Известны установки для изготовления строительных изделий, включающие конвейер с укрепленными на нем формами, устройство для подачи формовочной массы, вкладыпди, механизм отделения и возврата вкладышей к месту укладки нх в форму и нриспособление для распалубки изделий.
Цель изобретения - обеспечить возможность изготовления теплоизоляционных изделий, иапример, скорлуп, а также повысить производительность и улучшить условия труда.
Достигается это тем, что устаирвка выполнена с теплоизоляционной камерой, в которой размещен конвейер с формами, при этом механизм отделения и возврата вкладышей выполнен в виде копира с заслонкой и направляющими, установленными над верхней ветвью конвейера, а приспособление для распалубки выполнено с копиром, расположенным над нижней ветвью и взаимодействующим со щтоком выталкивателя.
Для разделения изделия на части, на вкладыщах закреплены пластины, имеющие форму, соответствующую поперечному сечению изделия.
Па лертеже показана схема описываемой установки.
На конвейере крепятся съемные формы 3 с вкладышами 4. Над верхней ветвью конвейера установлен копир 5 с заслонкой 6 и направляющпми 7 для отделения и возврата вкладышей к :месту укладки их в формы.
Над ниЖНей ветвью конвейера расположен копир 8, который при взаимодействии со щтоковым выталкивателем 9, отделяет изделия 10 от форм.
Для разделения изделнй на части вкладыщи снабжены пластинами 11, имеющими форму поперечного сечения изделий.
Очистка и смазка форм производится щетками 12 и 13, расположенными в районе нижней ветви конвейера. Таким образом все операции меха-ннзируются.
Предлагаемое устройство работает следующим образом.
Горизонтальный конвейер, на котором закреплены формы, имеет пульсирующее движение.
В тот момеит, когда конвейер останавливается, а форма находится иод заливочным иатрубком, из раздаточной емкости, установленной стациоиарно, материал заполняет форму. При последующем движении конвейера в залитую форму попадает вкладыш. Процесс залнвки форм н укладка вкладышей происходит до тех пор, пока первая из
залитых форм не подойдет к копиру 5. Затем конвейер останавливается, в камере повышается температура, и происходит термообработка изделий. После окончания первого цикла термообработки, когда масса в формах вспучится и частично затвердеет, включается конвейер. Вкладыши по копиру 5 и направляющим 7 перемеш,аются к месту укладки в формы.
Заслоика 6 пропускает вкладыши только в сторону движения конвейера. Снятые вкладыши по направляюш.им 7 скатываются и попадают в форму.
Ритм и скорость конвейера рассчитаны таким образом, что от момента заливки первой формы и до начала расналубки, в районе расположения копира 8, изделия успевают пройти полный цикл термообработки для набора распалубочной прочности.
Изделия отделяются от форм с помоидью выталкивателя 9, расположенного в форме и взаимодействующего с кожухом.
Изделия, попав на ленточный транспортер, транснортируются на склад готовой продукции.
Формы, пройдя пост расналубки, очищаются и смазываются щетками 12 и 13.
Предмет изобретения
1. Установка для изготовления строительных изделия, включающая конвейер с укрепленными на нем формами, устройство для подачи формовочной массы, вкладыши, механизм отделения и возврата вкладышей к месту укладки их в форму и приспособление для распалубки изделий, отличающаяся тем, что, с
целью обеспечения возможности изготовления теплоизоляционных изделий, например, скорлуп, повышения производительности и улучшения условий труда, установка вьшолнена с теплоизоляционной камерой, в которой размещен конвейер с формами, при этом механизм отделения и возврата вкладышей выполнен в виде копира с заслопкой и паправляющими, установленными над верхней ветвью конвейера, а приспособление для расналубки вьшолнено с копиром, расположенным над ветвью и взаимодействующим со штоком выталкивателя.
2. Установка по п. 1, отличающаяся тем, что, с целью возможности разделения изделия на
части, на вкладышах закреплены пластины, имеющие форму соответствующую поперечному сечению изделия.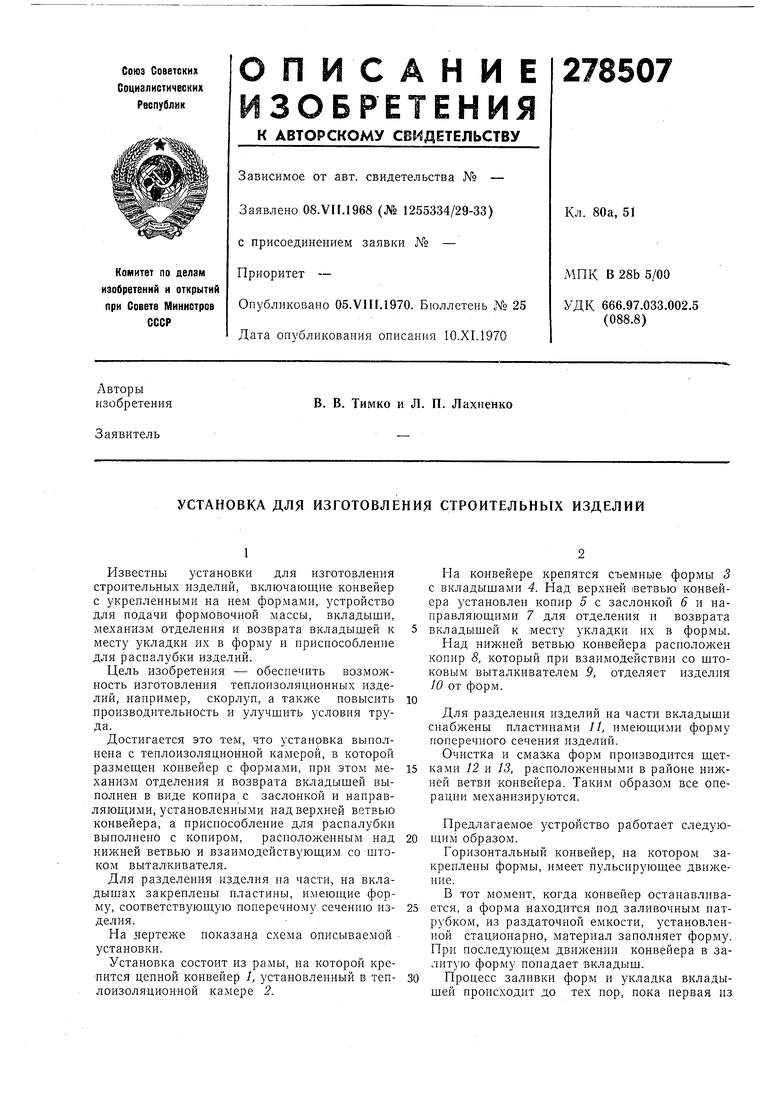
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗВЕСТКОВО-КРЕМНЕЗЕМИСТЫХ ТЕПЛОИЗОЛЯЦИОННЫХ ИЗДЕЛИЙ | 1971 |
|
SU306100A1 |
| Технологическая линия для изготовления строительных изделий | 1979 |
|
SU973367A1 |
| Конвейерная линия для изготовления железобетонных изделий | 1981 |
|
SU961964A1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КЕРАМЗИТОБЕТОННЫХ БЛОКОВ | 1995 |
|
RU2078690C1 |
| КОНВЕЙЕРНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1973 |
|
SU362693A1 |
| Роторный конвейер для изготовления бетонных и железобетонных изделий | 1980 |
|
SU948667A1 |
| Горизонтально-замкнутая конвейерная линия для вертикально-формуемых строительных изделий | 1983 |
|
SU1150081A1 |
| Поточная линия для изготовления железобетонных изделий | 1976 |
|
SU701806A1 |
| Конвейерная линия для производства железобетонных изделий | 1979 |
|
SU863352A1 |
| Технологическая линия для изготовления бетонных изделий | 1976 |
|
SU998117A1 |
