана 250. Масса садки 8,5 т. Режим отжига задают в автоматическом режиме посредством программируемых контроллеров и управляющей ПЭВМ. Режим отжига: нагрев до 870°С, выдержка 1 час, охлаждение до 800°С, выдержка 1 час, нагрев до 870°С, выдержка 1 час, охлаждение до 800°С, выдержка 1 час, нагрев до 870°С, выдержка 1 час (число циклов 2), промежуточное охлаждение до 690°С, выдержка 1 час, нагрев до 780°С, выдержка 1 час, охлаждение до 690°С, выдержка 1 час, нагрев до 770°С, выдержка 1 час, охлаждение до 690°С, выдержка 1 час, нагрев до 760°С, выдержка 1 час, охлаждение до 690°С. Промежуточное охлаждение с температуры 870°С до 690°С осуществляют за 2,5 часа.
Охлаждение в печи после дополнительного вторичного термоциклирования проводят со скоростью 30°-35°С до температуры 700°С-715°С и со скоростью 80°-90°С до температуры 600°С.
После достижения металлом температуры 600°С садку проката выгружают из печи. Дальнейшее охлаждение производят на спокойном воздухе. Для контроля структурных параметров отбирают образцы от верхней, средней и нижней части садки.
Распределение карбидов определяют металлографическим методом на поперечных шлифах при наблюдении в оптическом и растровом электронном микроскопах. Твердость определяют на образцах, прошедших закалку и тройной отпуск по режимам, регламентированным ГОСТ 19265-73. Способность к продольно-винтовой прокатке определяют по относительному количеству образцов, имеющих трещины на режущей кромке после продольно-винтовой прокатки при температуре 1210°С. За меру красностойкости принимают твердость закаленных образцов, подвергнутых отпуску при 620°С в течение 4 часов. Горячую пластичность оценивают по величине относительного сдвига при кручении до разрушения образцов диаметром 10 мм и длиной рабочей части 100 мм. Температура испытаний 1210°С. Результаты испытаний приведены в таблице. Микроструктура быстрорежущей стали Р6М5 представлена на фиг.4
Из проведенных испытаний образцов видно, что выдержки в течение 1 часа в циклах при нагреве и охлаждении в совокупности с быстрым охлаждением в печи до 600°С со скоростью 10-15°С не дают существенного улучшения свойств горячей пластичности стали. Брак при продольно-винтовой прокатке равен 28,5%, тогда как при выдержках в течение 1,5-3 часа и с замедленным охлаждением в печи (примеры 1, 2, 3) брак не превышает 2,8%. Твердость стали Р6М5 в закаленно-отпущенном состоянии на 0,5-1,0 HRC ниже, чем при отжиге с выдержками в циклах 1,5-3 часа и замедленным охлаждением в печи (примеры 1, 2, 3). Такой результат связан с неполнотой протекания диффузионных процессов при фазовых превращениях.
Вариант 5.
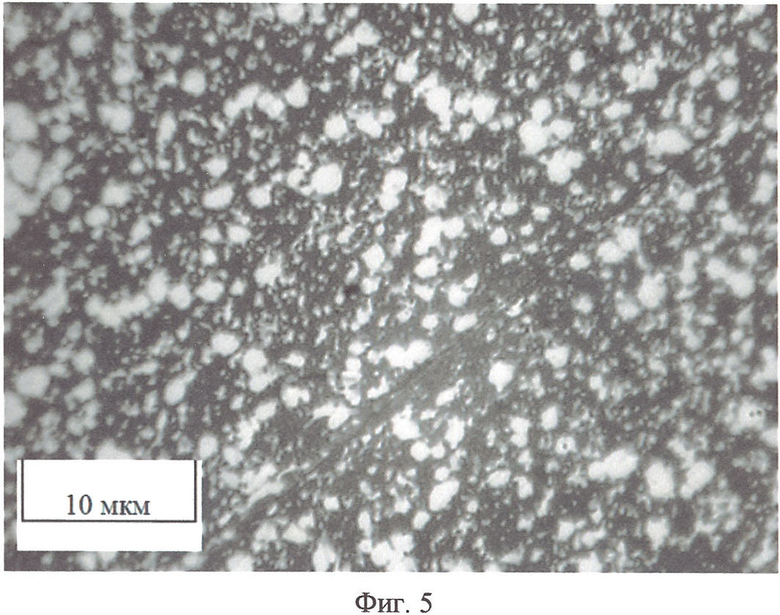
Быстрорежущую сталь марки Р6М5 ГОСТ 19265-73 в виде проката диаметром 18,5 мм подвергают отжигу в камерной печи стана 250. Масса садки 8,12 т. Режим отжига изменили относительно оптимального, увеличив температуру нагрева при первичном и вторичном термоциклировании в каждом цикле соответственно на 30°С относительно оптимальных температур.
Режим отжига: нагрев до 900°С, выдержка 2 часа, охлаждение до 800°С, выдержка 2 часа, нагрев до 900°С, выдержка 2 часа, охлаждение до 800°С, выдержка 2 часа, нагрев до 900°С, выдержка 2 часа (число циклов 2), промежуточное охлаждение до 690°С, выдержка 2 часа, нагрев до 810°С, выдержка 2 часа, охлаждение до 690°С, выдержка 2 часа, нагрев до 800°С, выдержка 2 часа, охлаждение до 690°С, выдержка 2 часа, нагрев до 790°С, выдержка 2 часа, замедленное охлаждение в печи со скоростью 10-15°С в час до 710°С и со скоростью 50-60°С в час до 600°С. Промежуточное охлаждение с температуры 790°С до 710°С осуществляют за 2 часа. После достижения металлом температуры 600°С садку проката выгружают из печи. Дальнейшее охлаждение производят на спокойном воздухе. Таким образом, при первичном термоциклировании температуру нагрева в цикле поднимали на 85°С выше точки Ac1 и на 25°С выше точки Аc3 (аустенитная область). При дополнительном вторичном термоциклировании температуру поддерживали на 5°С, на 15°С, на 25°С в каждом цикле соответственно ниже точки Ac1.
Для контроля структурных параметров отбирают образцы от верхней, средней и нижней части садки. Распределение карбидов определяют металлографическим методом на поперечных шлифах при наблюдении в оптическом и растровом электронных микроскопах. Твердость определяют на образцах, прошедших закалку и тройной отпуск по режимам, регламентированным ГОСТ 19265-73. Способность к продольно-винтовой прокатке определяют по относительному количеству образцов, имеющих трещины на режущей кромке после продольно-винтовой прокатки при температуре 1210°С. За меру красностойкости принимают твердость закаленных образцов, подвергнутых отпуску при 620°С в течение 4 часов. Горячую пластичность оценивают по величине относительного сдвига при кручении до разрушения образцов диаметром 10 мм и длиной рабочей части 100 мм. Температура испытаний 1210°С. Результаты испытаний приведены в таблице. Микроструктура быстрорежущей стали Р6М5 представлена на фиг.5.
По результатам испытаний технологические и эксплуатационные характеристики значительно снизились.
Вариант 6
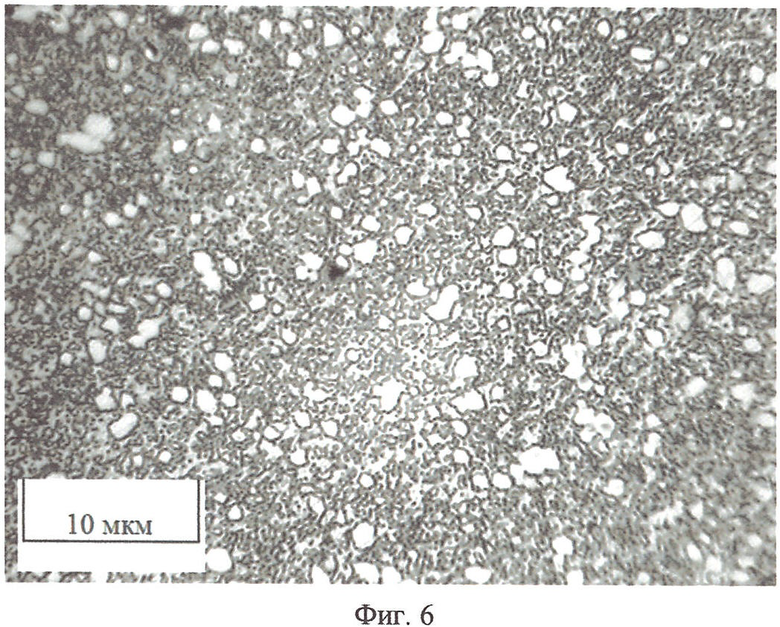
Быстрорежущую сталь марки Р6М5 ГОСТ 19265-73 в виде проката диаметром 18,5 мм подвергают отжигу в камерной печи стана 250. Масса садки 7,66 т. Режим отжига изменили относительно оптимального, понизив температуру охлаждения при первичном и вторичном термоциклировании в каждом цикле соответственно на 30°С относительно оптимальных температур.
Режим отжига: нагрев до 870°С, выдержка 2 часа, охлаждение до 770°С, выдержка 2 часа, нагрев до 870°С, выдержка 2 часа, охлаждение до 770°С, выдержка 2 часа, нагрев до 870°С, выдержка 2 часа (число циклов 2), промежуточное охлаждение до 660°С, выдержка 2 часа, нагрев до 780°С, выдержка 2 часа, охлаждение до 660°С, выдержка 2 часа, нагрев до 770°С, выдержка 2 часа, охлаждение до 660°С, выдержка 2 часа, нагрев до 760°С, выдержка 2 часа, замедленное охлаждение в печи со скоростью 10-15°С в час до 710°С и со скоростью 50-60°С в час до 600°С. Промежуточное охлаждение с температуры 760°С до 710°С осуществляют за 2 часа. После достижения металлом температуры 600°С садку проката выгружают из печи. Дальнейшее охлаждение производят на спокойном воздухе.
При первичном термоциклировании температуру охлаждения в цикле понижали на 45°С ниже точки Ac1.
При дополнительном вторичном термоциклировании температуру охлаждения в циклах снижали на 155°С ниже точки Ac1.
Для контроля структурных параметров отбирают образцы от верхней, средней и нижней части садки.
Распределение карбидов определяют металлографическим методом на поперечных шлифах при наблюдении в оптическом и растровом электронном микроскопах. Твердость определяют на образцах, прошедших закалку и тройной отпуск по режимам, регламентированным ГОСТ 19265-73. Способность к продольно-винтовой прокатке определяют по относительному количеству образцов, имеющих трещины на режущей кромке после продольно-винтовой прокатки при температуре 1210°С. За меру красностойкости принимают твердость закаленных образцов, подвергнутых отпуску при 620°С в течение 4 часов. Горячую пластичность оценивают по величине относительного сдвига при кручении до разрушения образцов диаметром 10 мм и длиной рабочей части 100 мм. Температура испытаний 1210°С. Результаты испытаний приведены в таблице. Микроструктура быстрорежущей стали Р6М5 представлена на фиг.6.
По результатам испытаний видно, что технологические и эксплуатационные характеристики быстрорежущей стали несколько ухудшились. Значительно повысилось энергопотребление при проведении режима отжига стали.
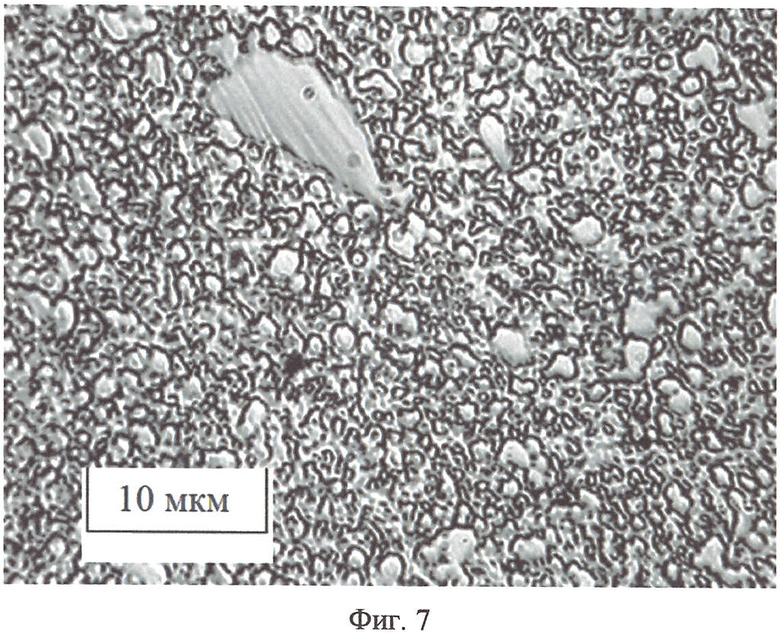
Вариант 7.
Параллельно проводились испытания в соответствии с режимом отжига (прототипа А.с. №937524) на быстрорежущей стали марки Р6М5. Режим: 5-кратное термоциклирование: нагрев до 870°С, выдержка 15 мин, охлаждение до 830°С, выдержка 15 мин. Окончательное охлаждение на воздухе. Результаты испытаний приведены в таблице. Микроструктура быстрорежущей стали Р6М5 представлена на фиг.7.
Анализ распределения карбидов по размерам показывает, что в быстрорежущей стали, отожженной по предлагаемому способу, плотность распределения карбидов возрастает в среднем в два раза, а средний размер карбидов уменьшается примерно в два раза по сравнению с известными способами отжига. Горячая пластичность возрастает на 30%. Красностойкость повышается на 2 единицы HRC.
Предлагаемый способ отжига позволяет обрабатывать сталь продольно-винтовой прокаткой без трещин на режущей кромке инструмента.
Результаты испытаний отжига быстрорежущей стали
Вариант 1
Сталь М2
Сталь
Р6М5
Сталь
Р6М5Ф3
Сталь
Р6М5
Сталь
Р6М5
Сталь
Р6М5
Вариант 7
Сталь Р6М5
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЗАГОТОВОК ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 2020 |
|
RU2738870C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ РЕЛЬСОВ | 1991 |
|
RU2023026C1 |
| СПОСОБ ОБРАБОТКИ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 2005 |
|
RU2287593C1 |
| Способ термической обработки литой быстрорежущей стали | 1981 |
|
SU1014938A1 |
| СПОСОБ ОБРАБОТКИ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 2002 |
|
RU2219255C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ГОРЯЧЕКАТАНОГО РУЛОННОГО ПРОКАТА ИЗ ЛЕГИРОВАННЫХ ДОЭВТЕКТОИДНЫХ СТАЛЕЙ | 2017 |
|
RU2651553C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНОЙ ПОЛОСЫ В КОЛПАКОВОЙ ПЕЧИ | 2004 |
|
RU2261281C1 |
| СПОСОБ ОБРАБОТКИ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 2007 |
|
RU2337977C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛОС ТОЛЩИНОЙ 4-10 ММ ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2021 |
|
RU2778533C1 |
| Способ изготовления изделий из композиционного материала | 2018 |
|
RU2677556C1 |
Изобретение относится к области металлургии, а именно к способам термической обработки перед пластической деформацией заготовок из быстрорежущей стали. Для снижения брака при продольно-винтовой прокатке без трещин на режущей кромке инструмента при отжиге проводят термоциклирование с нагревом в каждом цикле на 5-20° ниже точки Ас3 и охлаждением в циклах ниже на 5-20°С точки Ас1, выдержку при температурах нагрева и охлаждения в течение 1,5-3 часов, число циклов не менее двух. Затем проводят промежуточное охлаждение металла до температуры на 130°-145°С ниже точки Аc1 и выдержку в течение 1,5-3 часов при этой температуре и дополнительное термоциклирование, при этом осуществляют нагрев до температур на 35-50°С ниже точки Ас1, на 45-60°С ниже точки АС1, на 55-70°С ниже точки Ас1 в каждом цикле соответственно и охлаждение в каждом цикле до температуры, равной температуре выдержки при промежуточном охлаждении. Выдержки при температурах нагрева и охлаждения - в течение 1,5-3 часов. Замедленное охлаждение проводят в печи со скоростью не более 10-15°С в час до температуры 700-715°С и со скоростью не более 50-60°С в час до температуры 600°С и окончательное охлаждение на воздухе. 1 з.п. ф-лы, 7 ил., 1 табл.
| Способ отжига литой быстрорежущей стали | 1980 |
|
SU933740A1 |
| Способ термической обработки доэвтектоидной стали | 1980 |
|
SU937524A1 |
| Способ термической обработки быстрорежущей стали | 1987 |
|
SU1516499A1 |
| RU 2000340 C, 07.09.1993 | |||
| Способ термической обработки литой быстрорежущей стали | 1981 |
|
SU1014938A1 |
| Способ отжига высоколегированных сталей | 1985 |
|
SU1323593A1 |

